También podría gustarte
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAún no hay calificaciones
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsDe EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsAún no hay calificaciones
- Mild Steel Welding Handbook Vol 4Documento2 páginasMild Steel Welding Handbook Vol 4Fasil ParuvanathAún no hay calificaciones
- A1010 WeldingDocumento20 páginasA1010 WeldingCurious RajAún no hay calificaciones
- Metallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportDocumento15 páginasMetallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportABHI THAKKAR100% (1)
- 9 Welding Processes Cwip 3.1Documento12 páginas9 Welding Processes Cwip 3.1Jawed AkhterAún no hay calificaciones
- Welding of Tool SteelDocumento15 páginasWelding of Tool SteelRonaldo JuniorAún no hay calificaciones
- MIG Welding Vs Oxy - Docx Aasiemnet 2Documento9 páginasMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahAún no hay calificaciones
- ASTM A 681-08 Standard Specification For Tool Steels AlloyDocumento14 páginasASTM A 681-08 Standard Specification For Tool Steels AlloyTeodoroAún no hay calificaciones
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Documento2 páginasProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmAún no hay calificaciones
- Alloys DensityDocumento4 páginasAlloys DensityArnold Melissa CollettAún no hay calificaciones
- Special Metals Joining (WeldingWorld) PDFDocumento52 páginasSpecial Metals Joining (WeldingWorld) PDFاکبر کرمیAún no hay calificaciones
- Stud Welding Capacitive Discharge WeldingDocumento30 páginasStud Welding Capacitive Discharge WeldingwenigmaAún no hay calificaciones
- 1 s2.0 S0143974X21002212 MainDocumento14 páginas1 s2.0 S0143974X21002212 MainRavi PadmanabhanAún no hay calificaciones
- OSMB Technical Handbook Iss3Documento92 páginasOSMB Technical Handbook Iss3halder_kalyan9216Aún no hay calificaciones
- Introduction To Water-Hardening Tool Steels (W Series)Documento3 páginasIntroduction To Water-Hardening Tool Steels (W Series)giulior89Aún no hay calificaciones
- Welding of Tool Steel - Uddeholm (Ebook, 17 Pages)Documento17 páginasWelding of Tool Steel - Uddeholm (Ebook, 17 Pages)Ismael 8877Aún no hay calificaciones
- Aluminium 2014 t6 2014 t651Documento3 páginasAluminium 2014 t6 2014 t651Agung Sapto AjiAún no hay calificaciones
- Aisi Type 403 (Chemical Composition)Documento7 páginasAisi Type 403 (Chemical Composition)MiguelPacheecoAgamezAún no hay calificaciones
- Reduction of Unforged Bar Bulb in Engine Valve ManufacturingDocumento6 páginasReduction of Unforged Bar Bulb in Engine Valve ManufacturingSurajAún no hay calificaciones
- Mil-T-10727c (1) TinDocumento12 páginasMil-T-10727c (1) Tingfourn1_896133160Aún no hay calificaciones
- HT ManualDocumento17 páginasHT ManualAkhilesh KumarAún no hay calificaciones
- Welding FundamentalsDocumento44 páginasWelding FundamentalsJean PierreAún no hay calificaciones
- Duplex Systems. Painting Over Hot-Dipped Galvanized SteelDocumento12 páginasDuplex Systems. Painting Over Hot-Dipped Galvanized SteelcpjonesAún no hay calificaciones
- Astm A 143M-03Documento3 páginasAstm A 143M-03MritunjayAún no hay calificaciones
- Nitromet Liquid Ferritic NitrocarburizingDocumento11 páginasNitromet Liquid Ferritic NitrocarburizingDoez AryanaAún no hay calificaciones
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocumento4 páginasA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterAún no hay calificaciones
- Ni Resist and Ductile Ni Resist Alloys 11018Documento40 páginasNi Resist and Ductile Ni Resist Alloys 11018Prasad Aher100% (1)
- Thermanit 17-06 (Boehler)Documento1 páginaThermanit 17-06 (Boehler)queno1Aún no hay calificaciones
- Aco HadfieldDocumento22 páginasAco HadfieldFelipe ZanellaAún no hay calificaciones
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocumento7 páginasFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahAún no hay calificaciones
- Mil DTL 24211CDocumento8 páginasMil DTL 24211CmurphygtAún no hay calificaciones
- Corrosion and Corrosion Test Methods of ZincDocumento9 páginasCorrosion and Corrosion Test Methods of ZincMrPalm LimAún no hay calificaciones
- Effect of Alloying Elements On Steels Rev.BDocumento402 páginasEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocumento11 páginasG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandAún no hay calificaciones
- Guidline Welding & Heat TreatmentDocumento69 páginasGuidline Welding & Heat TreatmentBapu612345Aún no hay calificaciones
- Stud Welding Instruction ManualDocumento5 páginasStud Welding Instruction Manualedwin jimenezAún no hay calificaciones
- Tool Steel Alloy Cr12MoVDocumento5 páginasTool Steel Alloy Cr12MoVMujjo Sahb100% (1)
- ASTM-A-325-02 Standard Specification For Structural Bolts. Steel, Heat Treated, 120 - 105 Ksi Minimum Tensile Strength PDFDocumento8 páginasASTM-A-325-02 Standard Specification For Structural Bolts. Steel, Heat Treated, 120 - 105 Ksi Minimum Tensile Strength PDFFattahi KarimAún no hay calificaciones
- GuidelinesfortheWeldedFabricationofNickelStainlessSteelsforCorrosionResistantService 11007Documento52 páginasGuidelinesfortheWeldedFabricationofNickelStainlessSteelsforCorrosionResistantService 11007Jihwan LeeAún no hay calificaciones
- MCM AllDocumento7 páginasMCM AllPalanisamy RajaAún no hay calificaciones
- Aluminum Welding GuideDocumento8 páginasAluminum Welding Guideharish3742Aún no hay calificaciones
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocumento25 páginasMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- Scope Aluminum 6061 Catalogue enDocumento4 páginasScope Aluminum 6061 Catalogue ensav33Aún no hay calificaciones
- ISOGradeDocumento28 páginasISOGradeleo83Aún no hay calificaciones
- Section 05505 METAL FABRICATIONS PDFDocumento13 páginasSection 05505 METAL FABRICATIONS PDFIm ChinithAún no hay calificaciones
- IIW - International Institute of WeldingDocumento3 páginasIIW - International Institute of WeldingNilesh MistryAún no hay calificaciones
- AMT: Nov/Dec 2010Documento40 páginasAMT: Nov/Dec 2010promechmagsAún no hay calificaciones
- Astm A1011Documento1 páginaAstm A1011otaviossAún no hay calificaciones
- Material Identification NumbersDocumento2 páginasMaterial Identification Numbersrajatapc12007Aún no hay calificaciones
- ASM Material Data SheetDocumento2 páginasASM Material Data SheetShankar PranavAún no hay calificaciones
- 2015 Asme CodesDocumento2 páginas2015 Asme CodeswholenumberAún no hay calificaciones
- Pocs. Also Please Contact The Pocs WithDocumento65 páginasPocs. Also Please Contact The Pocs Withrize1159100% (1)
- Alnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesDocumento18 páginasAlnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesparthpatelparthAún no hay calificaciones
- Catalago Pernos Stud PDFDocumento2 páginasCatalago Pernos Stud PDFErick German Fuentes PollicardoAún no hay calificaciones
- The Iron Puddler My life in the rolling mills and what came of itDe EverandThe Iron Puddler My life in the rolling mills and what came of itAún no hay calificaciones
- The Evolution of Modern Band Saw Mills for Sawing LogsDe EverandThe Evolution of Modern Band Saw Mills for Sawing LogsAún no hay calificaciones
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDocumento1 páginaUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínAún no hay calificaciones
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Documento11 páginasIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínAún no hay calificaciones
- Materials 12 01325 PDFDocumento21 páginasMaterials 12 01325 PDFRodolfoMarínAún no hay calificaciones
- 602 Ssab Toolox Machining Rec 6 PDFDocumento20 páginas602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- Special Provision To Specal Specification Marine StructuresDocumento47 páginasSpecial Provision To Specal Specification Marine StructuresRodolfoMarínAún no hay calificaciones
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Documento114 páginas1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínAún no hay calificaciones
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDocumento9 páginasIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- International Standard: Metallic Materials - Brinell Hardness TestDocumento8 páginasInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaAún no hay calificaciones
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Documento10 páginasIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínAún no hay calificaciones
- Echnical Pecification: Ersion AnuaryDocumento42 páginasEchnical Pecification: Ersion AnuaryRodolfoMarínAún no hay calificaciones
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDocumento1 páginaSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínAún no hay calificaciones
- Owner'S Manual Manual Del Usuario: DelanceyDocumento32 páginasOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínAún no hay calificaciones
- Pala CAT 6050 Bucket PDFDocumento12 páginasPala CAT 6050 Bucket PDFRodolfoMarínAún no hay calificaciones
- Welcomes: Protecting The World From WearDocumento30 páginasWelcomes: Protecting The World From WearRodolfoMarínAún no hay calificaciones
- P6003CON01LDocumento28 páginasP6003CON01LRodolfoMarínAún no hay calificaciones
- Scrap MGT - Optimization SolutionsDocumento25 páginasScrap MGT - Optimization SolutionsRodolfoMarínAún no hay calificaciones
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDocumento1 páginaVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínAún no hay calificaciones
- Tecnicas de SoldaduraDocumento96 páginasTecnicas de SoldaduraRodolfoMarínAún no hay calificaciones
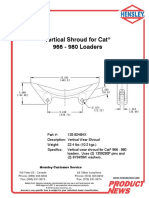
- Vertical Shroud For Cat 966 - 980 LoadersDocumento1 páginaVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínAún no hay calificaciones
- Mining Tooth SystemDocumento5 páginasMining Tooth SystemRodolfoMarínAún no hay calificaciones
- 966 & 966GDocumento1 página966 & 966GRodolfoMarínAún no hay calificaciones
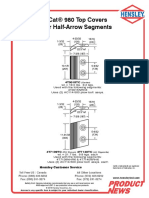
- Cat® 980 Top Covers For Half-Arrow SegmentsDocumento1 páginaCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínAún no hay calificaciones
- Hensley AdaptersDocumento8 páginasHensley AdaptersRodolfoMarínAún no hay calificaciones
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDocumento4 páginasHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínAún no hay calificaciones
- 290 SeriesDocumento4 páginas290 SeriesRodolfoMarínAún no hay calificaciones
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDocumento71 páginasQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínAún no hay calificaciones
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDocumento2 páginasASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínAún no hay calificaciones
- 330 SeriesDocumento4 páginas330 SeriesRodolfoMarínAún no hay calificaciones
- Clamp ModelDocumento1 páginaClamp ModelSai Theagarajan SKAún no hay calificaciones
- Table 4A Comparison of SSPC and Iso Surface Preparation Standards For Power-And Hand-Tool Cleaned SteelDocumento2 páginasTable 4A Comparison of SSPC and Iso Surface Preparation Standards For Power-And Hand-Tool Cleaned Steelshahid khanAún no hay calificaciones
- WeldingDocumento27 páginasWeldingCleo Elveña100% (1)
- A-6 SolutionDocumento2 páginasA-6 Solutionkishore nandyalaAún no hay calificaciones
- Basic Introduction To AluminiumDocumento2 páginasBasic Introduction To AluminiumNitin RautAún no hay calificaciones
- Condenser Water Box LiningTech SheetDocumento1 páginaCondenser Water Box LiningTech Sheetatee_hua66100% (1)
- Atlas Grade Datasheet 410 Rev May 2008Documento2 páginasAtlas Grade Datasheet 410 Rev May 2008Satendra ThakurAún no hay calificaciones
- Astm A350 LF2 PDFDocumento1 páginaAstm A350 LF2 PDFAna Raquel SantosAún no hay calificaciones
- Forja Rotec SRL - Electronic BroshureDocumento11 páginasForja Rotec SRL - Electronic BroshureAdrian VintilaAún no hay calificaciones
- Full-Mold CastingDocumento2 páginasFull-Mold CastingclubmailusAún no hay calificaciones
- Itr CoatingDocumento4 páginasItr Coatingcsc EXPERTISEAún no hay calificaciones
- Core PDFDocumento4 páginasCore PDFahmish kabbaxe100% (1)
- Selective LeachingDocumento13 páginasSelective Leachingarslanjaved690100% (1)
- WeldingDocumento11 páginasWeldingdellibabu509Aún no hay calificaciones
- 1.2379 en PDFDocumento2 páginas1.2379 en PDFVasileSpireaAún no hay calificaciones
- Internship ReportDocumento24 páginasInternship ReportHarsh Gaming100% (1)
- Modern Manufacturing ProcessesDocumento1 páginaModern Manufacturing ProcessesVishalNaranjeAún no hay calificaciones
- 2020 ISASMELT Compendium of PapersDocumento344 páginas2020 ISASMELT Compendium of PapersVale IbujesAún no hay calificaciones
- Additive Manufacturing of Tool SteelDocumento20 páginasAdditive Manufacturing of Tool SteelskdxbAún no hay calificaciones
- Module 3.2Documento45 páginasModule 3.2sunil maradiAún no hay calificaciones
- Pms Unit 3 Impact of Improper ObjectivesDocumento60 páginasPms Unit 3 Impact of Improper ObjectivesVaishnavi GavaliAún no hay calificaciones
- Welding Repair ProcedureDocumento4 páginasWelding Repair Proceduregstketut100% (2)
- Surface RoughnessDocumento14 páginasSurface RoughnessqualityfreekAún no hay calificaciones
- Casting For 2023 GATE ESE PSUs by S K MondalDocumento71 páginasCasting For 2023 GATE ESE PSUs by S K Mondalphineasandferb786Aún no hay calificaciones
- Open Water Diver Quizzes & ExamsDocumento66 páginasOpen Water Diver Quizzes & ExamsCaldera Diego100% (1)
- Die Maintenance. Die Repair.Documento9 páginasDie Maintenance. Die Repair.zfrlAún no hay calificaciones
- R.N. Shreve and J.A. Brink, Chemical Process 1977.: Industries, 4Th Ed., Mcgraw-Hill, New YorkDocumento1 páginaR.N. Shreve and J.A. Brink, Chemical Process 1977.: Industries, 4Th Ed., Mcgraw-Hill, New Yorkmahreza1890% (1)
- Hardfacing Workshop Supplies BrochureDocumento8 páginasHardfacing Workshop Supplies BrochureAhmad Reza FarokhiAún no hay calificaciones
- Novo GO ALKYD GlossyDocumento1 páginaNovo GO ALKYD Glossysarah magdyAún no hay calificaciones
- Table of ContentDocumento18 páginasTable of ContentHung BuiAún no hay calificaciones