También podría gustarte
- Operational Excellence A Complete Guide - 2019 EditionDe EverandOperational Excellence A Complete Guide - 2019 EditionCalificación: 1 de 5 estrellas1/5 (1)
- SMED single minute exchange of die A Complete Guide - 2019 EditionDe EverandSMED single minute exchange of die A Complete Guide - 2019 EditionAún no hay calificaciones
- Continuous Improvement Kaizen GuideDocumento57 páginasContinuous Improvement Kaizen GuidemanoAún no hay calificaciones
- SMED JournalDocumento3 páginasSMED JournalRizki Nurul Fathia100% (1)
- Sequencing in Process Manufacturing - The Product Wheel ApproachDocumento10 páginasSequencing in Process Manufacturing - The Product Wheel ApproachtoltecayotlAún no hay calificaciones
- SMED-script v.02 ENGDocumento28 páginasSMED-script v.02 ENGAldair Nava EliasAún no hay calificaciones
- Different Types of Time in ManufacturingDocumento15 páginasDifferent Types of Time in ManufacturingkazuAún no hay calificaciones
- NEIN Lean Network SMED PresentationDocumento20 páginasNEIN Lean Network SMED PresentationBalaji SAún no hay calificaciones
- 1 2017 CEO Standard Work ShortDocumento44 páginas1 2017 CEO Standard Work ShortRahardian Faizal Zuhdi100% (1)
- Handbook of Industrial EngineeringDocumento24 páginasHandbook of Industrial EngineeringRanachetan SinghAún no hay calificaciones
- AME Lean Assessment GuideDocumento35 páginasAME Lean Assessment GuideacauaAún no hay calificaciones
- The DefinitionDocumento9 páginasThe DefinitionRitesh ChoudharyAún no hay calificaciones
- Quick Changeover BasicsDocumento44 páginasQuick Changeover BasicsSergio Prieto SerranoAún no hay calificaciones
- Pfep Guide Web v2Documento13 páginasPfep Guide Web v2gcldesign100% (1)
- HEIJUNKADocumento10 páginasHEIJUNKANSB-2018 PGDMAún no hay calificaciones
- Rolled Throughput Yield (Training)Documento7 páginasRolled Throughput Yield (Training)Madhavan RamAún no hay calificaciones
- The Plan For Every PartDocumento7 páginasThe Plan For Every PartThandraelAún no hay calificaciones
- Lean ClassDocumento425 páginasLean ClassElena Montero CarrascoAún no hay calificaciones
- Heijunka v1Documento34 páginasHeijunka v1Akash Ghule100% (2)
- Guide-Continuous ImprovementDocumento15 páginasGuide-Continuous ImprovementAugustine LimAún no hay calificaciones
- TKEP Sample DownloadDocumento37 páginasTKEP Sample DownloadLuis MotaAún no hay calificaciones
- Kaizen Structure Rev0Documento86 páginasKaizen Structure Rev0hiattolaAún no hay calificaciones
- TWI Bulletin Series ManualDocumento128 páginasTWI Bulletin Series ManualZoe WongAún no hay calificaciones
- Healthcare CEO Briefing: The "Lean Method" Approach To Performance ExcellenceDocumento34 páginasHealthcare CEO Briefing: The "Lean Method" Approach To Performance ExcellenceAbhishek GajareAún no hay calificaciones
- Training Material For Kanban, Heijunka and Pull SystemDocumento15 páginasTraining Material For Kanban, Heijunka and Pull SystemMD ABDULLAH AL MANSURAún no hay calificaciones
- Leader Standard Work V1.0Documento3 páginasLeader Standard Work V1.0SudhagarAún no hay calificaciones
- 1448 Data Gmet6 25eph Pfep Tuggers Forkfree 191022Documento121 páginas1448 Data Gmet6 25eph Pfep Tuggers Forkfree 191022Gustavo FerrerAún no hay calificaciones
- WCM Principle 4 HeijunkaDocumento33 páginasWCM Principle 4 HeijunkaSaurabh KothawadeAún no hay calificaciones
- Toyota Production SystemDocumento149 páginasToyota Production SystemJorge Ivan Santos AquinoAún no hay calificaciones
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocumento36 páginasCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoAún no hay calificaciones
- FI Focused Improvement Overview Handout One Page Training PDFDocumento1 páginaFI Focused Improvement Overview Handout One Page Training PDFMohamed AdelAún no hay calificaciones
- Value Stream MappingDocumento40 páginasValue Stream Mappingjinyue7302Aún no hay calificaciones
- Implementing Lean Manufacturing: Imitation To InnovationDocumento11 páginasImplementing Lean Manufacturing: Imitation To InnovationAhmed El-DahshanAún no hay calificaciones
- WCM-World Class Manuf.Documento37 páginasWCM-World Class Manuf.Mohammad KamruzzamanAún no hay calificaciones
- A3 Toyota 8 Step TemplatesDocumento10 páginasA3 Toyota 8 Step TemplatesIzwan YusofAún no hay calificaciones
- Kaizen Event OverviewDocumento1 páginaKaizen Event OverviewOscar Gonzalez CastroAún no hay calificaciones
- Lean Implementation GuideDocumento52 páginasLean Implementation GuideSantosh S MyageriAún no hay calificaciones
- Measuring Over-All Equipment Effectiveness (OEE)Documento8 páginasMeasuring Over-All Equipment Effectiveness (OEE)Dash Smth100% (1)
- Lean / Flow Manufacturing: - Everyone Has A Role!Documento36 páginasLean / Flow Manufacturing: - Everyone Has A Role!Antonio PargaAún no hay calificaciones
- Standardized Work Analyze Tool V.3.0+video - Copy1Documento17 páginasStandardized Work Analyze Tool V.3.0+video - Copy1Ronald MontemayorAún no hay calificaciones
- Copy of Lean Diagnostic ToolDocumento7 páginasCopy of Lean Diagnostic ToolMohammad KamruzzamanAún no hay calificaciones
- Leader Standard Work TemplateDocumento4 páginasLeader Standard Work TemplateMustafa Ricky Pramana Se0% (1)
- Kaizen CharterDocumento3 páginasKaizen CharterDebashishDolonAún no hay calificaciones
- Gemba Walks MetricDocumento2 páginasGemba Walks MetricBimersha GautamAún no hay calificaciones
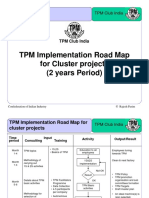
- TPM Road MapDocumento4 páginasTPM Road Mapsanjeev singhAún no hay calificaciones
- An Instrument For Assessing Lean Service AdoptionDocumento35 páginasAn Instrument For Assessing Lean Service AdoptionRaider622Aún no hay calificaciones
- Conducting a Kaizen EventDocumento62 páginasConducting a Kaizen EventRocio DonisAún no hay calificaciones
- World Class Manufacturing Performance Measurements: Buker, IncDocumento22 páginasWorld Class Manufacturing Performance Measurements: Buker, IncNaresh DeshpandeAún no hay calificaciones
- 03 Cost Deplaoyment YamashinaDocumento16 páginas03 Cost Deplaoyment YamashinaBranimir ZivanovicAún no hay calificaciones
- Kamishibai - Golden TriangleDocumento12 páginasKamishibai - Golden TriangleMadhavaKrishnaAún no hay calificaciones
- 6S, Safety, Quality Kaizen ProcessDocumento75 páginas6S, Safety, Quality Kaizen ProcessNaga ChaitanyaAún no hay calificaciones
- Lean Daily Management SystemDocumento8 páginasLean Daily Management SystemNg Yievia100% (1)
- Mac Bering's Guide to World Class ManufacturingDocumento8 páginasMac Bering's Guide to World Class ManufacturingMac BeringAún no hay calificaciones
- Yamada Concepts14aDocumento30 páginasYamada Concepts14aPedro Apodaca SamAún no hay calificaciones
- BB wk1 130 The 12 Step Breakthrough StrategyDocumento20 páginasBB wk1 130 The 12 Step Breakthrough StrategyFernando MartínAún no hay calificaciones
- The Toyota Way To Continuous Improvement: Jeffrey K. LikerDocumento34 páginasThe Toyota Way To Continuous Improvement: Jeffrey K. Likerharel_868Aún no hay calificaciones
- Shingo A Complete Guide - 2020 EditionDe EverandShingo A Complete Guide - 2020 EditionCalificación: 5 de 5 estrellas5/5 (1)
- Value Stream Mapping Software A Complete Guide - 2020 EditionDe EverandValue Stream Mapping Software A Complete Guide - 2020 EditionAún no hay calificaciones
- Why How What Golden Circle Defines BusinessDocumento1 páginaWhy How What Golden Circle Defines BusinessDavid L JacobsAún no hay calificaciones
- Improve CRM Data Scrub ProcessDocumento4 páginasImprove CRM Data Scrub ProcessDavid L JacobsAún no hay calificaciones
- Prayers From The Big Book: Guidance for the 12 StepsDocumento2 páginasPrayers From The Big Book: Guidance for the 12 StepsDavid L JacobsAún no hay calificaciones
- Brian Tracy GoalsDocumento2 páginasBrian Tracy GoalsDavid L JacobsAún no hay calificaciones
- OMIS 498 Business Analysis Capstone: CRM Scrub Process Requirements PlanDocumento7 páginasOMIS 498 Business Analysis Capstone: CRM Scrub Process Requirements PlanDavid L JacobsAún no hay calificaciones
- Stand in The Circle FormDocumento1 páginaStand in The Circle FormDavid L JacobsAún no hay calificaciones
- Title:: Project Leader: Sponsor: Start Date: Facilitator (If Needed) : Expected Completion Date: TeamDocumento1 páginaTitle:: Project Leader: Sponsor: Start Date: Facilitator (If Needed) : Expected Completion Date: TeamDavid L JacobsAún no hay calificaciones
- Title:: Project Leader: Sponsor: Start Date: Facilitator (If Needed) : Expected Completion Date: TeamDocumento1 páginaTitle:: Project Leader: Sponsor: Start Date: Facilitator (If Needed) : Expected Completion Date: TeamDavid L JacobsAún no hay calificaciones
- Title:: Project Leader: Sponsor: Start Date: Facilitator (If Needed) : Expected Completion Date: TeamDocumento1 páginaTitle:: Project Leader: Sponsor: Start Date: Facilitator (If Needed) : Expected Completion Date: TeamDavid L JacobsAún no hay calificaciones
- Presentation Electronic Shock Toner BeltDocumento11 páginasPresentation Electronic Shock Toner BeltDavid L JacobsAún no hay calificaciones
- Discovery 2Documento11 páginasDiscovery 2David L JacobsAún no hay calificaciones
- MGMT 468 Chapter 12Documento6 páginasMGMT 468 Chapter 12David L JacobsAún no hay calificaciones
- U.S. Marines in Iraq, 2003 Basrah, Baghdad and Beyond PCN 10600000200 - 7 PDFDocumento69 páginasU.S. Marines in Iraq, 2003 Basrah, Baghdad and Beyond PCN 10600000200 - 7 PDFDavid L JacobsAún no hay calificaciones
- Knaack LLC CRM Data Errors Team CharterDocumento8 páginasKnaack LLC CRM Data Errors Team CharterDavid L JacobsAún no hay calificaciones
- Strategic Plan David Jacobs, Brandon Hayes, Mark PiechalakDocumento4 páginasStrategic Plan David Jacobs, Brandon Hayes, Mark PiechalakDavid L JacobsAún no hay calificaciones
- MGMT 468 Paper 3 Chapter 11 PDFDocumento4 páginasMGMT 468 Paper 3 Chapter 11 PDFDavid L JacobsAún no hay calificaciones
- MGMT 468 Paper 3 Chapter 9Documento4 páginasMGMT 468 Paper 3 Chapter 9David L JacobsAún no hay calificaciones
- MGMT 468 Paper 3 Chapter 11Documento4 páginasMGMT 468 Paper 3 Chapter 11David L JacobsAún no hay calificaciones
- Strategic Plan David Jacobs, Brandon Hayes, Mark PiechalakDocumento4 páginasStrategic Plan David Jacobs, Brandon Hayes, Mark PiechalakDavid L JacobsAún no hay calificaciones
- Master Thesis FinalDocumento125 páginasMaster Thesis FinalShailesh K SinghAún no hay calificaciones
- November 2016Documento20 páginasNovember 2016Deepak JainAún no hay calificaciones
- Library Management System: Assignment No.02Documento13 páginasLibrary Management System: Assignment No.02Neha PandeyAún no hay calificaciones
- Lifecycle of A Project Management: Prepared By: Rosida Binti Ahmad (Psa) 1Documento55 páginasLifecycle of A Project Management: Prepared By: Rosida Binti Ahmad (Psa) 1Nik AliffAún no hay calificaciones
- 02 Building A Foundation With Mindset, Values, and Principles (6.0)Documento70 páginas02 Building A Foundation With Mindset, Values, and Principles (6.0)Doris MartirAún no hay calificaciones
- Rotary-Axial Spindles For Ultra-Precision MachiningDocumento4 páginasRotary-Axial Spindles For Ultra-Precision MachiningphuongdxAún no hay calificaciones
- Materials Engineering SpecificationDocumento2 páginasMaterials Engineering SpecificationRonald AraujoAún no hay calificaciones
- JBT GreenDocumento3 páginasJBT GreenRagu VenkatAún no hay calificaciones
- April 2014 1396445255 131fa 88 PDFDocumento2 páginasApril 2014 1396445255 131fa 88 PDFkavithaAún no hay calificaciones
- Software Engineering Question BankDocumento7 páginasSoftware Engineering Question Banksubhapam100% (1)
- INWARD INSPECTION - MVR - Material Verification ReportsDocumento1 páginaINWARD INSPECTION - MVR - Material Verification ReportsvinothAún no hay calificaciones
- 3HE06512AAAHTQZZA01 - V1 - 5620 SAM Release 9.0 R8 Optical Parameter ReferenceDocumento326 páginas3HE06512AAAHTQZZA01 - V1 - 5620 SAM Release 9.0 R8 Optical Parameter ReferenceKeyson FariasAún no hay calificaciones
- Final Weld Strength CalnsDocumento3 páginasFinal Weld Strength CalnsSajal KulshresthaAún no hay calificaciones
- Guide To Stability Design Criteria For Metal Structures-6ed Zeiman 2010 1117pDocumento1117 páginasGuide To Stability Design Criteria For Metal Structures-6ed Zeiman 2010 1117pcgingenieros94% (31)
- Configuration ManagementDocumento24 páginasConfiguration Managementengrzia100% (1)
- Grinding Aid Performance Analysis for Three Cement MillsDocumento1 páginaGrinding Aid Performance Analysis for Three Cement Millsanurag soniAún no hay calificaciones
- How Toyota Achieved Success Through Its Unique Management PhilosophyDocumento66 páginasHow Toyota Achieved Success Through Its Unique Management PhilosophyKakon AnmonaAún no hay calificaciones
- Innovation in CADDocumento23 páginasInnovation in CADmdsalmanarAún no hay calificaciones
- Hospital Design and Infrastructure 2012Documento8 páginasHospital Design and Infrastructure 2012milham09Aún no hay calificaciones
- d59687gc10 Toc GLMFDocumento14 páginasd59687gc10 Toc GLMFmahmoud_elassaAún no hay calificaciones
- JIT FullDocumento6 páginasJIT FullSuguna SubramaniamAún no hay calificaciones
- LINCOLN Lubrication Centro - MaticDocumento53 páginasLINCOLN Lubrication Centro - Maticrmartinf2527Aún no hay calificaciones
- BOQ in GeneralDocumento9 páginasBOQ in Generalkmmansaf100% (1)
- About TractorDocumento28 páginasAbout TractorCristy DaylagAún no hay calificaciones
- Banner Buffalo BullDocumento3 páginasBanner Buffalo Bullanon_579800775Aún no hay calificaciones
- CA7 CommandsDocumento9 páginasCA7 CommandsArvindUpadhyayAún no hay calificaciones
- Hyd AdvantageDocumento4 páginasHyd AdvantageVictorDjChiqueCastilloAún no hay calificaciones
- Practice-1 defining calendarsDocumento5 páginasPractice-1 defining calendarspramod nagmotiAún no hay calificaciones
- As 2359.2-1985 Industrial Trucks (Known As The SAA Industrial Truck Code) OperationDocumento9 páginasAs 2359.2-1985 Industrial Trucks (Known As The SAA Industrial Truck Code) OperationSAI Global - APAC0% (1)