También podría gustarte
- Plan de Negocio Taller de MetalmecánicaDocumento25 páginasPlan de Negocio Taller de MetalmecánicaAlex MartinezAún no hay calificaciones
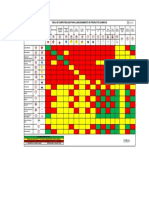
- Matriz de Compatibilidad para Almacenamiento de Productos QuímicosDocumento1 páginaMatriz de Compatibilidad para Almacenamiento de Productos QuímicosMtra Sofy ChaconAún no hay calificaciones
- Estampas AsmeDocumento17 páginasEstampas AsmeEduardo MendozaAún no hay calificaciones
- Cotizacion Instrumentacion OkDocumento8 páginasCotizacion Instrumentacion Okjmbc_jbcAún no hay calificaciones
- Presupuesto 4 GruposDocumento39 páginasPresupuesto 4 GruposTatiana MorónAún no hay calificaciones
- Control de Recepción y Devolución de Material MineduDocumento2 páginasControl de Recepción y Devolución de Material MineduMichael LlsAún no hay calificaciones
- Reconocimiento de TerrenoDocumento31 páginasReconocimiento de TerrenoJuan Ludeña100% (1)
- Cotizacion de Acero Inox 316 PDFDocumento1 páginaCotizacion de Acero Inox 316 PDFDaniel TuerosAún no hay calificaciones
- P3. RoladoDocumento5 páginasP3. RoladoIvan HerverAún no hay calificaciones
- Plan de Montaje CDocumento45 páginasPlan de Montaje CMBecerra CobaAún no hay calificaciones
- Cronograma Val Pte OlivoDocumento1 páginaCronograma Val Pte OlivoWilliam Hurtado CasaverdeAún no hay calificaciones
- Informe Horno F1Documento35 páginasInforme Horno F1luis eduardo alvarezAún no hay calificaciones
- Presupuesto Adenda 3Documento74 páginasPresupuesto Adenda 3erika fernandezAún no hay calificaciones
- Propuesta Tecnica Aislamiento PlantaDocumento72 páginasPropuesta Tecnica Aislamiento PlantaJorch Galvan100% (1)
- PresupuestoDocumento8 páginasPresupuestoErwuin Daniel Ynoñan ObregónAún no hay calificaciones
- ESTRUCTURA API 1104 Version 2010Documento41 páginasESTRUCTURA API 1104 Version 2010David Saquinga100% (1)
- Orden de CompraDocumento12 páginasOrden de CompraCarlos Prado PalomoAún no hay calificaciones
- Lectura de Planos 2021Documento18 páginasLectura de Planos 2021ANA MELGARAún no hay calificaciones
- Control de Avance Estudio Del TrabajoDocumento7 páginasControl de Avance Estudio Del TrabajoMilton Mejia MariñoAún no hay calificaciones
- Solicitud de Retiro de Puente ColganteDocumento1 páginaSolicitud de Retiro de Puente ColganteYesenia Colonia VitorioAún no hay calificaciones
- Calculo de SalariosDocumento13 páginasCalculo de Salariosjorge_villa_95Aún no hay calificaciones
- Análisis de Precios Unitarios - PIERINA - Tuberías Obras Perif ARD 450Documento80 páginasAnálisis de Precios Unitarios - PIERINA - Tuberías Obras Perif ARD 450Juan Carlos RAún no hay calificaciones
- Memoria DescriptivaDocumento11 páginasMemoria DescriptivaNain Giovani Novelo PechAún no hay calificaciones
- Solicitud de Tia 2016-2017Documento7 páginasSolicitud de Tia 2016-2017Vicens LulëAún no hay calificaciones
- 1216 - Solicitud de Suspensión ContractualDocumento8 páginas1216 - Solicitud de Suspensión ContractualCAMILO NARANJOAún no hay calificaciones
- Manual Corp. Seg. Salud y Prot. Ambiental para Contratistas - OCRDocumento65 páginasManual Corp. Seg. Salud y Prot. Ambiental para Contratistas - OCRAmanda Liseth Porras Castillo100% (1)
- Registro de tareas diarias obra mantenimiento aeronáuticoDocumento4 páginasRegistro de tareas diarias obra mantenimiento aeronáuticoEstevez BeatrizAún no hay calificaciones
- Brochure Empresa I.C.D.M SasDocumento2 páginasBrochure Empresa I.C.D.M SascaensimaAún no hay calificaciones
- PCM Southern PeruDocumento56 páginasPCM Southern PeruJuan Jose100% (1)
- Fundamentos de la fundición en moldes de arenaDocumento107 páginasFundamentos de la fundición en moldes de arenaJorge A. GonzalezAún no hay calificaciones
- Brochure Eco&Arte SasDocumento6 páginasBrochure Eco&Arte SasNestor CardenasAún no hay calificaciones
- At2 Cfe-0104-Cscon-0022-2023Documento17 páginasAt2 Cfe-0104-Cscon-0022-2023Vicente de la x100% (1)
- Paneles Sedimentadores LaminaresDocumento55 páginasPaneles Sedimentadores LaminaresGabriela MonjeAún no hay calificaciones
- Procesos EspecialesDocumento51 páginasProcesos Especialesjoseymonica2010Aún no hay calificaciones
- Arco Parabolico MUNI.Documento1 páginaArco Parabolico MUNI.Gustavo Iván Troya JimenezAún no hay calificaciones
- Cuestionario de SoldaduraDocumento9 páginasCuestionario de SoldaduraFrancisco ZentenoAún no hay calificaciones
- Revisión y aprobación de precios unitarios de ítems nuevos para proyecto de pavimentaciónDocumento4 páginasRevisión y aprobación de precios unitarios de ítems nuevos para proyecto de pavimentaciónAnonymous 7M36luATEWAún no hay calificaciones
- A-2 Declaración de ConformidadDocumento1 páginaA-2 Declaración de ConformidadKarla AlexandraAún no hay calificaciones
- CV Dechini - ModeloDocumento3 páginasCV Dechini - Modelojhosepy gutierrez saavedraAún no hay calificaciones
- Plan de Trabajo-DgiiDocumento9 páginasPlan de Trabajo-DgiiALT InvestmentsAún no hay calificaciones
- Tabulador CIVDocumento2 páginasTabulador CIVJorge Luis Quintero SieglettAún no hay calificaciones
- P-124.05.18 - REV1 IMESAPI - Proyecto Servicios GeneralesDocumento7 páginasP-124.05.18 - REV1 IMESAPI - Proyecto Servicios GeneralesdannyAún no hay calificaciones
- PT Montaje Ductos de Despolvorizacion 12.2.8Documento5 páginasPT Montaje Ductos de Despolvorizacion 12.2.8Joselo HidalgoAún no hay calificaciones
- Anexo 6 Criterio de EvaluaciónDocumento3 páginasAnexo 6 Criterio de EvaluaciónsergiogpoAún no hay calificaciones
- Maquimetals S.A.C. soluciones metalmecánicasDocumento7 páginasMaquimetals S.A.C. soluciones metalmecánicasJorge A. Chuman CorneteroAún no hay calificaciones
- Diagrama de Flujo - Tabla MatDocumento38 páginasDiagrama de Flujo - Tabla MatDiseño y Creatividad 3100% (1)
- Desarrollo de Criterios para La Producción de Ladrillos Comunes Segun Normas Tecnicas en El NEADocumento4 páginasDesarrollo de Criterios para La Producción de Ladrillos Comunes Segun Normas Tecnicas en El NEAMoebiusSCZAún no hay calificaciones
- Cotización Kaefer Kostec 1286-14 Agricola Del ChiraDocumento3 páginasCotización Kaefer Kostec 1286-14 Agricola Del ChiraSergio CanchanyaAún no hay calificaciones
- Universidad Nacional de HuancavelicaDocumento36 páginasUniversidad Nacional de Huancavelicagaby181107100% (1)
- Consideraciones Ambientales y de SeguridadDocumento4 páginasConsideraciones Ambientales y de SeguridadfamAún no hay calificaciones
- Tesis y Planos Análisis Interiorismo NavalDocumento139 páginasTesis y Planos Análisis Interiorismo NavalSebastian PaipaAún no hay calificaciones
- Apus 27-4Documento1 páginaApus 27-4Sebastian Aguilera GonzalezAún no hay calificaciones
- Pasta GNDocumento8 páginasPasta GNRaúl Alberto ZangAún no hay calificaciones
- Prototipo LicitacionesDocumento18 páginasPrototipo LicitacionesVHAMAún no hay calificaciones
- Presupuesto Obras CivilesDocumento4 páginasPresupuesto Obras CivilesBrayan CamposAún no hay calificaciones
- Unidad 4Documento38 páginasUnidad 4Mauro Octavio Sanchez NavarreteAún no hay calificaciones
- Industria Metal MecanicaDocumento3 páginasIndustria Metal MecanicaYAHEL IRIBE - MEDINAAún no hay calificaciones
- Industria Basica y ExtractivaDocumento28 páginasIndustria Basica y ExtractivaXcorg78% (9)
- Industria Metalmecanica PDFDocumento30 páginasIndustria Metalmecanica PDFNils Vera67% (6)
- EnsayoDocumento5 páginasEnsayomaria de los angeles figuera pugaAún no hay calificaciones
- Materiales Ferrosos.Documento3 páginasMateriales Ferrosos.Ysolina Victoria Bocanegra RodríguezAún no hay calificaciones
- Procesos Industriales Metalmecánicos IIDocumento15 páginasProcesos Industriales Metalmecánicos IIYsolina Victoria Bocanegra RodríguezAún no hay calificaciones
- Sesión 01Documento38 páginasSesión 01Ysolina Victoria Bocanegra RodríguezAún no hay calificaciones
- Procesos 01Documento26 páginasProcesos 01Ysolina Victoria Bocanegra RodríguezAún no hay calificaciones
- Resultados y análisis de ensayos de dureza en aceros, aluminio y bronceDocumento3 páginasResultados y análisis de ensayos de dureza en aceros, aluminio y bronceMauricio Valer CamposAún no hay calificaciones
- Resumen de LitogenesisDocumento2 páginasResumen de LitogenesisAngel Florez SeguraAún no hay calificaciones
- Primer Taller-4Documento4 páginasPrimer Taller-4valentin ramosAún no hay calificaciones
- Conectoresindustriales2 WDocumento329 páginasConectoresindustriales2 Wangeljavier9Aún no hay calificaciones
- SG-CEG-SM-19-01 Cartillas de RRSSDocumento8 páginasSG-CEG-SM-19-01 Cartillas de RRSSDani ReyesAún no hay calificaciones
- PEC2 Ciencia Materiales UNEDDocumento20 páginasPEC2 Ciencia Materiales UNEDPablo Germade GallegoAún no hay calificaciones
- Resumen Del CauchoDocumento3 páginasResumen Del CauchoAngel VargasAún no hay calificaciones
- TR Bonnie With Pig Costume Havva Unlu - En.esDocumento23 páginasTR Bonnie With Pig Costume Havva Unlu - En.esLuz JavierAún no hay calificaciones
- Cálculo y distribución de la patente minera y regalía mineral en BoliviaDocumento12 páginasCálculo y distribución de la patente minera y regalía mineral en BoliviaSarai DiosmiraAún no hay calificaciones
- Pemex 4 315 07 98 PDFDocumento22 páginasPemex 4 315 07 98 PDFwebs.usuarioAún no hay calificaciones
- Informe Lab.1 GranulometriaDocumento14 páginasInforme Lab.1 GranulometriaAxel YzquierdoAún no hay calificaciones
- INTRODUCCION A SISTEMAS COLOIDALES. PREPARACION - WatermarkDocumento12 páginasINTRODUCCION A SISTEMAS COLOIDALES. PREPARACION - WatermarkOz HdzAún no hay calificaciones
- Nudos Material Sutura QX 2023-1 NuevoDocumento84 páginasNudos Material Sutura QX 2023-1 NuevoPaola SanchezAún no hay calificaciones
- Bloque hormigón celular autoclavado resistencia construcción sostenibleDocumento2 páginasBloque hormigón celular autoclavado resistencia construcción sostenibleGonzalo De La Oliva CostaAún no hay calificaciones
- Reforzamiento estructural con fibras de carbonoDocumento15 páginasReforzamiento estructural con fibras de carbonomagdalenaAún no hay calificaciones
- Utilización de Las Cenizas de Cascarilla de Arroz para Mejorar El Comportamiento Estructural de Las Construcciones Del Distrito Denueva CajamarcaDocumento22 páginasUtilización de Las Cenizas de Cascarilla de Arroz para Mejorar El Comportamiento Estructural de Las Construcciones Del Distrito Denueva CajamarcaIngenieríaAún no hay calificaciones
- Sistemas de Moldajes en AlturaDocumento56 páginasSistemas de Moldajes en Alturaluhr21Aún no hay calificaciones
- Fórmula QuímicaDocumento2 páginasFórmula QuímicaZoila Torres50% (4)
- Cromatografía de gases: fundamentos y componentesDocumento12 páginasCromatografía de gases: fundamentos y componentesYudithMontalvoRamirezAún no hay calificaciones
- Analisis de Losas Expediente TecnicoDocumento6 páginasAnalisis de Losas Expediente Tecnicofiorella chacaltanaAún no hay calificaciones
- Presupuesto ConsolidadoDocumento41 páginasPresupuesto ConsolidadoZeta CentraAún no hay calificaciones
- Proyecto 2 Costos PDFDocumento2 páginasProyecto 2 Costos PDFVivian TomichaAún no hay calificaciones
- CTLGX FISCHER Anclajes Catalogo-GeneralDocumento111 páginasCTLGX FISCHER Anclajes Catalogo-GeneralVladimir E. BalvinAún no hay calificaciones
- Manual de Reparaciones Aire AcondicionadoDocumento176 páginasManual de Reparaciones Aire Acondicionadoғërnända Arredondo91% (11)
- Especificaciones técnicas agua potable mejora cancha fútbolDocumento20 páginasEspecificaciones técnicas agua potable mejora cancha fútbolDiego PngTreeAún no hay calificaciones
- Tema 1 La Lavandería PatriciaDocumento22 páginasTema 1 La Lavandería PatriciaBeleAún no hay calificaciones
- Clase 1 y 2 Materiales CementoDocumento32 páginasClase 1 y 2 Materiales Cementovale ramirezAún no hay calificaciones
- Vucetich - Especificaciones TecnicasDocumento26 páginasVucetich - Especificaciones Tecnicasvicvarg3235Aún no hay calificaciones
- AlcoholesDocumento3 páginasAlcoholesDebora Benitez SuarezAún no hay calificaciones
- Act Recup 1 EvaDocumento2 páginasAct Recup 1 EvaAmaya GarciaAún no hay calificaciones