También podría gustarte
- Cuaderno de Trabajo Lengauje 2 Básico DiarioeducacionDocumento272 páginasCuaderno de Trabajo Lengauje 2 Básico DiarioeducacionJuan José BugueñoAún no hay calificaciones
- Manual de LubricacionDocumento73 páginasManual de LubricacionMarco Vargas100% (5)
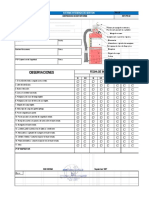
- Formato Inspeccion de ExtintoresDocumento1 páginaFormato Inspeccion de ExtintoresbryanAún no hay calificaciones
- Evaluación Biológica de Equipos MédicosDocumento5 páginasEvaluación Biológica de Equipos MédicosbryanAún no hay calificaciones
- PRÁCTICA-Nº6-B.docx CompletaDocumento8 páginasPRÁCTICA-Nº6-B.docx CompletabryanAún no hay calificaciones
- IntroducciónDocumento5 páginasIntroducciónbryanAún no hay calificaciones
- Inspeccion de BotiquinesDocumento1 páginaInspeccion de BotiquinesbryanAún no hay calificaciones
- Seguridad en La SelvaDocumento3 páginasSeguridad en La SelvabryanAún no hay calificaciones
- Efectos del Zinc y su impacto ambientalDocumento2 páginasEfectos del Zinc y su impacto ambientalbryanAún no hay calificaciones
- Balotario Silva-Pregunta 4Documento2 páginasBalotario Silva-Pregunta 4bryanAún no hay calificaciones
- Colectores ConcentradoresDocumento5 páginasColectores ConcentradoresbryanAún no hay calificaciones
- Riesgos OcultosDocumento1 páginaRiesgos OcultosbryanAún no hay calificaciones
- Realización de Una MediciónDocumento2 páginasRealización de Una MediciónbryanAún no hay calificaciones
- Manual de Temas Seguridad Desde Nc2b0 26 Al Nc2b0 50 CMSGDocumento51 páginasManual de Temas Seguridad Desde Nc2b0 26 Al Nc2b0 50 CMSGGOGYLO100% (1)
- Cuestionario Final CorroDocumento8 páginasCuestionario Final CorroAnonymous x9n0S6Aún no hay calificaciones
- Calorímetro Diferencial de BarridoDocumento17 páginasCalorímetro Diferencial de BarridobryanAún no hay calificaciones
- Mejoramiento de redes MT y BT en Pasco diciembre 2021Documento5 páginasMejoramiento de redes MT y BT en Pasco diciembre 2021bryanAún no hay calificaciones
- Inspeccion de ExtintoresDocumento2 páginasInspeccion de Extintoresbryan100% (1)
- Optimización de objetivos múltiples para el diseño de la carpeta de un teléfono celularDocumento3 páginasOptimización de objetivos múltiples para el diseño de la carpeta de un teléfono celularbryanAún no hay calificaciones
- Rubrica Evaluacion Video Presentacion Proyecto IndividualDocumento3 páginasRubrica Evaluacion Video Presentacion Proyecto IndividualbryanAún no hay calificaciones
- NTRODUCCIÓN ProyectoDocumento2 páginasNTRODUCCIÓN ProyectobryanAún no hay calificaciones
- Primera Practica Calificada de Control de Calidad-2 ParteDocumento1 páginaPrimera Practica Calificada de Control de Calidad-2 PartebryanAún no hay calificaciones
- Banda de OctavasDocumento1 páginaBanda de OctavasbryanAún no hay calificaciones
- Rubrica Evaluacion Proyecto Investigacion IndividualDocumento3 páginasRubrica Evaluacion Proyecto Investigacion IndividualbryanAún no hay calificaciones
- Imforme InyeccionDocumento7 páginasImforme InyeccionbryanAún no hay calificaciones
- Balotario de Preguntas de Compositos 1Documento10 páginasBalotario de Preguntas de Compositos 1bryanAún no hay calificaciones
- LAB - N°7 - REACTORES LaDocumento2 páginasLAB - N°7 - REACTORES LabryanAún no hay calificaciones
- Practica 4 LadrilloooDocumento6 páginasPractica 4 LadrillooobryanAún no hay calificaciones
- IntroducciónDocumento5 páginasIntroducciónbryanAún no hay calificaciones
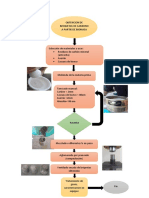
- Flujograma BriquetasDocumento1 páginaFlujograma BriquetasbryanAún no hay calificaciones
- Algunas Ventajas de Los Reactores Tubulares Son Las SiguientesDocumento1 páginaAlgunas Ventajas de Los Reactores Tubulares Son Las SiguientesbryanAún no hay calificaciones
- Estudios Generales: Universidad Nacional Mayor de San MarcosDocumento3 páginasEstudios Generales: Universidad Nacional Mayor de San Marcospersona desconocidaAún no hay calificaciones
- Sistema PerifericoDocumento11 páginasSistema PerifericoESTEFANYCH11Aún no hay calificaciones
- PR-ST-08 Procedimiento para La Realización de Pruebas de EmbriaguezDocumento6 páginasPR-ST-08 Procedimiento para La Realización de Pruebas de Embriaguezlogisticac4pascalAún no hay calificaciones
- Protocolo Sustancias PeligrosasDocumento38 páginasProtocolo Sustancias PeligrosasKatherin SanabriaAún no hay calificaciones
- PigmentosDocumento26 páginasPigmentosCANARIL NNAún no hay calificaciones
- Planilla de Costos Panela-CundinamarcaDocumento6 páginasPlanilla de Costos Panela-CundinamarcaWalter RivasAún no hay calificaciones
- Taller 7. Parámetros Morfométricos de Una Cuenca Hidrográfica Erika y ZuliDocumento9 páginasTaller 7. Parámetros Morfométricos de Una Cuenca Hidrográfica Erika y ZuliZuly AndreaAún no hay calificaciones
- Tartalimon6raciones69euroDocumento3 páginasTartalimon6raciones69euroMarta Velasco Lozano0% (1)
- Impacto - Mundial - IAASDocumento14 páginasImpacto - Mundial - IAASLayla Vazquez GzzAún no hay calificaciones
- Fecundación y Desarrollo EmbrionarioDocumento20 páginasFecundación y Desarrollo EmbrionarioCami GoldAún no hay calificaciones
- Cuestionario Inducción Corporativa (1) - 1 PDFDocumento2 páginasCuestionario Inducción Corporativa (1) - 1 PDFLeslyAnguloAún no hay calificaciones
- Clindamín BiozooDocumento3 páginasClindamín BiozooannygiacoAún no hay calificaciones
- 17.SDS Isoflex Topas L 32 004130 MX EsDocumento11 páginas17.SDS Isoflex Topas L 32 004130 MX Eslupe8542Aún no hay calificaciones
- La Litiasis RenalDocumento2 páginasLa Litiasis RenaljohenderAún no hay calificaciones
- Pictograma FormDocumento4 páginasPictograma FormRodrigo MingaAún no hay calificaciones
- Hoja de Vida ArnesDocumento2 páginasHoja de Vida Arnesidalvis salasAún no hay calificaciones
- Ensayo Pobreza en Guatemala PDFDocumento2 páginasEnsayo Pobreza en Guatemala PDFPacal PulucAún no hay calificaciones
- El ReferimientoDocumento21 páginasEl ReferimientoYunier VargasAún no hay calificaciones
- Sildenafilo 2019Documento31 páginasSildenafilo 2019Peter LópezAún no hay calificaciones
- Fallo BazterricaDocumento4 páginasFallo BazterricaGermán Balbuena100% (1)
- Estudios de EstabilidadDocumento19 páginasEstudios de EstabilidadJULIETH ALEJANDRA CHAVES SUAREZAún no hay calificaciones
- Caracteristicas Sdmo D600uDocumento4 páginasCaracteristicas Sdmo D600uplvg2009Aún no hay calificaciones
- Mantenimiento CanalesDocumento3 páginasMantenimiento CanalesalejamezaAún no hay calificaciones
- Cuando Tus Ojos Se Cruzaron Con Los Míos Eva M SalDocumento391 páginasCuando Tus Ojos Se Cruzaron Con Los Míos Eva M Saladrianastark167Aún no hay calificaciones
- BioenergíaDocumento4 páginasBioenergíaRosa CabreraAún no hay calificaciones
- Geologia Aplicada: CanalesDocumento11 páginasGeologia Aplicada: CanalesOsvaldo Castaneda100% (1)
- Prelab 6Documento2 páginasPrelab 6Pamela GarcíaAún no hay calificaciones
- Jugar Con La Plastimasa - RaspallDocumento4 páginasJugar Con La Plastimasa - RaspallSusy Ruth Quispe SucnoAún no hay calificaciones