También podría gustarte
- Semana 2 2019 1 PDFDocumento13 páginasSemana 2 2019 1 PDFMaria de los Ángeles Nieto PittiAún no hay calificaciones
- Ejercicios 1er. ParcialDocumento8 páginasEjercicios 1er. ParcialuniversitarioitszAún no hay calificaciones
- Método SimplexDocumento38 páginasMétodo SimplexLeonardo Colindres67% (3)
- Taller 2 IoDocumento10 páginasTaller 2 IoLAURENT VALENTINA FARIETA SALGADOAún no hay calificaciones
- Trabajo 1er Hemi 1Documento80 páginasTrabajo 1er Hemi 1Karen GalárragaAún no hay calificaciones
- El Café - de La Aparcería Al Capitalismo (PDFDrive)Documento319 páginasEl Café - de La Aparcería Al Capitalismo (PDFDrive)ramonrosalesAún no hay calificaciones
- Prcticadirigida2 141202133015 Conversion Gate02Documento5 páginasPrcticadirigida2 141202133015 Conversion Gate02KathyArpiAlvaroAún no hay calificaciones
- Problemas Investigación OperativaDocumento13 páginasProblemas Investigación OperativaConstanzaDiazLazoAún no hay calificaciones
- Deber Metodo SimplexDocumento19 páginasDeber Metodo Simplexerick_8328-10% (1)
- Taller ModelosDocumento7 páginasTaller Modelosjfma090% (1)
- Investigacion Operativa 1Documento3 páginasInvestigacion Operativa 1Josseline Velasco100% (1)
- IODocumento3 páginasIOAnonymous pZBai0PiAún no hay calificaciones
- Problemas de Programacion LinealDocumento1 páginaProblemas de Programacion LinealZayde AbadiaAún no hay calificaciones
- Ejercicios de Io 1Documento10 páginasEjercicios de Io 1Pablo Cesar VergaraAún no hay calificaciones
- Maximizar utilidades de producciónDocumento41 páginasMaximizar utilidades de producciónYeni Ponce Obregon100% (1)
- Problemas de TransporteDocumento5 páginasProblemas de TransporteDavid Gustavo Medrano CuevaAún no hay calificaciones
- Practico 1Documento2 páginasPractico 1Jaime Zeballos Romero67% (3)
- Programacion LinealDocumento58 páginasProgramacion LinealKarina Flores100% (1)
- Prob 1 y 2Documento187 páginasProb 1 y 2Diego Carhuaz VasquezAún no hay calificaciones
- Taller Programacion EnteraDocumento5 páginasTaller Programacion EnteraOsnaider VergaraAún no hay calificaciones
- Ejercio de 4 Hasta 8Documento9 páginasEjercio de 4 Hasta 8Jvr OchoaAún no hay calificaciones
- Analisis de SensibilidadDocumento6 páginasAnalisis de SensibilidadAaron MendozaAún no hay calificaciones
- Serie de Problemas 5.1Documento9 páginasSerie de Problemas 5.1ISABEL CRISTINA GONZALEZ QUINTOAún no hay calificaciones
- Formulación del Modelo de Programación Lineal para Maximizar Rendimiento de InversiónDocumento2 páginasFormulación del Modelo de Programación Lineal para Maximizar Rendimiento de InversiónWalter Aldana CortezAún no hay calificaciones
- Ejercicios Programación Lineal (Tarea)Documento2 páginasEjercicios Programación Lineal (Tarea)Mélani Rivas GutierrezAún no hay calificaciones
- Programacion LinealDocumento7 páginasProgramacion LinealBryan DarkAún no hay calificaciones
- Cable TV Expansion Minimum Spanning TreeDocumento3 páginasCable TV Expansion Minimum Spanning TreeCristian Vallejo25Aún no hay calificaciones
- EJERCICIOS RECOMENDADOS ARBOL DE EXPANSIÓN MÍNIMA - SoluciónDocumento4 páginasEJERCICIOS RECOMENDADOS ARBOL DE EXPANSIÓN MÍNIMA - SoluciónSilvia Juliana Sanabria UribeAún no hay calificaciones
- Caso 3.2 Disminucion de Costos en La CafeteriaDocumento18 páginasCaso 3.2 Disminucion de Costos en La CafeteriaAntonio Medrano57% (7)
- Problemas PLDocumento6 páginasProblemas PLMateo .GrijalvaAún no hay calificaciones
- Investigaciones de Operaciones Programacion LinealDocumento6 páginasInvestigaciones de Operaciones Programacion LinealRichard0% (1)
- Ejercicios de Metodos CuantitativosDocumento2 páginasEjercicios de Metodos CuantitativosBreisy HernàndezAún no hay calificaciones
- Guía 1 Modelamiento 13-03-18Documento3 páginasGuía 1 Modelamiento 13-03-18matias muñoz100% (2)
- 1.7 Practica1 - 386 - 12019Documento12 páginas1.7 Practica1 - 386 - 12019Mario Edson Pimentel RomeroAún no hay calificaciones
- Practica 1 - Resuelta PDFDocumento7 páginasPractica 1 - Resuelta PDFCarlos SarmientoAún no hay calificaciones
- Solucionario 02Documento2 páginasSolucionario 02Christian López Aguilar0% (5)
- Maximizar utilidades cultivo brócoli coliflorDocumento20 páginasMaximizar utilidades cultivo brócoli coliflorTitania VillafineAún no hay calificaciones
- Práctica 2 - Análisis de DecisionesDocumento2 páginasPráctica 2 - Análisis de DecisionesIthan EstribíAún no hay calificaciones
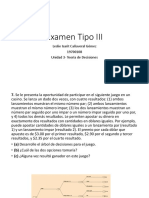
- Examen Tipo IIIDocumento7 páginasExamen Tipo IIIpollo alvarado100% (1)
- Ejercicios Resueltos Programacion LinealDocumento151 páginasEjercicios Resueltos Programacion LinealJhovanna Anai Sanchez Echeverria80% (20)
- Mii505 s2 Guiaa TareaDocumento10 páginasMii505 s2 Guiaa TareaPedro Simpertigue SandovalAún no hay calificaciones
- Ejercicios de programación linealDocumento7 páginasEjercicios de programación linealOmar Ramirez Ochoa0% (2)
- Guia 1 Programacion LinealDocumento11 páginasGuia 1 Programacion Linealartseremis0% (2)
- Autoinstruccional-Mayo-2020 DZ PDFDocumento3 páginasAutoinstruccional-Mayo-2020 DZ PDFChristian NuñezAún no hay calificaciones
- TP1 - PMatematicaDocumento4 páginasTP1 - PMatematicashacanotAún no hay calificaciones
- Autoevaluacion Semana 3Documento5 páginasAutoevaluacion Semana 3Gary CastilloAún no hay calificaciones
- Guia ModelosDocumento9 páginasGuia ModelosJuan Pablo Contreras FernándezAún no hay calificaciones
- Ejercicio Deber 2Documento8 páginasEjercicio Deber 2Willan-c AlvarezAún no hay calificaciones
- Práctica 5 Prog LinealDocumento9 páginasPráctica 5 Prog LinealItzel MarinAún no hay calificaciones
- Guia Inv OperacionesDocumento7 páginasGuia Inv OperacionesYorgi BIdoAún no hay calificaciones
- Guia de Trabajos Practicos IO 2012Documento90 páginasGuia de Trabajos Practicos IO 2012nicomuhape0% (1)
- Escenario 8 Investigación de OperacionesDocumento12 páginasEscenario 8 Investigación de OperacionesMaribel Camargo MalaverAún no hay calificaciones
- Guia 1 ModelamientoDocumento4 páginasGuia 1 ModelamientoCésar Muñoz MairaAún no hay calificaciones
- Programacion Lineal (Enunciados)Documento17 páginasProgramacion Lineal (Enunciados)Silvia P. Bryant A.Aún no hay calificaciones
- Ejercicios de Planteamiento Nivel IDocumento4 páginasEjercicios de Planteamiento Nivel IAlberto Riaño AnguloAún no hay calificaciones
- Programacion Lineal (Enunciados)Documento23 páginasProgramacion Lineal (Enunciados)Ricardo Hernández CastroverdeAún no hay calificaciones
- Ejercicios IO PL 2008Documento4 páginasEjercicios IO PL 2008Tonny MarrAún no hay calificaciones
- Formulacion Problemas PLDocumento31 páginasFormulacion Problemas PLjln27Aún no hay calificaciones
- Practico 3 - 20131Documento3 páginasPractico 3 - 20131Alex JimenoAún no hay calificaciones
- Capitulo 2 - Modelos de PL PDFDocumento32 páginasCapitulo 2 - Modelos de PL PDFGOnzaloAún no hay calificaciones
- Analisis de ArtculoDocumento2 páginasAnalisis de ArtculoWilmerTandazoAún no hay calificaciones
- Analisis de ArtivuloDocumento2 páginasAnalisis de ArtivuloWilmerTandazoAún no hay calificaciones
- Ficha de Responsable SolidarioDocumento1 páginaFicha de Responsable SolidarioWilmerTandazoAún no hay calificaciones
- Solicitud de Matricula: Instituto Superior Tecnológico Ciudad de ValenciaDocumento3 páginasSolicitud de Matricula: Instituto Superior Tecnológico Ciudad de ValenciaWilmerTandazoAún no hay calificaciones
- Desove FinalDocumento7 páginasDesove FinalWilmerTandazoAún no hay calificaciones
- Taller en ClaseDocumento1 páginaTaller en ClaseWilmerTandazoAún no hay calificaciones
- SolicitudMatricula 3328Documento1 páginaSolicitudMatricula 3328WilmerTandazoAún no hay calificaciones
- SolicitudMatricula YomayraDocumento1 páginaSolicitudMatricula YomayraWilmerTandazoAún no hay calificaciones
- Wendy ZambranoDocumento1 páginaWendy ZambranoWilmerTandazoAún no hay calificaciones
- NEMESISDocumento1 páginaNEMESISWilmerTandazoAún no hay calificaciones
- PROYETO DE LA II FERIA-signedDocumento8 páginasPROYETO DE LA II FERIA-signedWilmerTandazoAún no hay calificaciones
- VERGARADocumento1 páginaVERGARAWilmerTandazoAún no hay calificaciones
- Desarrollo de Un Producto Alimenticio Elaborado A Base de Zanahoria (Daucus Carota), Avena (AvenaDocumento95 páginasDesarrollo de Un Producto Alimenticio Elaborado A Base de Zanahoria (Daucus Carota), Avena (AvenaWilmerTandazoAún no hay calificaciones
- CUARTODocumento3 páginasCUARTOWilmerTandazoAún no hay calificaciones
- Matrícula Instituto Superior Tecnológico AlimentosDocumento4 páginasMatrícula Instituto Superior Tecnológico AlimentosWilmerTandazoAún no hay calificaciones
- Yira EjercicioDocumento8 páginasYira EjercicioWilmerTandazoAún no hay calificaciones
- Solicitud Certificado DeinglesDocumento1 páginaSolicitud Certificado DeinglesWilmerTandazoAún no hay calificaciones
- INVERSIONDocumento3 páginasINVERSIONWilmerTandazoAún no hay calificaciones
- Documento Sin TítuloDocumento1 páginaDocumento Sin TítuloWilmerTandazoAún no hay calificaciones
- INVERSIONDocumento10 páginasINVERSIONWilmerTandazoAún no hay calificaciones
- Fruit Land .....Documento32 páginasFruit Land .....WilmerTandazoAún no hay calificaciones
- Wilmer TandazoDocumento9 páginasWilmer TandazoWilmerTandazoAún no hay calificaciones
- Cadena Agroalimentaria - Banano (3) - 1Documento27 páginasCadena Agroalimentaria - Banano (3) - 1WilmerTandazoAún no hay calificaciones
- El Proceso AnaliticoDocumento7 páginasEl Proceso AnaliticoWilmerTandazoAún no hay calificaciones
- EjercicioDocumento13 páginasEjercicioWilmerTandazoAún no hay calificaciones
- EjercicioDocumento13 páginasEjercicioWilmerTandazoAún no hay calificaciones
- Preguntas de RealidasDocumento3 páginasPreguntas de RealidasWilmerTandazoAún no hay calificaciones
- EjercicioDocumento7 páginasEjercicioWilmerTandazoAún no hay calificaciones
- Reactivo 2Documento2 páginasReactivo 2WilmerTandazoAún no hay calificaciones
- EjercicioDocumento7 páginasEjercicioWilmerTandazoAún no hay calificaciones
- PERSONAL Es Posible La Vida Sin ConectividadDocumento3 páginasPERSONAL Es Posible La Vida Sin ConectividadMarilu MadalengoitiaAún no hay calificaciones
- Mínimo Producto Viable PDFDocumento7 páginasMínimo Producto Viable PDFDaniel Leonardo Guzman GonzalesAún no hay calificaciones
- Guia Actividades EmpresarialesDocumento2 páginasGuia Actividades EmpresarialesAlfredo GarciaAún no hay calificaciones
- Estrategias de PorterDocumento29 páginasEstrategias de PorterCesar Jhon100% (1)
- Cabeceo NMX C 109 Onncce 2013Documento16 páginasCabeceo NMX C 109 Onncce 2013Berzain EspinosaAún no hay calificaciones
- Matriz de Calidad de Cobranzas 2317404Documento4 páginasMatriz de Calidad de Cobranzas 2317404Adriana ForeroAún no hay calificaciones
- Proyecto TransporteDocumento7 páginasProyecto Transportejader4salazarAún no hay calificaciones
- Aire Acondicionado y Averías PDFDocumento76 páginasAire Acondicionado y Averías PDFCarlos Rodriguez EscobarAún no hay calificaciones
- Como Desarmar Un Distribuidor Renault 21Documento12 páginasComo Desarmar Un Distribuidor Renault 21Gil Antonio Dudamel Sanchez0% (1)
- Buyer Persona y Descripción Curso Volumen TecnológicoDocumento10 páginasBuyer Persona y Descripción Curso Volumen TecnológicoElves MatavelAún no hay calificaciones
- Agujeros DuchaDocumento37 páginasAgujeros DuchaDiego CevallosAún no hay calificaciones
- Resumen para Primer EncuentroDocumento2 páginasResumen para Primer EncuentroFloracocoideAún no hay calificaciones
- Manual operación auto-bomba forestalDocumento37 páginasManual operación auto-bomba forestalDaniel Alberto DiazAún no hay calificaciones
- Informe Fisica IIIDocumento5 páginasInforme Fisica IIIMathias Garcia BusichAún no hay calificaciones
- Archi CADDocumento3 páginasArchi CADWaldemar Cepeda Murillo100% (1)
- 6 - Material de Trabajo - GTH PDFDocumento43 páginas6 - Material de Trabajo - GTH PDFLiana SalasAún no hay calificaciones
- DietasDocumento24 páginasDietasZoe Arturo GuadianaAún no hay calificaciones
- Medidor de Venturi, Principios de Aerodinamica, Temperaturas Importantes y Evolucion Del TermometroDocumento9 páginasMedidor de Venturi, Principios de Aerodinamica, Temperaturas Importantes y Evolucion Del TermometroNelson GomezAún no hay calificaciones
- Unidad 1 RefrigeracionDocumento16 páginasUnidad 1 RefrigeracionJavi DíazAún no hay calificaciones
- Benchmark CoworkingDocumento19 páginasBenchmark CoworkingDaniela Gomez100% (1)
- Gestion de ProcesosDocumento15 páginasGestion de ProcesoscarlosalejoAún no hay calificaciones
- El GeosistemaDocumento10 páginasEl GeosistemaBrayhan Aguilar SalasAún no hay calificaciones
- ONTOLOGIASDocumento13 páginasONTOLOGIASAnonymous D2FhscxAún no hay calificaciones
- Proyecto de Simulacion - Mi Cine ComalcalcoDocumento33 páginasProyecto de Simulacion - Mi Cine ComalcalcoWilbert Carreto100% (3)
- BMC Dealer Techbook MY15 ES LowresDocumento260 páginasBMC Dealer Techbook MY15 ES Lowresdavid medina0% (1)
- Tarea 2 Unidad I - Búsqueda de Información.Documento11 páginasTarea 2 Unidad I - Búsqueda de Información.Odaly Abad VillalobosAún no hay calificaciones
- Las 5 Reglas de Oro de Seguridad ElectricaDocumento2 páginasLas 5 Reglas de Oro de Seguridad ElectricajudithAún no hay calificaciones
- Trabajo Final GTH 2Documento39 páginasTrabajo Final GTH 2Johnny D. Condori100% (3)
- SENA Tolima documentos administrativosDocumento2 páginasSENA Tolima documentos administrativosLina BetancourtAún no hay calificaciones
- Historia HTMLDocumento13 páginasHistoria HTMLKaledorn El GrandeAún no hay calificaciones