También podría gustarte
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- KAMPUNG MELAYU PresentationDocumento27 páginasKAMPUNG MELAYU PresentationBuana ArchiconAún no hay calificaciones
- Tds Masterfiber 246 enDocumento3 páginasTds Masterfiber 246 enDan IonelAún no hay calificaciones
- Tanya Corazon Torres Robert Torrest Jr. Proposed Two-Storey ResidenceDocumento1 páginaTanya Corazon Torres Robert Torrest Jr. Proposed Two-Storey ResidenceMiguel EllaAún no hay calificaciones
- Design of Concrete Structures, by Dr. Salah R. Al-Zaideeد. صلاح رحيمةDocumento54 páginasDesign of Concrete Structures, by Dr. Salah R. Al-Zaideeد. صلاح رحيمةAhmed SuhailAún no hay calificaciones
- SeminarDocumento21 páginasSeminarsoukhya100% (1)
- Asce 7-22 CH 04com - For PCDocumento21 páginasAsce 7-22 CH 04com - For PCsharethefilesAún no hay calificaciones
- Staircase Flight Deflection CheckDocumento2 páginasStaircase Flight Deflection CheckShivaranjan HJAún no hay calificaciones
- Section 03100-Concrete Forms and AccessoriesDocumento4 páginasSection 03100-Concrete Forms and AccessoriesMØhãmmed ØwięsAún no hay calificaciones
- Pile Cap Design Calculations With CSI SAFEDocumento7 páginasPile Cap Design Calculations With CSI SAFEEhsan ShAún no hay calificaciones
- Use of Waste Materials in Hotm Mix Asphalt STP1193-EB.20405 PDFDocumento304 páginasUse of Waste Materials in Hotm Mix Asphalt STP1193-EB.20405 PDFSri RamyaAún no hay calificaciones
- United States Patent (10) Patent No.: US 8,356,778 B2Documento23 páginasUnited States Patent (10) Patent No.: US 8,356,778 B2Erin GokAún no hay calificaciones
- ETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)Documento2 páginasETABS Steel Frame Design: AISC 360-10 Steel Section Check (Strength Summary)AdriiLuciaAún no hay calificaciones
- A B C D A B C D A B C D: Foundation Plan 1 Second Floor Framing Plan 2 Roof Beam Framing Plan 3Documento1 páginaA B C D A B C D A B C D: Foundation Plan 1 Second Floor Framing Plan 2 Roof Beam Framing Plan 3Edward Cardenas0% (1)
- Stability Systems PDFDocumento4 páginasStability Systems PDFmohamedyahaiAún no hay calificaciones
- MOS of Thermoplastic PaintDocumento2 páginasMOS of Thermoplastic PaintL V Laxmipathi Rao100% (1)
- Roman Inventions. Concrete: ProjectDocumento11 páginasRoman Inventions. Concrete: Projecttanea_1991Aún no hay calificaciones
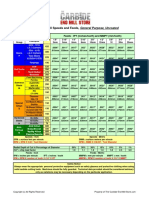
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocumento1 páginaCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakAún no hay calificaciones
- Curriculm Vitae YaqoobDocumento5 páginasCurriculm Vitae YaqoobSyed M. Imran AliAún no hay calificaciones
- NHIDCL Arunachal PradeshDocumento3 páginasNHIDCL Arunachal PradeshajoyAún no hay calificaciones
- 10 Advantages of Precast Structures - Steel Construction DetailingDocumento12 páginas10 Advantages of Precast Structures - Steel Construction Detailingsarre mamoudouAún no hay calificaciones
- 3M Straight Edge TestDocumento3 páginas3M Straight Edge TestSoundar PachiappanAún no hay calificaciones
- Connection Design - Glued-In Steel RodsDocumento10 páginasConnection Design - Glued-In Steel RodsBa Thanh DinhAún no hay calificaciones
- Structural Design & Estimation Lecture Theater Building by HamzaDocumento97 páginasStructural Design & Estimation Lecture Theater Building by HamzaIbrahimAún no hay calificaciones
- BS5950 Vs EC3Documento146 páginasBS5950 Vs EC3Hundee HundumaaAún no hay calificaciones
- Manual of Steel DesignDocumento158 páginasManual of Steel DesignSyed Shoaib RazaAún no hay calificaciones
- Fcu PercentageDocumento13 páginasFcu PercentageMark SorianoAún no hay calificaciones
- GoodDocumento5 páginasGoodBely MobaAún no hay calificaciones
- Punching ShearDocumento47 páginasPunching Shearabou92Aún no hay calificaciones
- Block Data Sheet En771Documento1 páginaBlock Data Sheet En771ivanAún no hay calificaciones
- BCE-UNIT-2 Components of BuilDocumento84 páginasBCE-UNIT-2 Components of Builviveksp99Aún no hay calificaciones