También podría gustarte
- Tubierias Accesorias Hierro Ductil Unimaq PDFDocumento45 páginasTubierias Accesorias Hierro Ductil Unimaq PDFRicardo Miguel Carranza ChuhuiAún no hay calificaciones
- Especificaciones Tubería Gas PE80 - NICOLLDocumento7 páginasEspecificaciones Tubería Gas PE80 - NICOLLConnie RodriguezAún no hay calificaciones
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Ficha Técnica Magnum Sn8Documento4 páginasFicha Técnica Magnum Sn8Anonymous CNS7K0SAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Lat 132 KV Ibarreta LomitasDocumento25 páginasLat 132 KV Ibarreta LomitasFederico EscobarAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Catalogo-Folleto-2021 2 1Documento12 páginasCatalogo-Folleto-2021 2 1guadalupe oteroAún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Laboratorio 2 FinalDocumento10 páginasLaboratorio 2 FinalJhon Alex Montalvan PeñaAún no hay calificaciones
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- Tuberías y Accesorios KOPLASTDocumento5 páginasTuberías y Accesorios KOPLASTRenato Salas ValenciaAún no hay calificaciones
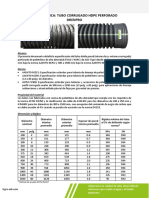
- FT Tubo Corrugado Hdpe Perforado Drenpro (Aashto M252 - Aashto M294 - Astm F2306)Documento3 páginasFT Tubo Corrugado Hdpe Perforado Drenpro (Aashto M252 - Aashto M294 - Astm F2306)edwin paucarAún no hay calificaciones
- Folleto Amanco NTP Iso 8772Documento2 páginasFolleto Amanco NTP Iso 8772Kryztyan Toapanta100% (1)
- Manual Durafort CELTADocumento8 páginasManual Durafort CELTASilvia DelgadoAún no hay calificaciones
- Ficha Tecnica Jei Alcantarillado4435 - TigreDocumento3 páginasFicha Tecnica Jei Alcantarillado4435 - TigreJorge HuarcayaAún no hay calificaciones
- 02-Tuberia de AbastecimientoDocumento82 páginas02-Tuberia de AbastecimientoIvan Marco Antonio Acosta RojasAún no hay calificaciones
- NTP 4435-AbastecimientoDocumento12 páginasNTP 4435-AbastecimientoYn YaneAún no hay calificaciones
- Tuberia HD PAM HYDROCLASS Con Junta EPDM PDFDocumento2 páginasTuberia HD PAM HYDROCLASS Con Junta EPDM PDFRichard Fernández EgúsquizaAún no hay calificaciones
- Ficha TécnicaDocumento29 páginasFicha TécnicaGuille LR100% (1)
- Tuberia PPRDocumento4 páginasTuberia PPRStalin llajaAún no hay calificaciones
- VHCS - Guía de conectores y especificaciones de tuberíaDocumento92 páginasVHCS - Guía de conectores y especificaciones de tuberíagazwang478Aún no hay calificaciones
- Manual de TuberiasDocumento8 páginasManual de TuberiasGustavo Alessandro Moya DelgadoAún no hay calificaciones
- Cables flexibles enrolladoresDocumento16 páginasCables flexibles enrolladoresjjaa67Aún no hay calificaciones
- Especificaciones técnicas equipos e instalaciones eléctricasDocumento10 páginasEspecificaciones técnicas equipos e instalaciones eléctricasAbelAún no hay calificaciones
- Ficha Cofrastra 70 - EsDocumento6 páginasFicha Cofrastra 70 - Esjacko___Aún no hay calificaciones
- TTM CapacitacionDocumento62 páginasTTM Capacitacionmarco antonio talavera salazarAún no hay calificaciones
- (Octubre) : FerreteríaDocumento198 páginas(Octubre) : FerreteríaTraktor VenezuelaAún no hay calificaciones
- Aislamiento Térmico SevocellDocumento4 páginasAislamiento Térmico SevocellJefferson GilAún no hay calificaciones
- Perforacion y VoladuraDocumento46 páginasPerforacion y VoladuraJosue Damasco100% (1)
- ETE-GR-130. TUBER+A FUNDICIaN DTCTILDocumento8 páginasETE-GR-130. TUBER+A FUNDICIaN DTCTILEdison TagleAún no hay calificaciones
- IT-FLEX C1 - Tubos aislantes de espona elastoméricaDocumento4 páginasIT-FLEX C1 - Tubos aislantes de espona elastoméricaVida CoolAún no hay calificaciones
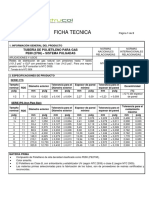
- Ficha Tecnica Tubería PE80 para Aplicaciones de GAS Serie IPS GASDocumento2 páginasFicha Tecnica Tubería PE80 para Aplicaciones de GAS Serie IPS GASBODEGA CONSTRUGAS GONZALEZ GC SASAún no hay calificaciones
- Tub PeDocumento2 páginasTub Pefredy leonardoAún no hay calificaciones
- Ficha Tuberia p80Documento2 páginasFicha Tuberia p80BODEGA CONSTRUGAS GONZALEZ GC SASAún no hay calificaciones
- Ficha Tecnica Tubería PE80 para Aplicaciones de GAS Serie IPSDocumento2 páginasFicha Tecnica Tubería PE80 para Aplicaciones de GAS Serie IPSBODEGA CONSTRUGAS GONZALEZ GC SASAún no hay calificaciones
- Ficha Tecnica Tubería PE80 para Aplicaciones de GAS Serie IPS PDFDocumento2 páginasFicha Tecnica Tubería PE80 para Aplicaciones de GAS Serie IPS PDFOlga LuAún no hay calificaciones
- Tubería Perforada de Hdpe Propipe P100Documento3 páginasTubería Perforada de Hdpe Propipe P100Tait Baldeon AyalaAún no hay calificaciones
- Ace Ria Spaz Del RioDocumento9 páginasAce Ria Spaz Del RioJuan KattahAún no hay calificaciones
- Manual Tecnico POLICOAT 130 PDFDocumento5 páginasManual Tecnico POLICOAT 130 PDFjavier montoyaAún no hay calificaciones
- Cubiertas y CerramientosDocumento16 páginasCubiertas y CerramientosGuillermo ValdesAún no hay calificaciones
- 4 - Espec. Tec. - Electricas Caja PiuraDocumento39 páginas4 - Espec. Tec. - Electricas Caja PiuraWilliam Garcia MazaAún no hay calificaciones
- TUBO AISLANTE ESPUMA ELASTOMERICADocumento4 páginasTUBO AISLANTE ESPUMA ELASTOMERICAtyrson7jhona712Aún no hay calificaciones
- Ficha Alcantarillado Iso 4435Documento2 páginasFicha Alcantarillado Iso 4435ANALI ROXANA AVILA ROJASAún no hay calificaciones
- Gabinete ElectricoDocumento5 páginasGabinete ElectricoJoel AnthonyAún no hay calificaciones
- 02 Componentes NeumáticosDocumento30 páginas02 Componentes NeumáticosGilberto GarciaAún no hay calificaciones
- 0001-Accesorios PVC-U EvacuacionokDocumento4 páginas0001-Accesorios PVC-U EvacuacionokJL InsideAún no hay calificaciones
- Ficha Técnica: Tubo Corrugado Hdpe Campana-Espiga Drenpro: AlcanceDocumento3 páginasFicha Técnica: Tubo Corrugado Hdpe Campana-Espiga Drenpro: AlcanceSumac RiegoAún no hay calificaciones
- Catálogo Rastelli 427 - 437Documento11 páginasCatálogo Rastelli 427 - 437Anonymous 80HAPYsoAún no hay calificaciones
- Aviso de Privacidad y Criterios básicos de diseño e instalación para tuberías de PVCDocumento5 páginasAviso de Privacidad y Criterios básicos de diseño e instalación para tuberías de PVCIngrid OblitasAún no hay calificaciones
- Tubería estructurada HDPE doble paredDocumento6 páginasTubería estructurada HDPE doble paredHugo Tarqui CruzAún no hay calificaciones
- KIASMA TUBERIAS GRANDES DIAMETROS Giotto 09 2018 ESPDocumento46 páginasKIASMA TUBERIAS GRANDES DIAMETROS Giotto 09 2018 ESPBexy Nathaly DiazAún no hay calificaciones
- Sika AnchorFix-2Documento8 páginasSika AnchorFix-2Junior Lino Mera CarrascoAún no hay calificaciones
- CELOTEXDocumento3 páginasCELOTEXJob SuarezAún no hay calificaciones
- BA-03 - EV Compuerta Cierre Elástico F4 DN40-600 PN10-16Documento2 páginasBA-03 - EV Compuerta Cierre Elástico F4 DN40-600 PN10-16ivalsaAún no hay calificaciones
- Catalogo Aceros ComercialesDocumento97 páginasCatalogo Aceros ComercialesSpeeder Physicist100% (1)
- ETG Grupo Aguas PDFDocumento564 páginasETG Grupo Aguas PDFFelipeCristopherYañezGonzalez20% (5)
- Tuberías de hierro ductilDocumento45 páginasTuberías de hierro ductilmarcoAún no hay calificaciones
- Anexo 5 - NCH 1360 of 2010Documento33 páginasAnexo 5 - NCH 1360 of 2010esteban0barahonaAún no hay calificaciones
- Norma Chilena 436-2000Documento17 páginasNorma Chilena 436-2000andrescarpioAún no hay calificaciones
- Fallas comunes en puentes y obras de ingeniería civilDocumento43 páginasFallas comunes en puentes y obras de ingeniería civilmarco100% (1)
- Aplicaciones de La IntegralDocumento11 páginasAplicaciones de La IntegralJhon Alvaro HAún no hay calificaciones
- 14 Diseño e Instalacion de Anodos de SacrificioDocumento5 páginas14 Diseño e Instalacion de Anodos de SacrificioALEXIS MARTINEZ100% (1)
- Z 48, Cadmio, CD: El Elemento Presente en Las BateríasDocumento1 páginaZ 48, Cadmio, CD: El Elemento Presente en Las BateríasHeber ReyesAún no hay calificaciones
- AVANCES2013Documento32 páginasAVANCES2013Uno T DosAún no hay calificaciones
- Electrólisis de Mata y Metal BlancoDocumento3 páginasElectrólisis de Mata y Metal BlancoJacqueline Andrea Orias CarrascoAún no hay calificaciones
- Tratamientos Termicos de Los AcerosDocumento5 páginasTratamientos Termicos de Los AcerosAlexander QuenguanAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- Resultados Tantalio Espectometro OlympusDocumento9 páginasResultados Tantalio Espectometro Olympushans steven PaezAún no hay calificaciones
- METALURGIA. CÓDIGO PARA CALIFICAR SOLDADURADocumento8 páginasMETALURGIA. CÓDIGO PARA CALIFICAR SOLDADURAclartkentAún no hay calificaciones
- Las Bambas Un Modelo DesarrolloDocumento97 páginasLas Bambas Un Modelo Desarrollojorge paucar quispeAún no hay calificaciones
- Procesos Confpla 6 PDFDocumento13 páginasProcesos Confpla 6 PDFARLSAún no hay calificaciones
- Cuestionario sobre las propiedades de los metales alcalinos y alcalinotérreosDocumento4 páginasCuestionario sobre las propiedades de los metales alcalinos y alcalinotérreosBRIGHIT FRANCIS GILES FLORES100% (1)
- PIROMETALURGICADocumento11 páginasPIROMETALURGICAJOSEPH ABEL AYMA CUTIAún no hay calificaciones
- Introduccion A Los Procesos de Mano FacturaDocumento10 páginasIntroduccion A Los Procesos de Mano FacturaMaría Albor AlborAún no hay calificaciones
- Sid - Conceptos FundamentalesDocumento14 páginasSid - Conceptos FundamentalesbetsibelAún no hay calificaciones
- AcerosDocumento4 páginasAcerosLOLAAún no hay calificaciones
- Micrografia Ensayo PDFDocumento17 páginasMicrografia Ensayo PDFAngela Centofanti RodriguezAún no hay calificaciones
- Malla ElectrosoldaDocumento8 páginasMalla ElectrosoldavalerioAún no hay calificaciones
- p25 UTP-84FNDocumento1 páginap25 UTP-84FNtacosanchezbrayanAún no hay calificaciones
- TESA Cerraduras MetalicasDocumento38 páginasTESA Cerraduras MetalicasjulianlennonAún no hay calificaciones
- Registro Actividades Diarias - Zona IntermediaDocumento8 páginasRegistro Actividades Diarias - Zona IntermediadanielAún no hay calificaciones
- Reg-01-Pro-Sal-01-03 Semo - Solicitud de Examen Medico Ocupacional 2022-OswaldoDocumento16 páginasReg-01-Pro-Sal-01-03 Semo - Solicitud de Examen Medico Ocupacional 2022-OswaldoNayda HuillcaraAún no hay calificaciones
- 4919 Manuscrito 25105 2 10 20191107Documento7 páginas4919 Manuscrito 25105 2 10 20191107Abel Chilingano PaucarAún no hay calificaciones
- Glosario de MineralogíaDocumento493 páginasGlosario de MineralogíaJAIR ELIAN QUILLAMA PINASCOAún no hay calificaciones
- Recuperación Del Teluro en La Lixiviacion de BismutoDocumento8 páginasRecuperación Del Teluro en La Lixiviacion de BismutoAlvaro SaicoAún no hay calificaciones
- MR 202 TSP2 20222Documento5 páginasMR 202 TSP2 20222Marisabel Buenaño MorenoAún no hay calificaciones
- Iso 1461 PDFDocumento31 páginasIso 1461 PDFCarmen Cáceres ArroyoAún no hay calificaciones
- MANUAL CHATARRA Lr-MinDocumento15 páginasMANUAL CHATARRA Lr-MinAlfredo PinedaAún no hay calificaciones
- Resultados A Las 6 Horas de ConsumoDocumento19 páginasResultados A Las 6 Horas de ConsumoLekyar ZepolAún no hay calificaciones
- Fabricaciones EspecialesDocumento4 páginasFabricaciones EspecialesjavierAún no hay calificaciones
- Informe #1Documento8 páginasInforme #1Jeannette ElizabethAún no hay calificaciones