También podría gustarte
- Cuestionario PCP II AporteDocumento19 páginasCuestionario PCP II AporteNidia Vivero SoteloAún no hay calificaciones
- Diagnostico Operativo EmpresarialDocumento1 páginaDiagnostico Operativo EmpresarialNidia Vivero SoteloAún no hay calificaciones
- Plan Maestro de La ProduccionDocumento19 páginasPlan Maestro de La ProduccionNidia Vivero Sotelo100% (1)
- Metodo Snook y CirelloDocumento16 páginasMetodo Snook y CirelloNidia Vivero SoteloAún no hay calificaciones
- Resumen Metodo Snook y Cirello.Documento3 páginasResumen Metodo Snook y Cirello.Nidia Vivero SoteloAún no hay calificaciones
- Fanger ResumenDocumento6 páginasFanger ResumenNidia Vivero Sotelo100% (1)
- ErgonomiaDocumento4 páginasErgonomiaNidia Vivero SoteloAún no hay calificaciones
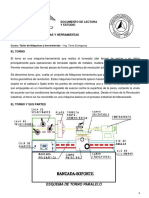
- Torno Maquina HerramientaDocumento18 páginasTorno Maquina HerramientaNidia Vivero Sotelo100% (1)
- Encuesta Habitos NavideñosDocumento2 páginasEncuesta Habitos NavideñosNidia Vivero SoteloAún no hay calificaciones
- Crianza de CuyesDocumento12 páginasCrianza de CuyesNidia Vivero SoteloAún no hay calificaciones
- SolverDocumento2 páginasSolverNidia Vivero SoteloAún no hay calificaciones
- Estrategias y Planes Indicativos para Impulsar La Bioenergia en Colombia 2018Documento28 páginasEstrategias y Planes Indicativos para Impulsar La Bioenergia en Colombia 2018RAFAEL URDANETA MORANAún no hay calificaciones
- Las Comunicaciones en Emergencias y CatástrofesDocumento22 páginasLas Comunicaciones en Emergencias y CatástrofesmenssesAún no hay calificaciones
- TESIS CIV456 - Chi PDFDocumento212 páginasTESIS CIV456 - Chi PDFflavioAún no hay calificaciones
- Curso Dibujo Tecnico NormalizadoDocumento95 páginasCurso Dibujo Tecnico NormalizadoGABRIEL PUENTE SANTOSAún no hay calificaciones
- Vereda Potreros - NicolleDocumento18 páginasVereda Potreros - NicolleVanessa HurtadoAún no hay calificaciones
- AhumadoDocumento17 páginasAhumadoRolando José Sotomayor SossaAún no hay calificaciones
- Met. MecDocumento2 páginasMet. MecAlexis Guzmán MéndezAún no hay calificaciones
- Practica 3-Extraccion de Aceite de CocoDocumento24 páginasPractica 3-Extraccion de Aceite de CocoStefany FG42% (12)
- EXAMEN UNIDAD 1 - Revisión Del IntentoDocumento5 páginasEXAMEN UNIDAD 1 - Revisión Del IntentoJean PonceAún no hay calificaciones
- Diseño de ZapatasDocumento12 páginasDiseño de ZapatasingjuancyAún no hay calificaciones
- Laboratorio de Ingeniería de MaterialesDocumento5 páginasLaboratorio de Ingeniería de Materialessaul lopezAún no hay calificaciones
- Práctica 1 ElectrizaciónDocumento4 páginasPráctica 1 ElectrizaciónAlex RecerAún no hay calificaciones
- Manual Operacion PCDocumento82 páginasManual Operacion PCClever Paredes LaricoAún no hay calificaciones
- Proyecto Final - Fluidos IIDocumento54 páginasProyecto Final - Fluidos IILeonardo Quipusco VillalobosAún no hay calificaciones
- TERCERODocumento10 páginasTERCERORENE VILLANUEVAAún no hay calificaciones
- Exp - Acos - AnaDocumento19 páginasExp - Acos - AnaEdgardo Emigdio Rios AlvarezAún no hay calificaciones
- Guía de Ejercicios Movimiento en Una DimensiónDocumento7 páginasGuía de Ejercicios Movimiento en Una DimensiónsyliramAún no hay calificaciones
- Mando Directo e Indirecto Regulación de Velocidad V2 PDFDocumento17 páginasMando Directo e Indirecto Regulación de Velocidad V2 PDFRonald Cuenta MamaniAún no hay calificaciones
- Domina Los Punteros Con Formato ANY - PROGRAMACIÓN SIEMENSDocumento7 páginasDomina Los Punteros Con Formato ANY - PROGRAMACIÓN SIEMENSaAún no hay calificaciones
- Mapa ConceptualDocumento3 páginasMapa ConceptuallizethOrtegaAún no hay calificaciones
- Aplicación y Modelación de Los Teoremas de Thevenin y de Norton en Redes EléctricasDocumento37 páginasAplicación y Modelación de Los Teoremas de Thevenin y de Norton en Redes Eléctricasstephany0% (1)
- Tesis El PeñonDocumento49 páginasTesis El PeñonJuanSebastianBenavidesAún no hay calificaciones
- Jornadas Eficiencia Energetica Alumbrado PublicoDocumento201 páginasJornadas Eficiencia Energetica Alumbrado PublicoDavid SpinosoAún no hay calificaciones
- Subconsultas SQL ServerDocumento7 páginasSubconsultas SQL ServerYefferson Socla Urbano0% (1)
- 06aislador Campana 35 KVDocumento2 páginas06aislador Campana 35 KVjcmagraAún no hay calificaciones
- Clase 22 - Medidores de Tierra Puesta A TierraDocumento31 páginasClase 22 - Medidores de Tierra Puesta A Tierrajavier lipaAún no hay calificaciones
- Conexión USS Variador de Velocidad MM4 y SINAMICSDocumento9 páginasConexión USS Variador de Velocidad MM4 y SINAMICScmejia7857Aún no hay calificaciones
- Diseno Electrico Por ApartamentoDocumento1 páginaDiseno Electrico Por Apartamentooscar moreno loraAún no hay calificaciones
- Patrones de Diseño JavaDocumento48 páginasPatrones de Diseño JavaJcruz JcaAún no hay calificaciones
- Calor Especifico y Presion de VaporDocumento1 páginaCalor Especifico y Presion de VaporBERNABE MARTINEZ ESCALONAAún no hay calificaciones