También podría gustarte
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- PCP Prob 8Documento4 páginasPCP Prob 8Gustavo Balarezo InumaAún no hay calificaciones
- Semana 14 y 15Documento9 páginasSemana 14 y 15José CháirezAún no hay calificaciones
- Jit ProblemasDocumento7 páginasJit ProblemasSamuel Caspita PerezAún no hay calificaciones
- PCP 5taDocumento9 páginasPCP 5taJuanMirandaAún no hay calificaciones
- Autoevaluación: Capítulo 14 - Planeación de Requerimientos de Materiales (MRP) y ERPDocumento6 páginasAutoevaluación: Capítulo 14 - Planeación de Requerimientos de Materiales (MRP) y ERPKarla100% (1)
- OPT y TOCDocumento8 páginasOPT y TOCGiovanni VitaleAún no hay calificaciones
- Toc EjercicioDocumento15 páginasToc EjercicioRicardoArcosAún no hay calificaciones
- Capitulo 1: Capitulo 1 Las Operaciones Como Arma CompetitivaDocumento6 páginasCapitulo 1: Capitulo 1 Las Operaciones Como Arma CompetitivacnaranjasoftAún no hay calificaciones
- Apuntes ProgramaciónDocumento4 páginasApuntes ProgramaciónCeciMonera100% (1)
- Ejercicios Produccion Pag350Documento5 páginasEjercicios Produccion Pag350Marco Cruz0% (2)
- Ejercicios Planeacion AgregadaDocumento3 páginasEjercicios Planeacion AgregadaJackeline Gonzalez100% (2)
- Modelo Con Reabastecimiento Instantaneo.: NomenclaturaDocumento11 páginasModelo Con Reabastecimiento Instantaneo.: NomenclaturaMario RodasAún no hay calificaciones
- Grupo 1 PlanificacionDocumento4 páginasGrupo 1 PlanificacionCristian Enrique CarrascoAún no hay calificaciones
- Regla de JohnsonDocumento4 páginasRegla de JohnsonAlexandra Ale AleAún no hay calificaciones
- Ejercicios. Capacidad y Cuello de BotellaDocumento4 páginasEjercicios. Capacidad y Cuello de BotellaLUZ SANCHEZAún no hay calificaciones
- Capitulo 2Documento2 páginasCapitulo 2Ray YañezAún no hay calificaciones
- Ejercicio Con Formulas Planeacion AgregadaDocumento5 páginasEjercicio Con Formulas Planeacion AgregadaIvan LopezAún no hay calificaciones
- TodoDocumento30 páginasTodoRodolfo Maldonado SesenesAún no hay calificaciones
- Caso AutolivDocumento23 páginasCaso AutolivJaffetGalindoAún no hay calificaciones
- Administración de Operaciones II - Práctica No. 2Documento5 páginasAdministración de Operaciones II - Práctica No. 2Geanne Caba AlvarezAún no hay calificaciones
- Adminitracion y Restricciones EjerciciosDocumento4 páginasAdminitracion y Restricciones EjerciciosJhonathan UrbanoAún no hay calificaciones
- Lista de EjerciciosDocumento7 páginasLista de Ejercicioseduar perezAún no hay calificaciones
- Unidad 2 20 de FebreroDocumento20 páginasUnidad 2 20 de FebreroErika Jacieel Carrillo Campos50% (2)
- Preguntas de Análisis: 410 Parte Cinco InventarioDocumento5 páginasPreguntas de Análisis: 410 Parte Cinco InventarioKarlaAún no hay calificaciones
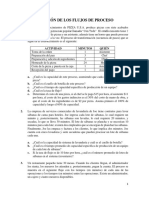
- Ejercicios Medición Flujos ProcesosDocumento3 páginasEjercicios Medición Flujos ProcesosArianna IannuzzelliAún no hay calificaciones
- Taller - Medicion OEE 2Documento1 páginaTaller - Medicion OEE 2Amigo FielAún no hay calificaciones
- Capitulo 1 KrajewskiDocumento6 páginasCapitulo 1 KrajewskioooTRISTANoooAún no hay calificaciones
- Problemas de Eficiencia y ProductividadDocumento20 páginasProblemas de Eficiencia y ProductividadRosa De la Cruz91% (53)
- DSP TareaDocumento14 páginasDSP TareaErasmo José SánchezAún no hay calificaciones
- SecuenciacionDocumento73 páginasSecuenciacionLizeth A100% (1)
- Ejercicios de Interes CompuestoDocumento2 páginasEjercicios de Interes CompuestoDusting Oreamuno ÁlvarezAún no hay calificaciones
- Unidad 4Documento5 páginasUnidad 4felipe black100% (1)
- Distribución Física Proceso CostoDocumento33 páginasDistribución Física Proceso CostoAlejandro Pantoja86% (7)
- Producción de huesos para mascotasDocumento6 páginasProducción de huesos para mascotasAmparo JaureguiAún no hay calificaciones
- Ejercicios de CapacidadDocumento2 páginasEjercicios de CapacidadKarla Zavaleta40% (5)
- Ejercico S10.12 TiempoDocumento3 páginasEjercico S10.12 TiempoGabriel BailonAún no hay calificaciones
- Tarea Planeacion Agregada 2016Documento3 páginasTarea Planeacion Agregada 2016Mario Lugo Talamante100% (1)
- Ejercicios Edigar 4 Al 6Documento6 páginasEjercicios Edigar 4 Al 6JonathanFalconAún no hay calificaciones
- Q, P y PRM ResumidoDocumento68 páginasQ, P y PRM ResumidoLady VegaAún no hay calificaciones
- Fuentes de Informacion para El Diseno de Instalaciones de ManufacturaDocumento13 páginasFuentes de Informacion para El Diseno de Instalaciones de Manufacturahector rosales100% (2)
- AnalisisDocumento9 páginasAnalisisIvonne MarcelaAún no hay calificaciones
- Análisis de Nuevas EmpresasDocumento1 páginaAnálisis de Nuevas EmpresasSelene Carrillo100% (1)
- Solución Ejemplo Teoria de RestriccionesDocumento5 páginasSolución Ejemplo Teoria de RestriccionesEdward RodriguezAún no hay calificaciones
- P.Metas PDFDocumento8 páginasP.Metas PDFSebastian Quispe CapchaAún no hay calificaciones
- Información de La Unidad 3, de ApoyoDocumento24 páginasInformación de La Unidad 3, de ApoyoCarrie Sanders100% (2)
- Práctica 2 Herrtas AdministrativasDocumento27 páginasPráctica 2 Herrtas AdministrativasLuis GoveaAún no hay calificaciones
- Administracion de Operaciones 2 - UTHDocumento9 páginasAdministracion de Operaciones 2 - UTHBecca Peraza25% (4)
- MPS y MRP, Push y PullDocumento2 páginasMPS y MRP, Push y PullSandra NievesAún no hay calificaciones
- Costos EstimadosDocumento8 páginasCostos EstimadosIsrael SosaAún no hay calificaciones
- Ejercicios Practica Tema 1Documento2 páginasEjercicios Practica Tema 1Anibal Eduardo EspadaAún no hay calificaciones
- Justo A TiempoDocumento26 páginasJusto A Tiempoelber527Aún no hay calificaciones
- Word Jit (PCP)Documento16 páginasWord Jit (PCP)Kevin YauriAún no hay calificaciones
- Ex PosicionDocumento45 páginasEx PosicionKARINAAún no hay calificaciones
- Sistemas Pull and PushDocumento5 páginasSistemas Pull and PushCris Sanchez0% (1)
- Sistema de Produccion JITDocumento9 páginasSistema de Produccion JITAndres PreciadoAún no hay calificaciones
- Sistema de Producción Justo A Tiempo o Just in Time PDFDocumento9 páginasSistema de Producción Justo A Tiempo o Just in Time PDFCorreoAún no hay calificaciones
- 3 Mat Lectura 2 Semana 7 Jit PDFDocumento26 páginas3 Mat Lectura 2 Semana 7 Jit PDFXaigua YahirAún no hay calificaciones
- Sistema Justo A TiempoDocumento18 páginasSistema Justo A Tiempoenrique salmonAún no hay calificaciones
- Actividad 2 Unidad 2 Equipo 1 Grupo 8I1Documento27 páginasActividad 2 Unidad 2 Equipo 1 Grupo 8I1Irving TorresAún no hay calificaciones
- Patem 2Documento13 páginasPatem 2guillermo_17ktsAún no hay calificaciones
- Cuestionario EnzimasDocumento3 páginasCuestionario Enzimasguillermo_17ktsAún no hay calificaciones
- Justo A TiempoDocumento1 páginaJusto A Tiempoguillermo_17ktsAún no hay calificaciones
- Diseño Proceso Pesquero 333Documento17 páginasDiseño Proceso Pesquero 333guillermo_17ktsAún no hay calificaciones
- 5Documento2 páginas5guillermo_17ktsAún no hay calificaciones
- Zanahoria OrgaDocumento14 páginasZanahoria Orgaguillermo_17ktsAún no hay calificaciones
- Ejercicios Contar - SiDocumento2 páginasEjercicios Contar - Siguillermo_17ktsAún no hay calificaciones
- Corro 4BDocumento6 páginasCorro 4Bguillermo_17ktsAún no hay calificaciones
- Primera Tarea - Linealizacion de EcuacionesDocumento6 páginasPrimera Tarea - Linealizacion de Ecuacionesguillermo_17ktsAún no hay calificaciones
- Pract 4Documento5 páginasPract 4guillermo_17ktsAún no hay calificaciones
- Labo 9 y Cuestionario Pregunta 1 1Documento2 páginasLabo 9 y Cuestionario Pregunta 1 1guillermo_17ktsAún no hay calificaciones
- Balance de Energia para El Reactor de Lecho FijoDocumento3 páginasBalance de Energia para El Reactor de Lecho Fijoguillermo_17ktsAún no hay calificaciones
- 2da Calse Vba IDocumento3 páginas2da Calse Vba Iguillermo_17ktsAún no hay calificaciones
- Resumen Orga 5Documento2 páginasResumen Orga 5guillermo_17ktsAún no hay calificaciones
- Solid LiquidDocumento2 páginasSolid Liquidguillermo_17ktsAún no hay calificaciones
- CuestionarioDocumento5 páginasCuestionarioguillermo_17ktsAún no hay calificaciones
- Proceso de PostulaciónDocumento1 páginaProceso de Postulaciónguillermo_17ktsAún no hay calificaciones
- Galvanizado SAC: Perfil de empresa de galvanizado líder en PerúDocumento21 páginasGalvanizado SAC: Perfil de empresa de galvanizado líder en Perúguillermo_17ktsAún no hay calificaciones
- 5to Trabajo de Organica 2Documento9 páginas5to Trabajo de Organica 2guillermo_17ktsAún no hay calificaciones
- Proceso de PostulaciónDocumento1 páginaProceso de Postulaciónguillermo_17ktsAún no hay calificaciones
- 5Documento2 páginas5guillermo_17ktsAún no hay calificaciones
- 4to Trabajo Ipq 33344777Documento17 páginas4to Trabajo Ipq 33344777guillermo_17ktsAún no hay calificaciones
- Administre Su Vida de Una Forma Más Eficaz ConDocumento1 páginaAdministre Su Vida de Una Forma Más Eficaz Conguillermo_17ktsAún no hay calificaciones
- Auditori of I QTDocumento4 páginasAuditori of I QTguillermo_17ktsAún no hay calificaciones
- Auditori of I QTDocumento4 páginasAuditori of I QTguillermo_17ktsAún no hay calificaciones
- Flujo de Fluidos GMFFDocumento3 páginasFlujo de Fluidos GMFFguillermo_17ktsAún no hay calificaciones
- Etapas en La Realización de Un Proyecto de Diseño de Plantas.Documento19 páginasEtapas en La Realización de Un Proyecto de Diseño de Plantas.Victor Gonzalez50% (2)
- Sol 3Documento2 páginasSol 3guillermo_17ktsAún no hay calificaciones
- AccidentesDocumento57 páginasAccidentesmarcodegouveiaAún no hay calificaciones
- Riesgos Tecnologicos en Empresas de ProduccionDocumento13 páginasRiesgos Tecnologicos en Empresas de Produccionandina21Aún no hay calificaciones
- Sesión 14Documento24 páginasSesión 14Mateo CapchaAún no hay calificaciones
- Alitas Con Verduras Horno Fussion Cook DietaDocumento3 páginasAlitas Con Verduras Horno Fussion Cook DietaVanSaakAún no hay calificaciones
- Modelo de Contrato de Arrendamiento A Casco DesnudoDocumento2 páginasModelo de Contrato de Arrendamiento A Casco DesnudoFundajurista CA100% (1)
- Capacidad Real Vs Capacidad InstaladaDocumento6 páginasCapacidad Real Vs Capacidad InstaladaRodrigo100% (1)
- Gustavo TraversoDocumento5 páginasGustavo TraversoCuarto PolíticoAún no hay calificaciones
- Segmentación mercado meta ropa juvenilDocumento42 páginasSegmentación mercado meta ropa juvenilLeonor QuijadaAún no hay calificaciones
- Examen Parcial - Semana 4 - RA - PRIMER BLOQUE-MICROECONOMIA - (GRUPO1)Documento12 páginasExamen Parcial - Semana 4 - RA - PRIMER BLOQUE-MICROECONOMIA - (GRUPO1)Maryo RamosAún no hay calificaciones
- Modelo de Medición Camarón y Banano Según Las NIIF - Luis A. Chávez (Ecuador)Documento79 páginasModelo de Medición Camarón y Banano Según Las NIIF - Luis A. Chávez (Ecuador)Juan Carlos AguilarAún no hay calificaciones
- Evaluación de Un Proyecto de Inversión "Caja de Ahorro"Documento30 páginasEvaluación de Un Proyecto de Inversión "Caja de Ahorro"César MotaAún no hay calificaciones
- Estrategias de Marketing RetailDocumento27 páginasEstrategias de Marketing RetailTheJostickAún no hay calificaciones
- Tarea Capitulo 3Documento3 páginasTarea Capitulo 3ined5puertaparadaAún no hay calificaciones
- InformeDocumento53 páginasInformeCM VasquezAún no hay calificaciones
- Plan de NegociosDocumento127 páginasPlan de NegociosMilagros CaceresAún no hay calificaciones
- La EuropeaDocumento140 páginasLa EuropeaingbernardoaAún no hay calificaciones
- Acta Constitutiva y Estatutos Sociales de La Sociedad CivilDocumento9 páginasActa Constitutiva y Estatutos Sociales de La Sociedad CivilLuis Beltran Perez RojasAún no hay calificaciones
- Alquilos e Hidrutos Metàlicos y Complejos de LigandoDocumento45 páginasAlquilos e Hidrutos Metàlicos y Complejos de LigandoAndresOssaAún no hay calificaciones
- Proyecto Implementacion Centro de EsteticaDocumento28 páginasProyecto Implementacion Centro de EsteticaNatalia Jimenez MoraAún no hay calificaciones
- Trabajo-Ensayo de La NIIFDocumento6 páginasTrabajo-Ensayo de La NIIFNicolas BrizuelaAún no hay calificaciones
- Análisis de Las Razones FinancierasDocumento2 páginasAnálisis de Las Razones FinancierasHilary Lopez100% (3)
- Definicion CalidadDocumento57 páginasDefinicion CalidadJhonsonAún no hay calificaciones
- Taller D CosteoDocumento36 páginasTaller D Costeomissyou707Aún no hay calificaciones
- Actividad 1 - Marco Conceptual NIIFDocumento17 páginasActividad 1 - Marco Conceptual NIIFMilena RozoAún no hay calificaciones
- Acuerdos y Tratados Internacionales de ASIADocumento29 páginasAcuerdos y Tratados Internacionales de ASIANancy Mitsuko Paulin BourguetteAún no hay calificaciones
- Política Calidad ISO objetivos mejoraDocumento4 páginasPolítica Calidad ISO objetivos mejoraMarcelo Gustavo Loayza AlfaroAún no hay calificaciones
- Agencia para La Infraestructura Del Meta Formulario #5-Analisis Del A.I.UDocumento2 páginasAgencia para La Infraestructura Del Meta Formulario #5-Analisis Del A.I.ULeonardo MoraAún no hay calificaciones
- Aire AcpondicionadoDocumento6 páginasAire Acpondicionadocharito2051Aún no hay calificaciones
- Entrevista Estudio Socio - ComunerosDocumento4 páginasEntrevista Estudio Socio - ComunerosNATALY MARIA PACO LAZOAún no hay calificaciones
- Informe-Practicas AliagaDocumento33 páginasInforme-Practicas AliagaDavid Aliaga PañahuaAún no hay calificaciones
- ÍNDICE GENERAL. Mensaje Del Gerente CorporATIVO de Sustentabilidad MENSAJE DEL PRESIDENTE. Arcor, Una Empresa Sustentable. Cuidado Del AmbienteDocumento161 páginasÍNDICE GENERAL. Mensaje Del Gerente CorporATIVO de Sustentabilidad MENSAJE DEL PRESIDENTE. Arcor, Una Empresa Sustentable. Cuidado Del AmbienteSandra RebrijAún no hay calificaciones