También podría gustarte
- Styrene: Ethyly Benzene and StyreneDocumento7 páginasStyrene: Ethyly Benzene and Styreneم.احمد سالمAún no hay calificaciones
- Production of StyreneDocumento14 páginasProduction of StyreneAinggararuban GaneshanAún no hay calificaciones
- Plant DesignDocumento39 páginasPlant DesignHaiqal Aziz100% (1)
- 6.6.2 Poly (Ethylene Tere Phthalate)Documento13 páginas6.6.2 Poly (Ethylene Tere Phthalate)Taufik Abdillah NatsirAún no hay calificaciones
- 2-Eha PRCS1Documento45 páginas2-Eha PRCS1MARISSE LYN DORADOAún no hay calificaciones
- 1.3 Process Flow Diagram 1.3.1 Description of Process Flow DiagramDocumento12 páginas1.3 Process Flow Diagram 1.3.1 Description of Process Flow DiagramSyahirun NissaAún no hay calificaciones
- CRE (Stage 3) GROUP A6Documento13 páginasCRE (Stage 3) GROUP A6Danish MughalAún no hay calificaciones
- PetDocumento13 páginasPetA MahmoodAún no hay calificaciones
- HSC Chemistry Production of MaterialsDocumento75 páginasHSC Chemistry Production of MaterialsRichardZhangAún no hay calificaciones
- Modelling FinalDocumento14 páginasModelling Finalmirdza94Aún no hay calificaciones
- Int IV - 2017 - Óxido de EtilenoDocumento2 páginasInt IV - 2017 - Óxido de EtilenoMiguela Chavez MartinezAún no hay calificaciones
- HSC Chemistry Study Notes PDFDocumento72 páginasHSC Chemistry Study Notes PDFWendy JonesAún no hay calificaciones
- LECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene OxideDocumento7 páginasLECTURE - 6: Ethylene Derivatives: Ethylene Oxide and Ethanol Amines 6.1 Ethylene Oxideمحمود محمدAún no hay calificaciones
- Assignments 4SY2015 2016Documento6 páginasAssignments 4SY2015 2016Carlito H. Monasque Jr.Aún no hay calificaciones
- PFD Diagram of Benzoic Acid FormationDocumento5 páginasPFD Diagram of Benzoic Acid FormationShailesh LahotiAún no hay calificaciones
- Climbing FilmDocumento34 páginasClimbing FilmTunji Aminu100% (1)
- Report Simulation PDDocumento18 páginasReport Simulation PDAtika Mohd YatimAún no hay calificaciones
- Webversion Production of EthyleneDocumento7 páginasWebversion Production of EthyleneasyenvladiAún no hay calificaciones
- Flowsheeting Sheet (1) 21/2/2015: Ag-CatalystDocumento5 páginasFlowsheeting Sheet (1) 21/2/2015: Ag-CatalystAhmed Hamdy Khattab100% (1)
- Flowsheet and Process ExplanationDocumento8 páginasFlowsheet and Process ExplanationDineshAún no hay calificaciones
- Production of Ethylene GlycolDocumento15 páginasProduction of Ethylene Glycoldrami9475% (4)
- Apparatus Dew PointDocumento4 páginasApparatus Dew PointS DasAún no hay calificaciones
- Water Content of Crude OilDocumento9 páginasWater Content of Crude OilmhmdAún no hay calificaciones
- Chlorine LiquefactionDocumento13 páginasChlorine LiquefactionKONARASKI1982100% (1)
- PROCESOSDocumento2 páginasPROCESOSEver PerezAún no hay calificaciones
- Tutorial Sheet 1: Chem 2002 - Process Systems Analysis - 2016-2017Documento20 páginasTutorial Sheet 1: Chem 2002 - Process Systems Analysis - 2016-2017ajali1957Aún no hay calificaciones
- Produxction of Vinyl Acetate From EthyleneDocumento9 páginasProduxction of Vinyl Acetate From EthyleneSajid AliAún no hay calificaciones
- Production of Ethylene Oxide by Air (Oxygen) Oxidation ProcessDocumento2 páginasProduction of Ethylene Oxide by Air (Oxygen) Oxidation ProcessSarang GohAún no hay calificaciones
- LECTURE - 5: Ethylene Derivatives Vinyl Chloride From EthyleneDocumento6 páginasLECTURE - 5: Ethylene Derivatives Vinyl Chloride From Ethyleneمحمود محمدAún no hay calificaciones
- Chlorine - Methods 2520of 2520productionDocumento6 páginasChlorine - Methods 2520of 2520productionAditya KumarAún no hay calificaciones
- 10Documento25 páginas10aytajAún no hay calificaciones
- Polystyrene Recycling Processes by Dissolution in Ethyl AcetateDocumento7 páginasPolystyrene Recycling Processes by Dissolution in Ethyl AcetateAby Ponce GonzálezAún no hay calificaciones
- Santa Monica College Chem 22 Lab ManualDocumento59 páginasSanta Monica College Chem 22 Lab ManualMide Ogundipe100% (1)
- Examples For Process SynthesisDocumento14 páginasExamples For Process SynthesisgoldflackAún no hay calificaciones
- Hydrodealkylation SimulationDocumento8 páginasHydrodealkylation SimulationLívia Lopes100% (2)
- LECTURE - 4: ChloromethaneDocumento4 páginasLECTURE - 4: Chloromethaneمحمود محمدAún no hay calificaciones
- Group 3 - Acetone Production Via The Dehydrogenation of IPADocumento7 páginasGroup 3 - Acetone Production Via The Dehydrogenation of IPAQuỳnh Như PhạmAún no hay calificaciones
- Lecture - 17 - Ethylene Oxide and EthanolaminesDocumento5 páginasLecture - 17 - Ethylene Oxide and EthanolaminesZahhzamzahAún no hay calificaciones
- Pthalic Anhydride Plant ProcessDocumento5 páginasPthalic Anhydride Plant ProcesssandeepAún no hay calificaciones
- Ethylene 2520oxide Methods 2520of 2520productionDocumento25 páginasEthylene 2520oxide Methods 2520of 2520productionmartin_2104Aún no hay calificaciones
- Process-1 - Direct-Esterification - Process DescDocumento7 páginasProcess-1 - Direct-Esterification - Process DescaibbycatalanAún no hay calificaciones
- Proposal ChlorobenzeneDocumento12 páginasProposal ChlorobenzeneDavid Akomolafe100% (1)
- United States Patent: Reimann Patent No.: Date of PatentDocumento5 páginasUnited States Patent: Reimann Patent No.: Date of PatentFernando Beer FrenkelAún no hay calificaciones
- Patent Go RmegDocumento5 páginasPatent Go RmegAbdur Rehman Khan NiaziAún no hay calificaciones
- Fabrication of Pneumatic Plastic Injection Moulding Machine (Projects)Documento41 páginasFabrication of Pneumatic Plastic Injection Moulding Machine (Projects)Aravind Aruchamy100% (4)
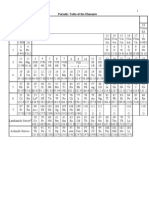
- Periodic Table of The ElementsDocumento36 páginasPeriodic Table of The ElementsJayakaran PachiyappanAún no hay calificaciones
- Heat Transfer in Polymer ProcessingDocumento10 páginasHeat Transfer in Polymer Processing林丽莹0% (1)
- Basic Principles and Parameters For IndustrialDocumento5 páginasBasic Principles and Parameters For Industrialworlds tour63% (16)
- Reflux: The Reflux System in A Typical Industrial Distillation ColumnDocumento4 páginasReflux: The Reflux System in A Typical Industrial Distillation ColumnMohammed AliraqiAún no hay calificaciones
- CHE502 - Reaction Engineering 1 AssignmeDocumento22 páginasCHE502 - Reaction Engineering 1 AssignmeShilpa KodolikarAún no hay calificaciones
- Vinyl ChlorideDocumento5 páginasVinyl ChlorideDragos N. SavuAún no hay calificaciones
- CHA - 391 All Sec ReadyDocumento17 páginasCHA - 391 All Sec Readymajoxa9560Aún no hay calificaciones
- Plant Uti Task 3Documento17 páginasPlant Uti Task 3Ezzati AzizAún no hay calificaciones
- Yr 12 Notes (Other Half)Documento83 páginasYr 12 Notes (Other Half)Catherine LiAún no hay calificaciones
- Heat and Moisture Transfer between Human Body and EnvironmentDe EverandHeat and Moisture Transfer between Human Body and EnvironmentAún no hay calificaciones
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesDe EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesAún no hay calificaciones
- Dictionary of Water and Waste ManagementDe EverandDictionary of Water and Waste ManagementCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Understanding Process Equipment for Operators and EngineersDe EverandUnderstanding Process Equipment for Operators and EngineersCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryDe EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryAún no hay calificaciones
- Environmentally Benign Approaches for Pulp BleachingDe EverandEnvironmentally Benign Approaches for Pulp BleachingAún no hay calificaciones
- Box 1.5m 1.5mDocumento22 páginasBox 1.5m 1.5mveevimalAún no hay calificaciones
- Heat Intake LabDocumento3 páginasHeat Intake LabTajay BillingsAún no hay calificaciones
- College Presentation On Highway ConstructionDocumento34 páginasCollege Presentation On Highway ConstructionNiTiN dHiMaNAún no hay calificaciones
- ETHYLENEAMINE E-100 (E-100) : Technical BulletinDocumento2 páginasETHYLENEAMINE E-100 (E-100) : Technical BulletinRAFAEL MIERESAún no hay calificaciones
- Properties Value: Ug-23 Maximum Allowable Stress ValuesDocumento2 páginasProperties Value: Ug-23 Maximum Allowable Stress ValuesMohamad Faiz ZulkipliAún no hay calificaciones
- Kinetic Theory of MatterDocumento5 páginasKinetic Theory of Matterapi-3839633Aún no hay calificaciones
- Lecture 5Documento20 páginasLecture 5يوسف عادل حسانينAún no hay calificaciones
- Seminar-Machining Centers and Machine Tool StructuresDocumento20 páginasSeminar-Machining Centers and Machine Tool StructuresniteshwanAún no hay calificaciones
- Concrete Mix Design PDFDocumento9 páginasConcrete Mix Design PDFKamal SinghAún no hay calificaciones
- Unit-5 PTDocumento136 páginasUnit-5 PTTanay NaikAún no hay calificaciones
- Chemistry STPM Experiment 8 Qualitative Analysis (Second Term) (Cation Anion Inorganic)Documento3 páginasChemistry STPM Experiment 8 Qualitative Analysis (Second Term) (Cation Anion Inorganic)Ning Jie Lee89% (36)
- D 4278 - 02 Rdqynzg - PDFDocumento3 páginasD 4278 - 02 Rdqynzg - PDFRufo CascoAún no hay calificaciones
- Chap 14 PDFDocumento22 páginasChap 14 PDFnelson escuderoAún no hay calificaciones
- FinalExam B AnsKeyDocumento12 páginasFinalExam B AnsKeyDVRaoAún no hay calificaciones
- Fds - Tierra DiatomeaDocumento2 páginasFds - Tierra DiatomeaBlasAún no hay calificaciones
- Physical and Mechanical Properties of ConcreteDocumento5 páginasPhysical and Mechanical Properties of ConcreteInternational Journal of Research in Engineering and TechnologyAún no hay calificaciones
- FlowMaster 07 Engineering ReferenceDocumento4 páginasFlowMaster 07 Engineering Referencejoseluis789Aún no hay calificaciones
- Technical Specifications Data Sheet For CCR Batteries: BattteryDocumento4 páginasTechnical Specifications Data Sheet For CCR Batteries: BattterySubstationAún no hay calificaciones
- Cement Class 52.5R (Given) Aggregate Type: Coarse Crushed (Given) Graph From (Lecture 8, Slide 22) Compressive Strength 55mpa (Found)Documento11 páginasCement Class 52.5R (Given) Aggregate Type: Coarse Crushed (Given) Graph From (Lecture 8, Slide 22) Compressive Strength 55mpa (Found)Shael BridgelalAún no hay calificaciones
- All in One - 10th Class em - Fa-2Documento35 páginasAll in One - 10th Class em - Fa-2sai ramxeroxAún no hay calificaciones
- Cat Bombas de Vacío 2017 IngDocumento2 páginasCat Bombas de Vacío 2017 IngGonzhalo Ramireç ChaveçAún no hay calificaciones
- Intro To Methyl Chloride Plant 1Documento57 páginasIntro To Methyl Chloride Plant 1Kimberly ConleyAún no hay calificaciones
- Nuri ProposalDocumento26 páginasNuri Proposalkassahun meseleAún no hay calificaciones
- Weld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsDocumento59 páginasWeld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsThe Engineers EDGE, CoimbatoreAún no hay calificaciones
- BS en 682-2002 Elastomeric Seals-Materials Requirements For Seals Used in PipesDocumento22 páginasBS en 682-2002 Elastomeric Seals-Materials Requirements For Seals Used in PipesM Alim Ur RahmanAún no hay calificaciones
- Micro EdmDocumento58 páginasMicro EdmPranes RainaAún no hay calificaciones
- MicromeriticsDocumento109 páginasMicromeriticsSan GalAún no hay calificaciones
- Jis B 2291-1994Documento9 páginasJis B 2291-1994Ilka RaffaelliAún no hay calificaciones
- Basalt Catalogue-CDocumento4 páginasBasalt Catalogue-Cdanny buiAún no hay calificaciones
- Obele Ifenna PDFDocumento197 páginasObele Ifenna PDFGuomin JiAún no hay calificaciones