También podría gustarte
- Metalurgia ExtractivaDocumento8 páginasMetalurgia ExtractivaMilton Michael Rubio JoaquinAún no hay calificaciones
- Certif. Soldadura MigDocumento1 páginaCertif. Soldadura MigFabian LopezAún no hay calificaciones
- Mina Quiruvilca Pan American SilverDocumento4 páginasMina Quiruvilca Pan American SilverAron JhersonAún no hay calificaciones
- Flujo de Caja (Metalúrgia) para Refinanciamiento y Compra de Deuda-Caso1Documento46 páginasFlujo de Caja (Metalúrgia) para Refinanciamiento y Compra de Deuda-Caso1Lía GarcíaAún no hay calificaciones
- TRABAJO ESMERILADO 181761 - Et Al. Grupo 3Documento10 páginasTRABAJO ESMERILADO 181761 - Et Al. Grupo 3DANIEL FELIPE OVALLE PICONAún no hay calificaciones
- DISEÑO SOLDADURA Rev.A3Documento9 páginasDISEÑO SOLDADURA Rev.A3jomirosaAún no hay calificaciones
- TRADISA Tabla de Perfiles CatalogoDocumento190 páginasTRADISA Tabla de Perfiles CatalogoENRIQUE VILCHEZ ROSALESAún no hay calificaciones
- TempleDocumento10 páginasTemplejoel ismaelAún no hay calificaciones
- Refineria de PlomoDocumento19 páginasRefineria de PlomoJoel Poma100% (1)
- Ciencia de Los Materiales Clase 3 VacanciasDocumento22 páginasCiencia de Los Materiales Clase 3 VacanciasEdgar AlcarazAún no hay calificaciones
- Diagramas de FaseDocumento41 páginasDiagramas de FaseHugo'SAún no hay calificaciones
- Criterio de Aceptacion Visual AWS D1.6 ESPAÑOL PDFDocumento1 páginaCriterio de Aceptacion Visual AWS D1.6 ESPAÑOL PDFeduardo_drak78% (9)
- Que Es La PirometalúrgiaDocumento8 páginasQue Es La PirometalúrgiaJean Paul Villa RealAún no hay calificaciones
- Introducción y Soldadura OxiacetilénicaDocumento51 páginasIntroducción y Soldadura OxiacetilénicaFernando100% (1)
- Ficha Técnica SAE 1020 1045 4140 y 4340.Documento1 páginaFicha Técnica SAE 1020 1045 4140 y 4340.Leonardo Cusó Contreras86% (35)
- Infografía Tipos de Cristalización LAB QO Vasitos de Precipitado.Documento1 páginaInfografía Tipos de Cristalización LAB QO Vasitos de Precipitado.Azul HernándezAún no hay calificaciones
- Taller 5 MaterialesDocumento3 páginasTaller 5 MaterialesBrain J PérezAún no hay calificaciones
- Tesis Master Eduardo Medina SanchezDocumento160 páginasTesis Master Eduardo Medina SanchezCarlos OrtegaAún no hay calificaciones
- TP de ProyectoDocumento6 páginasTP de ProyectoSantino AdroverAún no hay calificaciones
- Marcha Sistemática Analítica de Mezcla de Cationes I, II, IIIDocumento4 páginasMarcha Sistemática Analítica de Mezcla de Cationes I, II, IIIJorgeWashiHuamanChjutalliAún no hay calificaciones
- Informe Glorys 3Documento35 páginasInforme Glorys 3FulcoAún no hay calificaciones
- Ensayo de MetalicaDocumento9 páginasEnsayo de MetalicaNelson Enrique Lozano TorresAún no hay calificaciones
- Clasificación y Selección de Aceros Según SaeDocumento3 páginasClasificación y Selección de Aceros Según SaeAnonymous msqTwtjplAún no hay calificaciones
- RA1-201 Abrazadera o Collarin V Junio6-08Documento12 páginasRA1-201 Abrazadera o Collarin V Junio6-08jcyepes12Aún no hay calificaciones
- Aceros de AleaciónDocumento30 páginasAceros de AleaciónKarla AlcántaraAún no hay calificaciones
- Expo AceroDocumento25 páginasExpo Aceroteito7Aún no hay calificaciones
- Recursos Minerales Mineria y Medio AmbienteDocumento74 páginasRecursos Minerales Mineria y Medio AmbienteArturo FerrarisAún no hay calificaciones
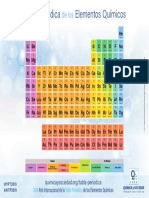
- Tabla PeriodicaDocumento1 páginaTabla PeriodicaCristina MonteroAún no hay calificaciones
- Calificación de SoldadoresDocumento28 páginasCalificación de SoldadoresLuis MiguelAún no hay calificaciones