También podría gustarte
- New Holland B110 B115 en Service Manual PDFDocumento993 páginasNew Holland B110 B115 en Service Manual PDFdobas100% (9)
- CAV DPA Pump Rebuild ManualDocumento21 páginasCAV DPA Pump Rebuild ManualHERMAWAN97% (32)
- ZF 2092.033.009 Eccom 1.8 2017Documento43 páginasZF 2092.033.009 Eccom 1.8 2017Oskars RozefeldsAún no hay calificaciones
- ZF 2092.033.009 Eccom 1.8 2017Documento43 páginasZF 2092.033.009 Eccom 1.8 2017Oskars RozefeldsAún no hay calificaciones
- ZF 2092.033.009 Eccom 1.8 2017Documento43 páginasZF 2092.033.009 Eccom 1.8 2017Oskars RozefeldsAún no hay calificaciones
- 6g72 EngineDocumento123 páginas6g72 Enginesonny123492% (13)
- 6g72 EngineDocumento123 páginas6g72 Enginesonny123492% (13)
- Leece Neville 4000 Series Alternator Service ManualDocumento21 páginasLeece Neville 4000 Series Alternator Service ManualOneil Campbell100% (1)
- D E F Op InstDocumento85 páginasD E F Op Instwilber100% (2)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDe EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceCalificación: 5 de 5 estrellas5/5 (1)
- Th255c - Deutz Tcd2.9 FinalDocumento58 páginasTh255c - Deutz Tcd2.9 FinalKevine Khaled100% (1)
- Fendt 300 VarioDocumento1185 páginasFendt 300 VarioJoao SilvaAún no hay calificaciones
- Sisu Citius Manual PDFDocumento118 páginasSisu Citius Manual PDFJoao SilvaAún no hay calificaciones
- Technical Drawing Past QuestionsDocumento52 páginasTechnical Drawing Past QuestionsPst Felix100% (6)
- Return To Index: Spare Parts List Regulated Pump HPR 210-02Documento37 páginasReturn To Index: Spare Parts List Regulated Pump HPR 210-02ezeizabarrenaAún no hay calificaciones
- Underwing Nozzles: Carter Ground FuelingDocumento16 páginasUnderwing Nozzles: Carter Ground FuelingHenryAún no hay calificaciones
- Underwing Nozzles: Carter Ground FuelingDocumento12 páginasUnderwing Nozzles: Carter Ground FuelingHenryAún no hay calificaciones
- SM 64250Documento20 páginasSM 64250HENKO7659Aún no hay calificaciones
- Underwing Nozzles: 3 Inch Unisex CouplingsDocumento12 páginasUnderwing Nozzles: 3 Inch Unisex CouplingsHenryAún no hay calificaciones
- SM64348 PDFDocumento24 páginasSM64348 PDFHENKO7659Aún no hay calificaciones
- SM 60427Documento26 páginasSM 60427HENKO7659Aún no hay calificaciones
- Valvula Check 6000 Lbsv3xDocumento6 páginasValvula Check 6000 Lbsv3xMaik AmayaAún no hay calificaciones
- Product Data: CNPHP, CNRHP Evaporator Coil N Coil - Cased HorizontalDocumento8 páginasProduct Data: CNPHP, CNRHP Evaporator Coil N Coil - Cased HorizontalRenan GonzalezAún no hay calificaciones
- SM60427 PDFDocumento26 páginasSM60427 PDFHENKO7659Aún no hay calificaciones
- Catalogue: Automatic Control ValvesDocumento44 páginasCatalogue: Automatic Control ValvesHeri SetyantoAún no hay calificaciones
- D 520 1378 601 - R - 0001Documento10 páginasD 520 1378 601 - R - 0001Riju MathewAún no hay calificaciones
- ValvesDocumento15 páginasValvesMaheshAún no hay calificaciones
- Adapter SelectionDocumento86 páginasAdapter Selectionsharafudheen_sAún no hay calificaciones
- Siglas de Las ConexionesDocumento16 páginasSiglas de Las ConexionesHunab379Aún no hay calificaciones
- 40SS Series: High Pressure Stainless Steel FilterDocumento8 páginas40SS Series: High Pressure Stainless Steel FilterYair Alexis Muñoz RojasAún no hay calificaciones
- MGH PTF CatalogDocumento16 páginasMGH PTF CatalogWawanW36Aún no hay calificaciones
- ITT ValvesDocumento40 páginasITT Valvesseramon100% (1)
- 6330 Cosasco Retractable Injection Sampling AssemblesDocumento3 páginas6330 Cosasco Retractable Injection Sampling AssemblesIsaac FloresAún no hay calificaciones
- Bonney Forge 01Documento20 páginasBonney Forge 01JuAún no hay calificaciones
- PD05P XXX XXX B SeDocumento2 páginasPD05P XXX XXX B SemaaoeAún no hay calificaciones
- Flushing & Lub For Ball Valves 2987rev0Documento76 páginasFlushing & Lub For Ball Valves 2987rev0Jorge GarciaAún no hay calificaciones
- LWGY Manual (New)Documento17 páginasLWGY Manual (New)Hammad AshrafAún no hay calificaciones
- Thread Chart: Horizon Industrial 1190 S.E. Century Dr. Lees Summit, Mo 64063 888-866-2501 816-554-6167 (FAX) 1Documento4 páginasThread Chart: Horizon Industrial 1190 S.E. Century Dr. Lees Summit, Mo 64063 888-866-2501 816-554-6167 (FAX) 1jkhgvdj mnhsnjkhgAún no hay calificaciones
- SAE CODE 61 Flange SpecificationDocumento3 páginasSAE CODE 61 Flange Specificationskywalker2012Aún no hay calificaciones
- Eat On Fuel NozzleDocumento20 páginasEat On Fuel NozzlemecambAún no hay calificaciones
- King 7750 Series FlowmeterDocumento2 páginasKing 7750 Series Flowmeterehab8320014413Aún no hay calificaciones
- Duynamic GaugesDocumento44 páginasDuynamic GaugesCentral HydraulicsAún no hay calificaciones
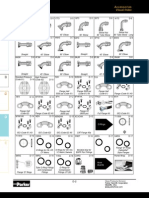
- Каталог адаптеров ParkerDocumento26 páginasКаталог адаптеров ParkergeomashsnabAún no hay calificaciones
- MODEL 64201: Carter Ground Fueling DivisionDocumento4 páginasMODEL 64201: Carter Ground Fueling DivisionmecambAún no hay calificaciones
- SideWinder 40 60 80 CHMCL PMP IOMDocumento28 páginasSideWinder 40 60 80 CHMCL PMP IOMSH McAún no hay calificaciones
- Technical Data Sheet: Art. NR: PR-030601-0121 Version: 041020Documento8 páginasTechnical Data Sheet: Art. NR: PR-030601-0121 Version: 041020bharukAún no hay calificaciones
- Interpipe CatalogueDocumento41 páginasInterpipe CatalogueDpnsHome100% (2)
- Valvula Vapor Buschjost 86730Documento2 páginasValvula Vapor Buschjost 86730Base SistemasAún no hay calificaciones
- ME Valve - CatalogueDocumento17 páginasME Valve - CatalogueRasheshAún no hay calificaciones
- Boq BBMDocumento12 páginasBoq BBMAmeLia LiaAún no hay calificaciones
- ARO Flo 1500 SeriesDocumento11 páginasARO Flo 1500 SeriesEliasAún no hay calificaciones
- General Technical-Parker/fittingsDocumento34 páginasGeneral Technical-Parker/fittingsGerri Arceo ManjaresAún no hay calificaciones
- Visual Index: Catalog 4400 USDocumento17 páginasVisual Index: Catalog 4400 USPartsGopher.comAún no hay calificaciones
- Constrcucion Helvex PDFDocumento16 páginasConstrcucion Helvex PDFHernandez JhonnyAún no hay calificaciones
- Technical Specification Group-C Needle Valves Ball 2023-07-05-13-15-13Documento3 páginasTechnical Specification Group-C Needle Valves Ball 2023-07-05-13-15-13Chinnaraj SAún no hay calificaciones
- Lincoln W-115-ENDocumento24 páginasLincoln W-115-ENakangucaiAún no hay calificaciones
- Sor 2015 PWD (DWS) TripuraDocumento406 páginasSor 2015 PWD (DWS) TripuraArup Debnath75% (8)
- Series B6400-SE Specification SheetDocumento2 páginasSeries B6400-SE Specification SheetWattsAún no hay calificaciones
- Bombas Dosificadoras Milton Roy Lmi CDocumento2 páginasBombas Dosificadoras Milton Roy Lmi CErikLjAún no hay calificaciones
- Medidor Digital B&W-4Documento2 páginasMedidor Digital B&W-4Aaron Quispe PinedaAún no hay calificaciones
- A I B T B V: N Ntroduction TO U ECH ALL AlvesDocumento51 páginasA I B T B V: N Ntroduction TO U ECH ALL AlvesTanguy FOURNIERAún no hay calificaciones
- PN-P Pump Catalogue R2 DT 25-Dec-19Documento3 páginasPN-P Pump Catalogue R2 DT 25-Dec-19S Dey RoyAún no hay calificaciones
- Use With 213, 285, 293 Hoses. Visual Index: Catalog 4400 USDocumento8 páginasUse With 213, 285, 293 Hoses. Visual Index: Catalog 4400 USPartsGopher.comAún no hay calificaciones
- Underwing Nozzles: Maintenance ManualDocumento26 páginasUnderwing Nozzles: Maintenance ManualHenryAún no hay calificaciones
- NuFlo Gas TurbineDocumento4 páginasNuFlo Gas TurbineANIKRADAún no hay calificaciones
- 06 639Documento15 páginas06 639Fernando Sabino100% (1)
- Specification For Core & Jacket: Rev. Date Revision Description Issued by Checked by Approved byDocumento13 páginasSpecification For Core & Jacket: Rev. Date Revision Description Issued by Checked by Approved byvishal bhamreAún no hay calificaciones
- CMB Iso 6020-2Documento63 páginasCMB Iso 6020-2David AlbellaAún no hay calificaciones
- Itap - PRV EuropaDocumento16 páginasItap - PRV EuropaRajkishorAún no hay calificaciones
- Line ProportionerDocumento2 páginasLine ProportionerpsycopaulAún no hay calificaciones
- V3215 WS2H and WS3 Programming and WiringDocumento64 páginasV3215 WS2H and WS3 Programming and WiringFranco YnquillaAún no hay calificaciones
- Axial Piston Fixed Motor A4Fm: Replaces: - . - English Series 1 and 3Documento48 páginasAxial Piston Fixed Motor A4Fm: Replaces: - . - English Series 1 and 3Anonymous bVi38aVAún no hay calificaciones
- MM0112 ABS and ESC Maintenance Manual PDFDocumento158 páginasMM0112 ABS and ESC Maintenance Manual PDFSwapna LogeswariAún no hay calificaciones
- Re95160 Po1 2021-02-08Documento14 páginasRe95160 Po1 2021-02-08Joao SilvaAún no hay calificaciones
- Especificacion Pve21 PDFDocumento28 páginasEspecificacion Pve21 PDFarmando vara chavezAún no hay calificaciones
- Bugarski MV S 2012 CurtailmentDocumento44 páginasBugarski MV S 2012 CurtailmentJoao SilvaAún no hay calificaciones
- TE Distribution Solutions 5 1773465 1 PDFDocumento92 páginasTE Distribution Solutions 5 1773465 1 PDFJoao SilvaAún no hay calificaciones
- c1s16 Es Key230616Documento32 páginasc1s16 Es Key230616Joao SilvaAún no hay calificaciones
- Senso ControlDocumento80 páginasSenso ControlJoao SilvaAún no hay calificaciones
- K6R4016C1D: PrelimpreliminarypppppppppinaryDocumento13 páginasK6R4016C1D: PrelimpreliminarypppppppppinaryJoao SilvaAún no hay calificaciones
- SISU Vortrag SCR-Technologie 29.04.09Documento22 páginasSISU Vortrag SCR-Technologie 29.04.09Joao SilvaAún no hay calificaciones
- CD54HC32, CD74HC32, CD54HCT32, CD74HCT32: Features DescriptionDocumento17 páginasCD54HC32, CD74HC32, CD54HCT32, CD74HCT32: Features DescriptionJoao SilvaAún no hay calificaciones
- SISU Vortrag SCR-Technologie 29.04.09Documento22 páginasSISU Vortrag SCR-Technologie 29.04.09Joao SilvaAún no hay calificaciones
- Anomalias TípicasDocumento1 páginaAnomalias TípicasJoao SilvaAún no hay calificaciones
- Infineon Bts621l1 E3128a Ds v01 00 enDocumento14 páginasInfineon Bts621l1 E3128a Ds v01 00 enJoao SilvaAún no hay calificaciones
- Epec 2038 Control Unit: Technical DocumentDocumento33 páginasEpec 2038 Control Unit: Technical DocumentJoao SilvaAún no hay calificaciones
- TSB 1062 4000 Series Solid Lead FrameDocumento10 páginasTSB 1062 4000 Series Solid Lead FrameJoao SilvaAún no hay calificaciones
- 5717Documento3 páginas5717Mirza Zubair RazaAún no hay calificaciones
- TSB 1062 4000 Series Solid Lead FrameDocumento10 páginasTSB 1062 4000 Series Solid Lead FrameJoao SilvaAún no hay calificaciones
- TSB 1062 4000 Series Solid Lead FrameDocumento10 páginasTSB 1062 4000 Series Solid Lead FrameJoao SilvaAún no hay calificaciones
- CADAM Revised SyllabusDocumento2 páginasCADAM Revised SyllabusSreejith S NairAún no hay calificaciones
- Model M26: Manifold Line For 266 Pressure TransmittersDocumento26 páginasModel M26: Manifold Line For 266 Pressure TransmittersAntonio LoretoCortesAún no hay calificaciones
- Purge Valves Maybe 91 463389 Hytork XL Series 01 02Documento12 páginasPurge Valves Maybe 91 463389 Hytork XL Series 01 02VijayaAún no hay calificaciones
- Service Station Manual: Pegaso 650 Strada - Trail - FactoryDocumento236 páginasService Station Manual: Pegaso 650 Strada - Trail - FactoryRobert GorlikowskiAún no hay calificaciones
- Engine Training Manual - E SeriesDocumento92 páginasEngine Training Manual - E SeriesrenzyvillaruzAún no hay calificaciones
- Binder1 PDFDocumento454 páginasBinder1 PDFAniket KhotAún no hay calificaciones
- M SP2000 en PDFDocumento54 páginasM SP2000 en PDFChia Sze KiatAún no hay calificaciones
- FIBERLIGN Hardware For ADSS PDFDocumento19 páginasFIBERLIGN Hardware For ADSS PDFUdriste DanielAún no hay calificaciones
- Bolting Inspection Task ReportsDocumento12 páginasBolting Inspection Task ReportsEndro MarwokoAún no hay calificaciones
- Bowex - Fle-Pa-Flange Couplings For I.C.-EnginesDocumento5 páginasBowex - Fle-Pa-Flange Couplings For I.C.-EnginesFabiano_PAún no hay calificaciones
- Router Table Micro-AdjusterDocumento2 páginasRouter Table Micro-Adjustergmand68100% (1)
- Workshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearDocumento13 páginasWorkshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearLinda Leon TomaAún no hay calificaciones
- The Design and Testing of Connections in Steel Sheeting and SectionsDocumento1 páginaThe Design and Testing of Connections in Steel Sheeting and SectionsPrapa KaranAún no hay calificaciones
- Mechanical and Metal Trades Handbook PDFDocumento436 páginasMechanical and Metal Trades Handbook PDFDzaka LanaaAún no hay calificaciones
- A962a962m 18Documento13 páginasA962a962m 18AFQBAVQ2EFCQF31FAún no hay calificaciones
- How To Use This Manual: Type A10Documento5 páginasHow To Use This Manual: Type A10dparoAún no hay calificaciones
- VIS Bearingless Motors 45 Series: Parts and Repair InformationDocumento7 páginasVIS Bearingless Motors 45 Series: Parts and Repair Informationeaglego00100% (1)
- Steel Design 1Documento26 páginasSteel Design 1Gracielle NebresAún no hay calificaciones
- 152 Mobile Service and Hose WorkshopsDocumento3 páginas152 Mobile Service and Hose WorkshopsKenny CasillaAún no hay calificaciones
- TorqueDocumento6 páginasTorquelucianaAún no hay calificaciones
- Tokheim 262A Service ManualDocumento206 páginasTokheim 262A Service ManualAgistaAún no hay calificaciones
- Boltec E: Fully Mechanized Rock Bolting Rig For Bolt Lengths From 2.4-6 Meters, Effective in Roof Heights Up To 13 MetersDocumento5 páginasBoltec E: Fully Mechanized Rock Bolting Rig For Bolt Lengths From 2.4-6 Meters, Effective in Roof Heights Up To 13 MetersPaola ArtosAún no hay calificaciones
- Technical Data Sheet For The HUS3 Screw AnchorDocumento21 páginasTechnical Data Sheet For The HUS3 Screw AnchorZerekkuAún no hay calificaciones
- Swing-Up Grab Bar: Technical DataDocumento2 páginasSwing-Up Grab Bar: Technical DatafundeyAún no hay calificaciones
- Damper For Range Gear Changing GR801-900, GRS890-900 Work DescriptionDocumento8 páginasDamper For Range Gear Changing GR801-900, GRS890-900 Work DescriptionfugegaAún no hay calificaciones
- Metric Thread CalculatorDocumento1 páginaMetric Thread CalculatorAdrián Portela RiveiraAún no hay calificaciones
- Lenton CouplerDocumento20 páginasLenton Couplersuperwartin100% (1)