También podría gustarte
- Thu06 Pentair MembranefiltrationDocumento29 páginasThu06 Pentair MembranefiltrationdagAún no hay calificaciones
- Spiral Wound Forward Osmosis Membrane ModuleDocumento12 páginasSpiral Wound Forward Osmosis Membrane Modulejigar patelAún no hay calificaciones
- EDR Technical Training-PublicDocumento80 páginasEDR Technical Training-PublicHassan Feki100% (1)
- 19 I Lewatit FO 36 Presentation For Customers ShortDocumento31 páginas19 I Lewatit FO 36 Presentation For Customers ShortAlfonso José García LagunaAún no hay calificaciones
- Perhitungan Kebutuhan ChemicalDocumento49 páginasPerhitungan Kebutuhan ChemicalDavid LambertAún no hay calificaciones
- Co2 Degasifier To Adjust The PHDocumento2 páginasCo2 Degasifier To Adjust The PHGhuna UcihaAún no hay calificaciones
- Advanced Topics in Membrane Separation and Electrophoresis: Class 1 To 4Documento18 páginasAdvanced Topics in Membrane Separation and Electrophoresis: Class 1 To 4Mugdha Dabir-PathakAún no hay calificaciones
- (J) FO Workshop Slide (Final Version) - SP - Edit - 2Documento27 páginas(J) FO Workshop Slide (Final Version) - SP - Edit - 2sherub_pAún no hay calificaciones
- 3 Frans Knops - XFlow - UF For Safe Drinking Water Final - 2 Oct 2014Documento26 páginas3 Frans Knops - XFlow - UF For Safe Drinking Water Final - 2 Oct 2014manojrawat21Aún no hay calificaciones
- Application of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyDocumento27 páginasApplication of Electro-Membrane Technologies in Zero Liquid Discharge TechnologyYesid Tapiero MartínezAún no hay calificaciones
- Presentation - MBBR-Fair Electronics (Samsung) by ShakibDocumento32 páginasPresentation - MBBR-Fair Electronics (Samsung) by Shakibshakib nazmus0% (1)
- Nouryon. mTA Salt. Electrolysis Salt PDFDocumento3 páginasNouryon. mTA Salt. Electrolysis Salt PDFAbigail HernandezAún no hay calificaciones
- DOWEXDocumento93 páginasDOWEXjose antonio daza cedeñoAún no hay calificaciones
- Theory of Practice WaterDocumento5 páginasTheory of Practice WaterTemimi Feras0% (1)
- 7 - Pre-Treatments To Reduce Fouling of Low Pressure Microfiltration (MF) Membranes PDFDocumento10 páginas7 - Pre-Treatments To Reduce Fouling of Low Pressure Microfiltration (MF) Membranes PDFRinaAprianiAapAún no hay calificaciones
- High Efficiency Reverse Osmosis HERO Q7Documento1 páginaHigh Efficiency Reverse Osmosis HERO Q7Song HoeAún no hay calificaciones
- FuMATech AcidMembranes EinzelDocumento6 páginasFuMATech AcidMembranes Einzeldow2008Aún no hay calificaciones
- Forward Osmosis System AnalysisDocumento27 páginasForward Osmosis System AnalysisSyed Muztuza AliAún no hay calificaciones
- Banff2013 Session5Documento95 páginasBanff2013 Session5HOMAYOUN KHADIVIAún no hay calificaciones
- Poweder Activated Carbon TreatmentDocumento14 páginasPoweder Activated Carbon TreatmentHarish GowdaAún no hay calificaciones
- Membrane Assisted CrystallizationDocumento12 páginasMembrane Assisted Crystallizationup4allAún no hay calificaciones
- 2010 SMR ClarifierDocumento60 páginas2010 SMR ClarifierRohan KakdeAún no hay calificaciones
- Coloida Silica RemovalDocumento9 páginasColoida Silica RemovalAnthony LimAún no hay calificaciones
- Fully Final Thecess PDFDocumento50 páginasFully Final Thecess PDFchiragdbeckAún no hay calificaciones
- Coagulation and Flocculation in Water and Wastewater Treatment - IWA Publishing PDFDocumento27 páginasCoagulation and Flocculation in Water and Wastewater Treatment - IWA Publishing PDFНурбек КасимовAún no hay calificaciones
- Removal of Removal of Iron (Fe) and Manganese (MN) : DR Liu YuDocumento20 páginasRemoval of Removal of Iron (Fe) and Manganese (MN) : DR Liu YuChuah Chong YangAún no hay calificaciones
- Reverse Osmosis Design GuidelinesDocumento2 páginasReverse Osmosis Design Guidelineswacsii ccasullaAún no hay calificaciones
- Ion Exchange PDFDocumento14 páginasIon Exchange PDFKomma RameshAún no hay calificaciones
- Manual RosaDocumento27 páginasManual Rosasuich84Aún no hay calificaciones
- Prensentation Slides For Industry BriefingDocumento40 páginasPrensentation Slides For Industry BriefingkunalkhubaniAún no hay calificaciones
- MBR Tech For Wastewater Treatment and ReuseDocumento12 páginasMBR Tech For Wastewater Treatment and ReusempakzadehAún no hay calificaciones
- 4-MCran Membrane CleaningDocumento41 páginas4-MCran Membrane CleaningKhalid AbdelRahimAún no hay calificaciones
- Chlorine: International Thermodynamic Tables of the Fluid StateDe EverandChlorine: International Thermodynamic Tables of the Fluid StateAún no hay calificaciones
- Saltworks Zero Liquid Discharge InfographicDocumento2 páginasSaltworks Zero Liquid Discharge InfographicSameer HussainAún no hay calificaciones
- Coagulation For Wastewater Treatment A RDocumento5 páginasCoagulation For Wastewater Treatment A RHenryPeña100% (1)
- AMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsDocumento23 páginasAMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsLuongAún no hay calificaciones
- Degasifier SpecificationsDocumento1 páginaDegasifier SpecificationsMuhammad Hamza NaveedAún no hay calificaciones
- Downstream ProcessDocumento37 páginasDownstream ProcessSwetha Bhattu100% (2)
- From Air Sparged Hydrocyclone To Gas Energy Mixing (GEM) Floration, Clean Water TechnologyDocumento18 páginasFrom Air Sparged Hydrocyclone To Gas Energy Mixing (GEM) Floration, Clean Water TechnologyCamille Nunes LeiteAún no hay calificaciones
- Pentek: Using This GuideDocumento23 páginasPentek: Using This Guideghmp123Aún no hay calificaciones
- Doped Diamond: A Compact Review On A New, Versatile Electrode MaterialDocumento74 páginasDoped Diamond: A Compact Review On A New, Versatile Electrode MaterialIrvinSerranoJAún no hay calificaciones
- Taste Masking by Ion Exchange Resin and Its New Applications A ReviewDocumento16 páginasTaste Masking by Ion Exchange Resin and Its New Applications A ReviewNhonPhanThanhAún no hay calificaciones
- Shortcut Nitrogen Removal-Nitrite Shunt and DeammonificationDe EverandShortcut Nitrogen Removal-Nitrite Shunt and DeammonificationAún no hay calificaciones
- Treatment of High StrengthDocumento57 páginasTreatment of High StrengthDarrell MerchantAún no hay calificaciones
- Presentation - Prof. Yuan-Shing PerngDocumento92 páginasPresentation - Prof. Yuan-Shing PerngPhuongLoanAún no hay calificaciones
- Silica Scaling in Water TreatmentDocumento5 páginasSilica Scaling in Water TreatmentRais Nur FuadiAún no hay calificaciones
- Silica Removal During Lime Softening in Water Treatment PlantDocumento10 páginasSilica Removal During Lime Softening in Water Treatment PlantLouay MansourAún no hay calificaciones
- Presentation # 1 Membrane Desalination PDFDocumento70 páginasPresentation # 1 Membrane Desalination PDFMahad QaziAún no hay calificaciones
- Water TreatmentDocumento10 páginasWater TreatmentchristopherAún no hay calificaciones
- History of Nano FiltrationDocumento42 páginasHistory of Nano FiltrationKieran Sexton100% (2)
- Synopsis For Wastewater Treatment TechnologiesDocumento4 páginasSynopsis For Wastewater Treatment Technologiesgotogo67% (3)
- Ultrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesDocumento13 páginasUltrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesböhmitAún no hay calificaciones
- What Is The Difference Between Demineralized Water and Distilled WaterDocumento2 páginasWhat Is The Difference Between Demineralized Water and Distilled WatervempadareddyAún no hay calificaciones
- Graphene and Water Treatment: Introduction and Market Status - Graphene-InfoDocumento8 páginasGraphene and Water Treatment: Introduction and Market Status - Graphene-InfoAbdul Ali MohammadiAún no hay calificaciones
- Sugar IndustryDocumento27 páginasSugar IndustryChali HaineAún no hay calificaciones
- PCB Disposal Facility at Bhilai Steel PlantDocumento22 páginasPCB Disposal Facility at Bhilai Steel PlantK.praveenAún no hay calificaciones
- Siemens Water TechnologiesDocumento33 páginasSiemens Water TechnologiesmaheshvbendreAún no hay calificaciones
- 450 Bittern SeparationDocumento5 páginas450 Bittern SeparationJussier VitorianoAún no hay calificaciones
- TK12 - REPORT - ASSIGNMENT 1 Fixfixfixx (Autosaved) - Udah Dikotak2inDocumento85 páginasTK12 - REPORT - ASSIGNMENT 1 Fixfixfixx (Autosaved) - Udah Dikotak2inandreas.exaAún no hay calificaciones
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento17 páginasWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsandreas.exaAún no hay calificaciones
- PRODUK 12 - Benchmarking ProductDocumento11 páginasPRODUK 12 - Benchmarking Productandreas.exaAún no hay calificaciones
- Preparation of Activated Carbon From Coconut Shell Chars in Pilot-Scale Microwave Heating Equipment at 60 KWDocumento5 páginasPreparation of Activated Carbon From Coconut Shell Chars in Pilot-Scale Microwave Heating Equipment at 60 KWandreas.exaAún no hay calificaciones
- Biogas Micro-Production From Human Organic Waste-A Research ProposalDocumento14 páginasBiogas Micro-Production From Human Organic Waste-A Research Proposalandreas.exaAún no hay calificaciones
- Biography B. J. HabibieDocumento2 páginasBiography B. J. Habibieandreas.exaAún no hay calificaciones
- Asu O2hf1 Ans PDFDocumento11 páginasAsu O2hf1 Ans PDFandreas.exaAún no hay calificaciones
- 6005 Aluminum Sheet SuppliersDocumento15 páginas6005 Aluminum Sheet Supplierssanghvi overseas incAún no hay calificaciones
- Aws WJ 201208Documento131 páginasAws WJ 201208Sivalingam Subash100% (1)
- Process Industry Practices Insulation: PIP INEG1000 Insulation Design GuideDocumento38 páginasProcess Industry Practices Insulation: PIP INEG1000 Insulation Design GuidethakrarhitsAún no hay calificaciones
- Avra Catalog 2015-2016Documento412 páginasAvra Catalog 2015-2016rajshree000049Aún no hay calificaciones
- AluminiumDocumento112 páginasAluminiumKomal Singhal100% (1)
- Bonita Baladi - Chemical-Calculations-Topic-5-2017-Questions PDFDocumento12 páginasBonita Baladi - Chemical-Calculations-Topic-5-2017-Questions PDFBonita BaladiAún no hay calificaciones
- Al 2219 AlloysDocumento6 páginasAl 2219 Alloyscargetoianu2357Aún no hay calificaciones
- Alu ENDocumento44 páginasAlu ENlelixAún no hay calificaciones
- Dilution and Microsegregation in Dissimilar Metal Welds Between Super Austenitic Stainless Steel and Nickel Base AlloysDocumento10 páginasDilution and Microsegregation in Dissimilar Metal Welds Between Super Austenitic Stainless Steel and Nickel Base AlloysPrasanth M CoolAún no hay calificaciones
- Balance SheetDocumento8 páginasBalance Sheetmohammed Arshad100% (1)
- Review of Mathematical Modeling On Latent Heat Thermal Energy Storage Systems Using Phase-Change MaterialDocumento33 páginasReview of Mathematical Modeling On Latent Heat Thermal Energy Storage Systems Using Phase-Change MaterialabinayajothiAún no hay calificaciones
- Field Evaluation of in Situ Remediation of A Heavy Metal Contaminated Soil Using Lime and Red-MudDocumento10 páginasField Evaluation of in Situ Remediation of A Heavy Metal Contaminated Soil Using Lime and Red-MudDanilo DjonicAún no hay calificaciones
- High Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Documento62 páginasHigh Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Giacomo Zammattio100% (1)
- Calculation of Voltage Drop and Cable Size For Motor / Elect - LoadDocumento26 páginasCalculation of Voltage Drop and Cable Size For Motor / Elect - LoaddesignselvaAún no hay calificaciones
- Chemical ResistanceDocumento24 páginasChemical Resistancedarsh2001patelAún no hay calificaciones
- Msds Modar 835s Drum EnglishDocumento9 páginasMsds Modar 835s Drum EnglishaguAún no hay calificaciones
- 5S Lean Solutions AccuformDocumento84 páginas5S Lean Solutions AccuformAICI American International Certification InstituteAún no hay calificaciones
- WWW Instructables Com Id DIY Self Balancing One Wheel Vehicle PDFDocumento17 páginasWWW Instructables Com Id DIY Self Balancing One Wheel Vehicle PDFHeretic HarmoniesAún no hay calificaciones
- Learning Naming Through Guided Inquiry - KeyDocumento15 páginasLearning Naming Through Guided Inquiry - KeyAshton StinsonAún no hay calificaciones
- Unit 3 - The Chemistry of Engineering Materials MetalsDocumento18 páginasUnit 3 - The Chemistry of Engineering Materials MetalsNiña Viaña BinayAún no hay calificaciones
- Pre NetDocumento42 páginasPre Netarmanasif910Aún no hay calificaciones
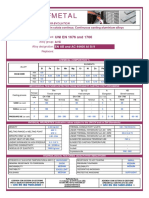
- Raffmetal: UNI EN 1676 and 1706Documento2 páginasRaffmetal: UNI EN 1676 and 1706Hareth MRAIDIAún no hay calificaciones
- COmpanies Above 20 CR 20130927Documento36 páginasCOmpanies Above 20 CR 20130927venkatesh_1829Aún no hay calificaciones
- 2006 BookletDocumento142 páginas2006 BookletIfan MurdiyadiAún no hay calificaciones
- Gas and Shrinkage (Cavity or Hole) Defects in CastingsDocumento117 páginasGas and Shrinkage (Cavity or Hole) Defects in CastingsLuis Arturo Ramirez100% (1)
- Waterglass - and PhosphatesDocumento4 páginasWaterglass - and PhosphatesChris BothaAún no hay calificaciones
- CP 00143-15-1973 (2007) PDFDocumento34 páginasCP 00143-15-1973 (2007) PDFStanislav PerevezentsevAún no hay calificaciones
- Chemical Nfpa CodesDocumento930 páginasChemical Nfpa CodesCarlos Daniel Cuba Jara0% (1)
- Little Green BookDocumento73 páginasLittle Green BookghedjioskAún no hay calificaciones
- Sabater Fundimol Catalog p10 11Documento2 páginasSabater Fundimol Catalog p10 11Mario BarbarićAún no hay calificaciones