También podría gustarte
- ACI 318/350 P-M Interaction Diagram: US Customary UnitsDocumento6 páginasACI 318/350 P-M Interaction Diagram: US Customary UnitsMohit VatsAún no hay calificaciones
- Guide To Structural Steel Selection - G-SpecificationsDocumento56 páginasGuide To Structural Steel Selection - G-SpecificationsFelix RanillaAún no hay calificaciones
- Steel StacksDocumento44 páginasSteel StacksNitish saini100% (1)
- Pocket Companion of Useful Information & Tables For Wrought Iron, C. L. Strobel, 1881Documento177 páginasPocket Companion of Useful Information & Tables For Wrought Iron, C. L. Strobel, 1881Sherwood McGowanAún no hay calificaciones
- Advance SteelDocumento55 páginasAdvance SteelmasthanAún no hay calificaciones
- Defining Torsion in Master FrameDocumento5 páginasDefining Torsion in Master FramekatoAún no hay calificaciones
- Structural Steels Equivalent ChartDocumento2 páginasStructural Steels Equivalent ChartHamdan PkAún no hay calificaciones
- Flanges Pipe SystemsDocumento50 páginasFlanges Pipe SystemsRené Galbraith BerraAún no hay calificaciones
- Pocs. Also Please Contact The Pocs WithDocumento65 páginasPocs. Also Please Contact The Pocs Withrize1159100% (1)
- AWS 5.16 Titainium ElectrodesDocumento20 páginasAWS 5.16 Titainium ElectrodesMed Ali SmaouiAún no hay calificaciones
- NBC 2010 - Commentaries - Section IDocumento24 páginasNBC 2010 - Commentaries - Section IRick HenbidAún no hay calificaciones
- Complete AutoCAD CommandsDocumento41 páginasComplete AutoCAD CommandsGail MejiaAún no hay calificaciones
- 05.40.00 Cold-Formed Metal Framing Specification Updated June 2015Documento26 páginas05.40.00 Cold-Formed Metal Framing Specification Updated June 2015mishikhanAún no hay calificaciones
- Carbon Structural Steel: Standard Specification ForDocumento3 páginasCarbon Structural Steel: Standard Specification Foralejandro_marín_15100% (1)
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionDe EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionAún no hay calificaciones
- Supplier Deviation Request FormDocumento2 páginasSupplier Deviation Request Formjainik shahAún no hay calificaciones
- "Weights" - Pipe and Tank Weight Calculation ProgramDocumento14 páginas"Weights" - Pipe and Tank Weight Calculation ProgramBayu Aditya SubiyantoAún no hay calificaciones
- Steel CatalogueDocumento20 páginasSteel CatalogueHamish LaingAún no hay calificaciones
- Mayank Financial ModelingDocumento105 páginasMayank Financial Modelingmayankmongia100Aún no hay calificaciones
- Aluminium Techno PDFDocumento134 páginasAluminium Techno PDFsan htet aungAún no hay calificaciones
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocumento12 páginasHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoAún no hay calificaciones
- Standard Specifications For Composite Steel Joist CatalogDocumento37 páginasStandard Specifications For Composite Steel Joist CatalogAziz MohsenAún no hay calificaciones
- AutoCAD 2016 TemplatesDocumento3 páginasAutoCAD 2016 Templatesbrpnaidu2157Aún no hay calificaciones
- Fassmer Freefall - Lifeboat Type CFL (-T) 49 ManualDocumento55 páginasFassmer Freefall - Lifeboat Type CFL (-T) 49 Manualkayhan aytugAún no hay calificaciones
- Technical Specifications MetalsDocumento3 páginasTechnical Specifications Metalsshem4funAún no hay calificaciones
- Strategic Supply Chain Management and LogisticsDocumento16 páginasStrategic Supply Chain Management and LogisticsNalaka Manawadu67% (3)
- Naamm Stair Manual FinalDocumento126 páginasNaamm Stair Manual FinalAhmed BdairAún no hay calificaciones
- 4943p PDFDocumento4 páginas4943p PDFJonathan SchauderAún no hay calificaciones
- Part # Is 0032192-70: Eldorado Eldorado Eldorado Eldorado National National National NationalDocumento1 páginaPart # Is 0032192-70: Eldorado Eldorado Eldorado Eldorado National National National NationalmnvijaybabuAún no hay calificaciones
- Weldability of Structural SteelsDocumento48 páginasWeldability of Structural SteelsAytuğ KarameşeAún no hay calificaciones
- Size RangeDocumento15 páginasSize RangelucidbaseAún no hay calificaciones
- Chapter 7 Snow LoadsDocumento14 páginasChapter 7 Snow LoadsGhaedan HameedAún no hay calificaciones
- Asme2a Sa-36Documento7 páginasAsme2a Sa-36asjkhjshdjkashdashAún no hay calificaciones
- Schedule 40 PipeDocumento2 páginasSchedule 40 Piperasnowmah2012Aún no hay calificaciones
- Star Building Systems - 2 - 1Documento27 páginasStar Building Systems - 2 - 1NiranjanAryanAún no hay calificaciones
- NS18steeldesign 3 PDFDocumento51 páginasNS18steeldesign 3 PDFLemark R.Aún no hay calificaciones
- Roofing Materials Guide for Ridge Caps, Fascia and FlashingDocumento38 páginasRoofing Materials Guide for Ridge Caps, Fascia and Flashingsan htet aung0% (1)
- ASTM A27 Steel - A Guide To Choosing The Right Grade - Casting & Foundry ServicesDocumento3 páginasASTM A27 Steel - A Guide To Choosing The Right Grade - Casting & Foundry ServicesFrancisco Marin BortoluzziAún no hay calificaciones
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocumento9 páginasGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarAún no hay calificaciones
- Steel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDocumento9 páginasSteel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDarwin DarmawanAún no hay calificaciones
- Standard For Steel Roof Deck: CSSBI 10M - 08 October 2008Documento8 páginasStandard For Steel Roof Deck: CSSBI 10M - 08 October 2008Anonymous P73cUg73LAún no hay calificaciones
- Stainless Steel Laser Fused Universal Beams and ColumnsDocumento8 páginasStainless Steel Laser Fused Universal Beams and ColumnsDushyantha JayawardenaAún no hay calificaciones
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDocumento12 páginasThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelAún no hay calificaciones
- Arc Studwelding SystemsDocumento24 páginasArc Studwelding SystemsTan Chee DingAún no hay calificaciones
- 304 304L Data Sheets 1 28 13 PDFDocumento12 páginas304 304L Data Sheets 1 28 13 PDFneerajtrvAún no hay calificaciones
- ENG Structural SteelsDocumento2 páginasENG Structural SteelsOlalla CuiñaAún no hay calificaciones
- ACI 347-04 Guide To Formwork For ConcreteDocumento3 páginasACI 347-04 Guide To Formwork For ConcreteAlpin MaulidinAún no hay calificaciones
- Ontario Bridge Steel Construction SpecificationDocumento20 páginasOntario Bridge Steel Construction Specificationumerfr2Aún no hay calificaciones
- Design of Steel StructuresDocumento10 páginasDesign of Steel Structuresviveksp99Aún no hay calificaciones
- Load and Resistance Factor Design by Theodore V. GalambosDocumento34 páginasLoad and Resistance Factor Design by Theodore V. Galambosrobersasmita100% (1)
- Slim Floor: Long Carbon Europe Sections and Merchant BarsDocumento36 páginasSlim Floor: Long Carbon Europe Sections and Merchant BarstankeanleongAún no hay calificaciones
- Problem 1-015 PDFDocumento3 páginasProblem 1-015 PDFOscar SanchezAún no hay calificaciones
- 2017 Rego CG500 PDFDocumento96 páginas2017 Rego CG500 PDFSatyajit C DhaktodeAún no hay calificaciones
- A490MDocumento5 páginasA490MKAROLAún no hay calificaciones
- Architect, Engineer, Contractor Info for Hall & Main AdditionDocumento1 páginaArchitect, Engineer, Contractor Info for Hall & Main AdditionGodino ChristianAún no hay calificaciones
- Transportation Considerations in Module Design: 1771 Structures Congress 2014 © ASCE 2014Documento11 páginasTransportation Considerations in Module Design: 1771 Structures Congress 2014 © ASCE 2014samAún no hay calificaciones
- Joist - Canam (05-2005)Documento122 páginasJoist - Canam (05-2005)lostprophet1301Aún no hay calificaciones
- Sfa-5 18Documento28 páginasSfa-5 18Armando Lujan VelazquezAún no hay calificaciones
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionDe EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionAún no hay calificaciones
- Project I.D. ( - ) Structural Metal Framing (Rev. 10, April 11, 2018) 05 1000-1Documento29 páginasProject I.D. ( - ) Structural Metal Framing (Rev. 10, April 11, 2018) 05 1000-1081382991318Aún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- Mtech SyllabusDocumento44 páginasMtech SyllabusLal ChhuanmawiaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- House Rent Receipt: Receiver's SignatureDocumento1 páginaHouse Rent Receipt: Receiver's SignaturesivaAún no hay calificaciones
- Siemer Technologies: Krishnapantham Port Company LTDDocumento2 páginasSiemer Technologies: Krishnapantham Port Company LTDsivaAún no hay calificaciones
- Maintenance records for mechanical and electrical worksDocumento2 páginasMaintenance records for mechanical and electrical workssivaAún no hay calificaciones
- Flat Return Idler-1 PDFDocumento1 páginaFlat Return Idler-1 PDFsivaAún no hay calificaciones
- TechDocumento24 páginasTechsivaAún no hay calificaciones
- Bought-Out Specification Bearings: P & Ye DivDocumento1 páginaBought-Out Specification Bearings: P & Ye DivsivaAún no hay calificaciones
- Tower-C-T9 R-4 PDFDocumento1 páginaTower-C-T9 R-4 PDFsivaAún no hay calificaciones
- Schedule Gsu KPCLDocumento14 páginasSchedule Gsu KPCLsivaAún no hay calificaciones
- Matrl Status SR, SSDocumento4 páginasMatrl Status SR, SSsivaAún no hay calificaciones
- Matrl Status SR, SSDocumento4 páginasMatrl Status SR, SSsivaAún no hay calificaciones
- Material Receipt List at SiteDocumento14 páginasMaterial Receipt List at SitesivaAún no hay calificaciones
- Painting AnnexureDocumento2 páginasPainting AnnexuresivaAún no hay calificaciones
- MTL - Receipt As On Dt.14.06.14Documento38 páginasMTL - Receipt As On Dt.14.06.14sivaAún no hay calificaciones
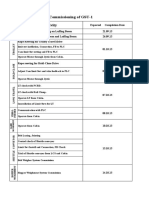
- Commissioning of GSU-1 ActivityDocumento8 páginasCommissioning of GSU-1 ActivitysivaAún no hay calificaciones
- TRF Punch List (Star 1)Documento6 páginasTRF Punch List (Star 1)sivaAún no hay calificaciones
- TRF DrawingsDocumento4 páginasTRF DrawingssivaAún no hay calificaciones
- Alignment Inspection Report For Erection of Structural Steel (Gallery & Trestle)Documento1 páginaAlignment Inspection Report For Erection of Structural Steel (Gallery & Trestle)sivaAún no hay calificaciones
- CR-4 Bom 8816Documento39 páginasCR-4 Bom 8816sivaAún no hay calificaciones
- Siemer Technologies: Krishnapantham Port Company LTDDocumento2 páginasSiemer Technologies: Krishnapantham Port Company LTDsivaAún no hay calificaciones
- Next Gen Ford Ranger Digital BrochureDocumento10 páginasNext Gen Ford Ranger Digital BrochureTri BureauAún no hay calificaciones
- Linthwaite: Conservatio N AreaDocumento26 páginasLinthwaite: Conservatio N Areabill baileyAún no hay calificaciones
- Ricoh 301 PARTS CATALOGDocumento68 páginasRicoh 301 PARTS CATALOGbefremdenAún no hay calificaciones
- Air Conditioning Fact SheetDocumento6 páginasAir Conditioning Fact SheetrjchpAún no hay calificaciones
- Mechanical Power Transmission ReviewDocumento17 páginasMechanical Power Transmission ReviewRoshan TiwariAún no hay calificaciones
- 350q-5 Operation ManualDocumento97 páginas350q-5 Operation ManualCesar Mora100% (2)
- Chapter 15. Applications of Integration: Exercises 15.2Documento2 páginasChapter 15. Applications of Integration: Exercises 15.2Donghyun AhnAún no hay calificaciones
- Electrical Measurements and InstrumentationDocumento17 páginasElectrical Measurements and InstrumentationRinita Datta100% (1)
- Sooad ManualDocumento19 páginasSooad ManualRakhiAún no hay calificaciones
- RT 50Documento2 páginasRT 50valentin prouteauAún no hay calificaciones
- GEC - Sample Resume For StudentsDocumento2 páginasGEC - Sample Resume For StudentsNiketAún no hay calificaciones
- 2020 Can Am Off Road - Apache Track Kits Leaflet - enDocumento7 páginas2020 Can Am Off Road - Apache Track Kits Leaflet - enNicolas VillamayorAún no hay calificaciones
- 1329804769qno 5,6,7Documento94 páginas1329804769qno 5,6,7Aman MishraAún no hay calificaciones
- PI Digital Panel Indicator - B0Documento7 páginasPI Digital Panel Indicator - B0dtoxidAún no hay calificaciones
- What Is AmplifierDocumento18 páginasWhat Is AmplifierEbayLunaAún no hay calificaciones
- CPU Vs vCPUDocumento14 páginasCPU Vs vCPUainseanAún no hay calificaciones
- NM Group Plumbing WorkDocumento33 páginasNM Group Plumbing WorkNM GROUPAún no hay calificaciones
- BRAY SERIES 4X HIGH PERFORMANCE BRAY-McCANNLOCK VALVES - Technical ManualDocumento28 páginasBRAY SERIES 4X HIGH PERFORMANCE BRAY-McCANNLOCK VALVES - Technical ManualLuis Daniel ContrerasAún no hay calificaciones
- CRCM Manual 2 9 16Documento33 páginasCRCM Manual 2 9 16Kamagara Roland AndrewAún no hay calificaciones
- Trigonox101 PdsDocumento3 páginasTrigonox101 PdsPaula RiveraAún no hay calificaciones
- Bel Adv Details For Senior Assistant Engineer Posts - Jobalertshub 2Documento5 páginasBel Adv Details For Senior Assistant Engineer Posts - Jobalertshub 2Palani AppanAún no hay calificaciones
- Usage of Regular Expressions in NLPDocumento7 páginasUsage of Regular Expressions in NLPInternational Journal of Research in Engineering and TechnologyAún no hay calificaciones
- Material Ease 20Documento7 páginasMaterial Ease 20Sorin RipaAún no hay calificaciones
- Cap 3 CutoffDocumento51 páginasCap 3 CutoffYashraj KajaveAún no hay calificaciones
- High Voltage Grease Reduces Wear and ArcingDocumento2 páginasHigh Voltage Grease Reduces Wear and ArcingtlnferreiraAún no hay calificaciones
- 70005144e 1314001 PDFDocumento501 páginas70005144e 1314001 PDFLuis FernandoAún no hay calificaciones