También podría gustarte
- Proceso Merox para Naftas y KerosenesDocumento35 páginasProceso Merox para Naftas y KerosenesRonaldo CMAún no hay calificaciones
- Sintesis de Amoniaco y UreaDocumento29 páginasSintesis de Amoniaco y Ureaanon_40975814Aún no hay calificaciones
- Propileno A Partir Del FCC Y MetatesisDocumento37 páginasPropileno A Partir Del FCC Y MetatesisLuis Enrique Ortiz SandiAún no hay calificaciones
- Manual MeroxDocumento60 páginasManual Meroxcarbol1Aún no hay calificaciones
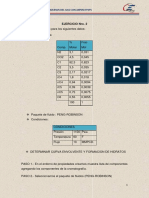
- Ejercicio FinalDocumento38 páginasEjercicio FinalMariela VasquezAún no hay calificaciones
- HidrotratamientoDocumento34 páginasHidrotratamientoLuis LeyvaAún no hay calificaciones
- Hidrotratamiento de cortes petrolerosDocumento16 páginasHidrotratamiento de cortes petrolerosIlan Ivasko Aroca MaestreAún no hay calificaciones
- ISOMERIZACIONDocumento22 páginasISOMERIZACIONEnyiber GraterolAún no hay calificaciones
- Proceso MerichemDocumento2 páginasProceso MerichemMauricioAún no hay calificaciones
- ALQUILACIONDocumento11 páginasALQUILACIONJimenaAún no hay calificaciones
- Craqueo TermicoDocumento21 páginasCraqueo TermicoJeyson Dueñas PorrasAún no hay calificaciones
- Produccion de Metacrilato de MetiloDocumento17 páginasProduccion de Metacrilato de MetiloValeria ArevaloAún no hay calificaciones
- Produccion de Resinas Fenol Formaldehido en Reactor BatchDocumento34 páginasProduccion de Resinas Fenol Formaldehido en Reactor BatchJleandro Walls100% (1)
- IsomerizacionDocumento38 páginasIsomerizacionjosAún no hay calificaciones
- 054 - Balance de Materia en Columnas de Destilación de CrudoDocumento10 páginas054 - Balance de Materia en Columnas de Destilación de CrudocesarinarragaAún no hay calificaciones
- Produccion de NaftaDocumento18 páginasProduccion de NaftaGaby Taipe AndaguaAún no hay calificaciones
- Recuperación de GasesDocumento14 páginasRecuperación de GasessibAún no hay calificaciones
- OLIGOMERIZACIÓNDocumento10 páginasOLIGOMERIZACIÓNBeto Stalin Zamöra PérezAún no hay calificaciones
- Obtención de Acido TereftalicoDocumento43 páginasObtención de Acido TereftalicoPablito PabliñoAún no hay calificaciones
- Trabajo de Refino 2 - FlexicokingDocumento11 páginasTrabajo de Refino 2 - Flexicokingdarc00Aún no hay calificaciones
- Optimizacion de Catalizador de Reformado Catalitico de NaftasDocumento6 páginasOptimizacion de Catalizador de Reformado Catalitico de NaftasjorgejorjaisAún no hay calificaciones
- OligomerizacionDocumento8 páginasOligomerizacionKimy ContrerasAún no hay calificaciones
- Obtencion de PolipropilenoDocumento16 páginasObtencion de Polipropilenoelena mciiAún no hay calificaciones
- Estudio Del Equilibrio Líquido Vapor de Mezclas Binarias y Multicomponentes A Bajas y Moderadas Presiones Mediante Un Simulador DidácticoDocumento178 páginasEstudio Del Equilibrio Líquido Vapor de Mezclas Binarias y Multicomponentes A Bajas y Moderadas Presiones Mediante Un Simulador DidácticoAlfredoJoséSoléCorderoAún no hay calificaciones
- Proceso MtoDocumento15 páginasProceso MtoDannes Bustillos100% (2)
- Reformado Catalítico FinalDocumento19 páginasReformado Catalítico FinalJose Luis PachecoAún no hay calificaciones
- Procesos de Desmineralización Del AguaDocumento14 páginasProcesos de Desmineralización Del AguaJorge MendezAún no hay calificaciones
- Obtencion de Metanol (Licencia Lurgy)Documento16 páginasObtencion de Metanol (Licencia Lurgy)Magali JucumaniAún no hay calificaciones
- ALQUILACIÓNDocumento10 páginasALQUILACIÓNnepm77Aún no hay calificaciones
- Tratamiento Interno de Agua para CalderaDocumento7 páginasTratamiento Interno de Agua para CalderaShkikAún no hay calificaciones
- Producción de estirenoDocumento4 páginasProducción de estirenoSilviaJulianaMartinezAún no hay calificaciones
- Corrosion en Planta de GasDocumento14 páginasCorrosion en Planta de GaslucasignacioarevaloAún no hay calificaciones
- Curso FCCDocumento146 páginasCurso FCCAlexis SánchezAún no hay calificaciones
- HDS Profunda de DieselDocumento79 páginasHDS Profunda de DieselAna Milena Castañeda VillamarinAún no hay calificaciones
- Proyecto de Reformacion CataliticaDocumento62 páginasProyecto de Reformacion CataliticaRoberto ZeladaAún no hay calificaciones
- FT ButilglicolDocumento1 páginaFT ButilglicolKary RamosAún no hay calificaciones
- ARGÜELLO - Estudio de Prefactibilidad Técnica y Económica de Una Planta para La Producción de Benceno, Tolueno y Xileno A Partir de Naftas de PetróleoDocumento145 páginasARGÜELLO - Estudio de Prefactibilidad Técnica y Económica de Una Planta para La Producción de Benceno, Tolueno y Xileno A Partir de Naftas de PetróleoGuillermo Fernando Zago GómezAún no hay calificaciones
- Curso SIMULACION GAS ASPEN HYSYSDocumento3 páginasCurso SIMULACION GAS ASPEN HYSYSDavid Gustavo Duran TangoAún no hay calificaciones
- Reformado de MetanoDocumento4 páginasReformado de MetanojoseahilarrazamAún no hay calificaciones
- Corrosión en La Unidad de Crudo y Control de La CorrosiónDocumento18 páginasCorrosión en La Unidad de Crudo y Control de La CorrosiónJuanAndresMedina100% (3)
- Cracking CataliticoDocumento14 páginasCracking CataliticomoyapalmaAún no hay calificaciones
- Xilenos y EtilenglicolDocumento17 páginasXilenos y EtilenglicolVictor Hugo Capcha PalaciosAún no hay calificaciones
- Corrosion Por Acido Naftenico y Su ControlnDocumento7 páginasCorrosion Por Acido Naftenico y Su ControlnDiego Rivera100% (1)
- TEMA 9. Craqueo Catalitico Con Hidrogeno (Hidrocraqueo)Documento13 páginasTEMA 9. Craqueo Catalitico Con Hidrogeno (Hidrocraqueo)dantorrelio89Aún no hay calificaciones
- Endulzamiento Del Gas Natural Con AminasDocumento45 páginasEndulzamiento Del Gas Natural Con AminasLimbercito Rivero100% (1)
- Produccion de Anhidrido MaleicoDocumento14 páginasProduccion de Anhidrido MaleicoAlejandro SerfatyAún no hay calificaciones
- P XilenoDocumento39 páginasP XilenomagdaAún no hay calificaciones
- II Planta de EtilenoDocumento42 páginasII Planta de EtilenoMoises Alarcon100% (1)
- Cap 1 XilenosDocumento53 páginasCap 1 XilenosMaria Fernanda MachadoAún no hay calificaciones
- Análisis Estratégico de La Industria de EtilenoDocumento37 páginasAnálisis Estratégico de La Industria de Etilenodrva_060091CAún no hay calificaciones
- ESPECTROSCOPÍA DE ABSORCIÓN ATÓMICA EN LLAMA NelmaryDocumento9 páginasESPECTROSCOPÍA DE ABSORCIÓN ATÓMICA EN LLAMA NelmaryjosepereiraochoaAún no hay calificaciones
- 1.-Diseño de Un Reactor de PirolisisDocumento10 páginas1.-Diseño de Un Reactor de PirolisisWilfredo PastranaAún no hay calificaciones
- Proceso y Esquema de Refino.Documento20 páginasProceso y Esquema de Refino.Soledad AlanocaAún no hay calificaciones
- Acetaldehído A Partir de EtilenoDocumento1 páginaAcetaldehído A Partir de EtilenoAndres Felipe Chaux MayorAún no hay calificaciones
- Tratamiento MEROX P-WPS OfficeDocumento9 páginasTratamiento MEROX P-WPS Officejoseph garciaAún no hay calificaciones
- 01.introduccion Merox 1-15Documento16 páginas01.introduccion Merox 1-15David Diaz PadillaAún no hay calificaciones
- Merox CoregidoDocumento46 páginasMerox CoregidoBryanSantiagoSánchezAún no hay calificaciones
- 9.1 Obtencion de Éteres (Dme, Mtbe, Etbe, Tame)Documento31 páginas9.1 Obtencion de Éteres (Dme, Mtbe, Etbe, Tame)Alejandro NavarraAún no hay calificaciones
- Ensayo MeroxDocumento5 páginasEnsayo MeroxDilan LeónAún no hay calificaciones
- Proceso General de La RefineriaDocumento18 páginasProceso General de La Refineriaivan Rodriguez RodriguezAún no hay calificaciones
- Ficha Nano Sintesis VerdeDocumento12 páginasFicha Nano Sintesis VerdeRamon Henriquez KochAún no hay calificaciones
- Como Realizar Declaración Iva en PDFDocumento34 páginasComo Realizar Declaración Iva en PDFRamon Henriquez KochAún no hay calificaciones
- Universidad Central de Venezuela Facultad de Ingenieria Division de Control de EstudiosDocumento1 páginaUniversidad Central de Venezuela Facultad de Ingenieria Division de Control de EstudiosRamon Henriquez KochAún no hay calificaciones
- Presentación 1Documento1 páginaPresentación 1Ramon Henriquez KochAún no hay calificaciones
- PostDocumento2 páginasPostRamon Henriquez KochAún no hay calificaciones
- Lista Enero 2022Documento4 páginasLista Enero 2022Ramon Henriquez KochAún no hay calificaciones
- Mayo 2022Documento8 páginasMayo 2022Ramon Henriquez KochAún no hay calificaciones
- Cita de Certificaciones: Universidad Central de Venezuela Secretaría GeneralDocumento1 páginaCita de Certificaciones: Universidad Central de Venezuela Secretaría GeneralRamon Henriquez KochAún no hay calificaciones
- PoeDocumento1 páginaPoeRamon Henriquez KochAún no hay calificaciones
- Guía Lab. Química Analítica Instrumental Por ODQ (PARTE de VOLUMETRIA)Documento43 páginasGuía Lab. Química Analítica Instrumental Por ODQ (PARTE de VOLUMETRIA)Ramon Henriquez KochAún no hay calificaciones
- Destilación continua etanol-aguaDocumento55 páginasDestilación continua etanol-aguaRamnier GómezAún no hay calificaciones
- Teoría Combinatoria y ProbabilidadesDocumento5 páginasTeoría Combinatoria y ProbabilidadesRamon Henriquez KochAún no hay calificaciones
- Practica de Laboratorio de Qui Mica Orgánica.Documento70 páginasPractica de Laboratorio de Qui Mica Orgánica.edwinAún no hay calificaciones
- Tabla de saponificación: valores IS para hacer jabónDocumento2 páginasTabla de saponificación: valores IS para hacer jabónsuso73Aún no hay calificaciones
- TEG II Presentación Ramón Henríquez KochDocumento82 páginasTEG II Presentación Ramón Henríquez KochRamon Henriquez KochAún no hay calificaciones
- Rece TarioDocumento7 páginasRece TarioRamon Henriquez KochAún no hay calificaciones
- PoeDocumento1 páginaPoeRamon Henriquez KochAún no hay calificaciones
- Mexico Manual Ambiental Electrificacion Julio 2007Documento71 páginasMexico Manual Ambiental Electrificacion Julio 2007Ramon Henriquez KochAún no hay calificaciones
- Seleccion Semillas de Cacao PDFDocumento52 páginasSeleccion Semillas de Cacao PDFVíctor Hugo López75% (4)
- Procesos de Refinación ConsendineDocumento32 páginasProcesos de Refinación ConsendineJessy VelascoAún no hay calificaciones
- Energia Produccion y DistricucionDocumento18 páginasEnergia Produccion y DistricucionSamara AlmeidaAún no hay calificaciones
- Fabricacion de Leche en PolvoDocumento13 páginasFabricacion de Leche en PolvoJosé Romero Cojal100% (1)
- Crude Tower Simulation-HYSYS v8.6Documento6 páginasCrude Tower Simulation-HYSYS v8.6Ramon Henriquez KochAún no hay calificaciones
- Rece TarioDocumento7 páginasRece TarioRamon Henriquez KochAún no hay calificaciones
- Nuevos Aranceles CertificacionesDocumento2 páginasNuevos Aranceles CertificacionesRamon Henriquez KochAún no hay calificaciones
- Lagomar ResultadosDocumento49 páginasLagomar ResultadosRamon Henriquez KochAún no hay calificaciones
- Bin 22 54534234-41241341 Clave:314334123Documento1 páginaBin 22 54534234-41241341 Clave:314334123Ramon Henriquez KochAún no hay calificaciones
- Sindrome Del Edificio EnfermoDocumento156 páginasSindrome Del Edificio EnfermoRamon Henriquez KochAún no hay calificaciones
- Revista Anecacao 10 Edicion 1Documento40 páginasRevista Anecacao 10 Edicion 1Ana ÁlvarezAún no hay calificaciones
- Manual Ybr 125Documento326 páginasManual Ybr 125Camilo Soto60% (5)
- Catalogo BMW Serie 5 Touring 2015 JulDocumento33 páginasCatalogo BMW Serie 5 Touring 2015 JulDavid P MAún no hay calificaciones
- Petroquimica FinalDocumento25 páginasPetroquimica FinalSandra Perez SanchezAún no hay calificaciones
- Bombeo MecánicoDocumento29 páginasBombeo MecánicoAnahi ResendezAún no hay calificaciones
- CloracionDocumento24 páginasCloracionLuis FloresAún no hay calificaciones
- Tuberías, Tubos y ValvulasDocumento29 páginasTuberías, Tubos y ValvulasJose G Villarroel MAún no hay calificaciones
- Química del petróleo: olefinasDocumento44 páginasQuímica del petróleo: olefinasDanny Lugo100% (1)
- Introducción Automovil EstructuraDocumento28 páginasIntroducción Automovil EstructuraEDISON PUSAYAún no hay calificaciones
- Motor SofimDocumento32 páginasMotor SofimAlmacigo Minolas88% (8)
- Grupo 4 Idh-IehdDocumento31 páginasGrupo 4 Idh-IehdAbigail ApazaAún no hay calificaciones
- Check List Semanal Compactador CAT 826 Rellenos SanitariosDocumento2 páginasCheck List Semanal Compactador CAT 826 Rellenos SanitariosJosé Gonzalez100% (1)
- Ejercicio 1Documento4 páginasEjercicio 1Marta Cecilia Liévano100% (1)
- Ensayo Bloques de MotoresDocumento3 páginasEnsayo Bloques de MotoresLauraHernandezAún no hay calificaciones
- Historia Del Motor A Gasolina 1857 1860: Nicholas OttoDocumento11 páginasHistoria Del Motor A Gasolina 1857 1860: Nicholas OttoLeriIntriagoAún no hay calificaciones
- Guía de fallas en inyección electrónica automotrizDocumento34 páginasGuía de fallas en inyección electrónica automotrizGeovanni Zambano100% (9)
- Calor EspecíficoDocumento9 páginasCalor Específicocarlos83770% (1)
- Aditivo Antihumo - v0 21.09.19Documento2 páginasAditivo Antihumo - v0 21.09.19JeefAndersonMaguiñaZuasnabarAún no hay calificaciones
- 0001-005-2021 Mezcladora Tipo Trompo de 11 P3 Con GX390Documento3 páginas0001-005-2021 Mezcladora Tipo Trompo de 11 P3 Con GX390Alejandro MerinoAún no hay calificaciones
- Prueba Parcial N°4Documento10 páginasPrueba Parcial N°4Kelvin ArenasAún no hay calificaciones
- RefineríaDocumento24 páginasRefineríaNely100% (1)
- Programa de Intervalos de Mantenimiento de Topadoras Caterpillar D6RDocumento4 páginasPrograma de Intervalos de Mantenimiento de Topadoras Caterpillar D6RJosé GonzalezAún no hay calificaciones
- C3 Citroen Manual de EmpleoDocumento132 páginasC3 Citroen Manual de Empleoapi-377592285% (26)
- Secadora de Granos SUNCUE Modelo PHS320Documento2 páginasSecadora de Granos SUNCUE Modelo PHS320alfredopinillos100% (1)
- Decreto 401-05 VerDocumento2 páginasDecreto 401-05 VerTUZEROAún no hay calificaciones
- Pasos para Encendido Del Motor Dieser de Las Locomotoras FD8B VenDocumento4 páginasPasos para Encendido Del Motor Dieser de Las Locomotoras FD8B VenwilfredoAún no hay calificaciones
- Inversión tecnológica mejora producción Refinería MaderoDocumento29 páginasInversión tecnológica mejora producción Refinería MaderoJavier EspinosaAún no hay calificaciones
- Banco de Preguntas Del Curso de Ingenieria Del Gas NaturalDocumento2 páginasBanco de Preguntas Del Curso de Ingenieria Del Gas NaturalPAULO LA TORRE PALOMINOAún no hay calificaciones
- Manual Taller Chery Arauca Completo (001-010) .En - EsDocumento10 páginasManual Taller Chery Arauca Completo (001-010) .En - Esvicmelch33% (3)
- Intervalo de Mantenimiento Komatsu PC220LC-8Documento3 páginasIntervalo de Mantenimiento Komatsu PC220LC-8Ramon OrtegaAún no hay calificaciones
- Determinación de Gasolina en Una Escena Del CrimenDocumento8 páginasDeterminación de Gasolina en Una Escena Del CrimenLuis Carlos GuadarramaAún no hay calificaciones