También podría gustarte
- Molten Salts Chemistry: From Lab to ApplicationsDe EverandMolten Salts Chemistry: From Lab to ApplicationsAún no hay calificaciones
- 1 s2.0 S0960148122010801 MainDocumento10 páginas1 s2.0 S0960148122010801 MainRiandy PutraAún no hay calificaciones
- Rare Earth Coordination Chemistry: Fundamentals and ApplicationsDe EverandRare Earth Coordination Chemistry: Fundamentals and ApplicationsCalificación: 4 de 5 estrellas4/5 (1)
- The Effect of Formic Acid, Hydrogen Peroxyde and Other Conditions On Epoxidized Reaction of Cardanol Extracted From Cashew Nut Shell Liquid of VietnamDocumento6 páginasThe Effect of Formic Acid, Hydrogen Peroxyde and Other Conditions On Epoxidized Reaction of Cardanol Extracted From Cashew Nut Shell Liquid of VietnamEditor IJTSRDAún no hay calificaciones
- Application of Ultrasonic-Enhanced Active Seed Crystals in The Removal of Sodium Oxalate From Alumina Refinery Waste LiquorDocumento10 páginasApplication of Ultrasonic-Enhanced Active Seed Crystals in The Removal of Sodium Oxalate From Alumina Refinery Waste LiquornirupamadastaneAún no hay calificaciones
- Mineral ProcessingDocumento9 páginasMineral ProcessingEdwar Villavicencio JaimesAún no hay calificaciones
- Jurnal PenelitianDocumento10 páginasJurnal PenelitianHelmi BaharAún no hay calificaciones
- Development of A Production Scheme For Utilizing Vanadium Pentoxide Hydrometallurgical Production WasteDocumento6 páginasDevelopment of A Production Scheme For Utilizing Vanadium Pentoxide Hydrometallurgical Production WasteVaibhav GuptaAún no hay calificaciones
- 1 s2.0 S0021951711002685 MainDocumento8 páginas1 s2.0 S0021951711002685 MainRita ZKAún no hay calificaciones
- Catalizator Pentru Hidrogenarea Uleiului Vegetal - Articol ȘtiințificDocumento10 páginasCatalizator Pentru Hidrogenarea Uleiului Vegetal - Articol ȘtiințificcmineliandreeaAún no hay calificaciones
- Abu Fac of ScienceDocumento5 páginasAbu Fac of SciencekirdipAún no hay calificaciones
- A Nano-Sized Solid Acid Synthesized From Rice Hull Ash For Biodiesel ProductionDocumento27 páginasA Nano-Sized Solid Acid Synthesized From Rice Hull Ash For Biodiesel ProductionPebrianiAún no hay calificaciones
- 1 s2.0 S0016236110002814 MainDocumento6 páginas1 s2.0 S0016236110002814 MainAnonymous Wcj4C3jAún no hay calificaciones
- 575 1074 3 PBDocumento9 páginas575 1074 3 PBAkun 75051Aún no hay calificaciones
- Catalyst Acids Ie901175dDocumento4 páginasCatalyst Acids Ie901175dZamri FadilahAún no hay calificaciones
- Recovery of VanadiumDocumento7 páginasRecovery of VanadiumAbdulrahmanAún no hay calificaciones
- Demetallation and Recovery of Fuel Hazardous WasteDocumento10 páginasDemetallation and Recovery of Fuel Hazardous WasteDan MatAún no hay calificaciones
- Economic Analysis For Wet Oxidation Processes For The Treatment of Mixed Refinery Spent CausticDocumento7 páginasEconomic Analysis For Wet Oxidation Processes For The Treatment of Mixed Refinery Spent Causticferchosb12Aún no hay calificaciones
- Components in Crude OilDocumento11 páginasComponents in Crude OilalexHuy88Aún no hay calificaciones
- Regeneration of The Waste Selective Catalytic Reduction Denitrification Catalyst by Nitric Acid WashingDocumento9 páginasRegeneration of The Waste Selective Catalytic Reduction Denitrification Catalyst by Nitric Acid WashingJoyce WongAún no hay calificaciones
- D7206D7206M-06 (2013) E1 Standard Guide For Cyclic DeactivationDocumento5 páginasD7206D7206M-06 (2013) E1 Standard Guide For Cyclic Deactivationastewayb_964354182Aún no hay calificaciones
- Fuel Processing Technology: Hao Ling, Qiang Wang, Ben-Xian ShenDocumento5 páginasFuel Processing Technology: Hao Ling, Qiang Wang, Ben-Xian ShenpeymanAún no hay calificaciones
- Co-Production of Biodiesel and Hydrogen From Rapeseed and Jatropha OilsDocumento7 páginasCo-Production of Biodiesel and Hydrogen From Rapeseed and Jatropha OilsDMAún no hay calificaciones
- Journal of Environmental Chemical Engineering: Short CommunicationDocumento5 páginasJournal of Environmental Chemical Engineering: Short CommunicationnaispintaAún no hay calificaciones
- Batch Electrochemical Production of Sodium Hypochlorite PH Change and Influence of AlkalinityDocumento7 páginasBatch Electrochemical Production of Sodium Hypochlorite PH Change and Influence of AlkalinityInternational Journal of Innovative Science and Research TechnologyAún no hay calificaciones
- Barquette PlastiqueDocumento8 páginasBarquette Plastiquemahmoud akermiAún no hay calificaciones
- 1490 5722 1 PBDocumento6 páginas1490 5722 1 PBravibelavadiAún no hay calificaciones
- Kinetics of Hydrogen Uptake and Release From Heteroaromatic Compounds For Hydrogen StorageDocumento9 páginasKinetics of Hydrogen Uptake and Release From Heteroaromatic Compounds For Hydrogen Storagesj singhAún no hay calificaciones
- PDFDocumento106 páginasPDFRafiHunJianAún no hay calificaciones
- Ullmanns Enclopedia ChemistryDocumento36 páginasUllmanns Enclopedia ChemistryLutfiAún no hay calificaciones
- Fly Ash Supported Ni Fe Solid Acid Catalyst For Efficient Production of Diesel Additive: Intensi Fication Through Far-Infrared RadiationDocumento10 páginasFly Ash Supported Ni Fe Solid Acid Catalyst For Efficient Production of Diesel Additive: Intensi Fication Through Far-Infrared RadiationSriArthiAún no hay calificaciones
- Preparation and Characteristics of Polyvinyl Alcohol-Based Hydrogel Containing Natural MicrobentoniteDocumento5 páginasPreparation and Characteristics of Polyvinyl Alcohol-Based Hydrogel Containing Natural MicrobentoniteMawarani ManullangAún no hay calificaciones
- Coaja de OuDocumento9 páginasCoaja de OuDana MateiAún no hay calificaciones
- Chemcon 2013: Modeling, Simulation and Optimization of Naphtha Reforming Process On ASPEN Plus PlatformDocumento5 páginasChemcon 2013: Modeling, Simulation and Optimization of Naphtha Reforming Process On ASPEN Plus PlatformArash AbbasiAún no hay calificaciones
- Alas Heh 2003Documento6 páginasAlas Heh 2003Nila AzizahAún no hay calificaciones
- Production of High Purity Magnesia From Highly Saturated BitternsDocumento8 páginasProduction of High Purity Magnesia From Highly Saturated BitternsFend HartoAún no hay calificaciones
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocumento12 páginasUop Unicracking Process For Hydrocracking: Donald AckelsonNguyễn Hoàng Bảo TrânAún no hay calificaciones
- WST 10 181Documento12 páginasWST 10 181Rima BiswasAún no hay calificaciones
- Yadav alkylatedDPO 2001Documento7 páginasYadav alkylatedDPO 2001Manish YadavAún no hay calificaciones
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocumento10 páginasModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanAún no hay calificaciones
- Study of Parameters Involved in The Production of Caustic Soda From Soda Ash Using Lime-Soda ProcessDocumento50 páginasStudy of Parameters Involved in The Production of Caustic Soda From Soda Ash Using Lime-Soda ProcessAzizAún no hay calificaciones
- Research On Catalytic Properties of Palladium Catalyst Prepared by Biological Reduction MethodDocumento7 páginasResearch On Catalytic Properties of Palladium Catalyst Prepared by Biological Reduction MethodTheia EosAún no hay calificaciones
- Pembuatab KatalisDocumento8 páginasPembuatab Katalisyusniya skAún no hay calificaciones
- Biodiesel Production Process Flow Design Via Calcium Oxide Catalysed Ethanolysis TechniqueDocumento16 páginasBiodiesel Production Process Flow Design Via Calcium Oxide Catalysed Ethanolysis TechniqueTJPRC PublicationsAún no hay calificaciones
- Urea Production ReportDocumento38 páginasUrea Production ReportAbhijit NathAún no hay calificaciones
- 2669 Article - Text 13607 1 10 20150623Documento11 páginas2669 Article - Text 13607 1 10 20150623FershaalAún no hay calificaciones
- Rec. de ZNDocumento8 páginasRec. de ZNedwin quintanillaAún no hay calificaciones
- NaOH Lİme SodaDocumento6 páginasNaOH Lİme SodaallatcoolAún no hay calificaciones
- High Productivity Methanol Carbonylation Catalysis Using Iridium The CativaTM Process For The Manufacture of Acetic AcidDocumento15 páginasHigh Productivity Methanol Carbonylation Catalysis Using Iridium The CativaTM Process For The Manufacture of Acetic AcidPragadeeshAún no hay calificaciones
- Us 5011672Documento10 páginasUs 5011672Lily DianaAún no hay calificaciones
- Advanced Oxidation of Industrial Waste WaterDocumento5 páginasAdvanced Oxidation of Industrial Waste WaterRanveer SinghAún no hay calificaciones
- Materials Express: Single Step Preparation of Nano Size Gamma Alumina Exhibiting Enhanced Uoride AdsorptionDocumento7 páginasMaterials Express: Single Step Preparation of Nano Size Gamma Alumina Exhibiting Enhanced Uoride Adsorptionavinash.grey.bizAún no hay calificaciones
- Abuk Had Ra 2017Documento6 páginasAbuk Had Ra 2017Alfia WahyuniAún no hay calificaciones
- HT - Efect Memorie - 2004Documento5 páginasHT - Efect Memorie - 2004seby_antalAún no hay calificaciones
- Preparation of Highly Pure Vanadyl Sulfate From SuDocumento12 páginasPreparation of Highly Pure Vanadyl Sulfate From SuVaibhav GuptaAún no hay calificaciones
- Conversion of Waste Oil Into Fuel Oil: Effect of Catalyst RatioDocumento5 páginasConversion of Waste Oil Into Fuel Oil: Effect of Catalyst Ratiolatukoi bakauAún no hay calificaciones
- TXRF Application Note XRF 459 Fast Analysis of Benfield Process Solutions by TXRF Spectroscopy EN BRUKERDocumento4 páginasTXRF Application Note XRF 459 Fast Analysis of Benfield Process Solutions by TXRF Spectroscopy EN BRUKERArif SumonAún no hay calificaciones
- Transesterification of Moringa Oleifera Oil To Biodiesel Over Potassium Flouride Loaded On Eggshell CatalystDocumento5 páginasTransesterification of Moringa Oleifera Oil To Biodiesel Over Potassium Flouride Loaded On Eggshell CatalystRizaldi Al FauzanAún no hay calificaciones
- Preparation and Production of High GradeDocumento7 páginasPreparation and Production of High GradeSarah TwilightAún no hay calificaciones
- Ho 2014Documento12 páginasHo 2014Teknik KimiaAún no hay calificaciones
- V2O5Documento6 páginasV2O5Andres OsorioAún no hay calificaciones
- Xanthophyll Cycle: Violaxanthin Zeaxanthin Non-Photochemical Quenching PhotoinhibitionDocumento2 páginasXanthophyll Cycle: Violaxanthin Zeaxanthin Non-Photochemical Quenching PhotoinhibitionAndres OsorioAún no hay calificaciones
- PosterDocumento2 páginasPosterAndres OsorioAún no hay calificaciones
- Tsda Sedimentadores de Tubos PDFDocumento4 páginasTsda Sedimentadores de Tubos PDFAndres OsorioAún no hay calificaciones
- Ab24190203 PDFDocumento14 páginasAb24190203 PDFAndres OsorioAún no hay calificaciones
- 808 - Carbon Raschig Rings - E4Documento1 página808 - Carbon Raschig Rings - E4Andres OsorioAún no hay calificaciones
- 510 1453 1 PB Tiang ReklameDocumento6 páginas510 1453 1 PB Tiang ReklameGunaedy UtomoAún no hay calificaciones
- Kingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaDocumento15 páginasKingdom Fungi: - Characteristics of Fungi - Oomycota - Zygomycota - Ascomycota - Basidiomycota - DeuteromycotaLeah Rice100% (1)
- The Relaxation Solution Quick Start GuideDocumento17 páginasThe Relaxation Solution Quick Start GuideSteve DiamondAún no hay calificaciones
- Instant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDocumento32 páginasInstant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDanielle Searfoss100% (10)
- Maharashtra Brochure (2023)Documento4 páginasMaharashtra Brochure (2023)assmexellenceAún no hay calificaciones
- The Six Types of Simple MachinesDocumento4 páginasThe Six Types of Simple MachinesmarroAún no hay calificaciones
- DHL Product Solutions Portfolio 2017Documento1 páginaDHL Product Solutions Portfolio 2017Hanzla TariqAún no hay calificaciones
- Drainage BasinsDocumento4 páginasDrainage BasinsDannySP10100% (1)
- Quiz Business MathDocumento5 páginasQuiz Business MathMA. JEMARIS SOLISAún no hay calificaciones
- Omyacarb 1t TNDocumento1 páginaOmyacarb 1t TNGİZEM DEMİRAún no hay calificaciones
- 2019 BMS1021 Practice Questions Answers PDFDocumento12 páginas2019 BMS1021 Practice Questions Answers PDFaskldhfdasjkAún no hay calificaciones
- Planet Earth: Its Propeties To Support LifeDocumento27 páginasPlanet Earth: Its Propeties To Support LifegillianeAún no hay calificaciones
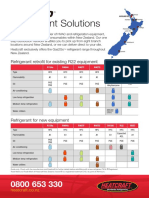
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDocumento2 páginasRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoAún no hay calificaciones
- Igorot Village: Get To Know..Documento11 páginasIgorot Village: Get To Know..Elain RagosAún no hay calificaciones
- Yehuda Berg Satan PDFDocumento77 páginasYehuda Berg Satan PDFOswaldo Archundia100% (7)
- Nonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuDocumento22 páginasNonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuFazaKhilwanAmnaAún no hay calificaciones
- Aoc f22sDocumento43 páginasAoc f22sJoao Jose Santos NetoAún no hay calificaciones
- PT3 Guided WritingDocumento8 páginasPT3 Guided WritingDayang Haffizah Abg AbdillahAún no hay calificaciones
- 801 Aeronca PDFDocumento17 páginas801 Aeronca PDFVishveshAún no hay calificaciones
- Learning Guide: Central Texas College Department of NursingDocumento26 páginasLearning Guide: Central Texas College Department of Nursingapi-3697326Aún no hay calificaciones
- Safety Data Sheet: Section 1. Identification Jotun Essence Easy CleanDocumento11 páginasSafety Data Sheet: Section 1. Identification Jotun Essence Easy CleanHồng PhongAún no hay calificaciones
- ADT Cat D400EDocumento2 páginasADT Cat D400EEbran AndromedaAún no hay calificaciones
- Practice Exam 3 KEY (Solutions)Documento13 páginasPractice Exam 3 KEY (Solutions)joseAún no hay calificaciones
- Materi Asking and Offering For HelpDocumento9 páginasMateri Asking and Offering For HelpFranky ArdanaAún no hay calificaciones
- MD 2 MidtermDocumento31 páginasMD 2 MidtermRea Rebenque100% (1)
- A Slice of History - Pizza Turim 4-7-15Documento2 páginasA Slice of History - Pizza Turim 4-7-15Mae Princess BolivarAún no hay calificaciones
- Oc818 Manual v03-1Documento5 páginasOc818 Manual v03-1Luca PayetAún no hay calificaciones
- Travelsinvarious03clar BWDocumento522 páginasTravelsinvarious03clar BWSima Sorin MihailAún no hay calificaciones
- Catalyst Worksheet - SHHSDocumento3 páginasCatalyst Worksheet - SHHSNerd 101Aún no hay calificaciones
- 520l0553 PDFDocumento52 páginas520l0553 PDFVasil TsvetanovAún no hay calificaciones
- An Applied Guide to Water and Effluent Treatment Plant DesignDe EverandAn Applied Guide to Water and Effluent Treatment Plant DesignCalificación: 5 de 5 estrellas5/5 (4)
- Well Control for Completions and InterventionsDe EverandWell Control for Completions and InterventionsCalificación: 4 de 5 estrellas4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityDe EverandProcess Plant Equipment: Operation, Control, and ReliabilityCalificación: 5 de 5 estrellas5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDe EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersAún no hay calificaciones
- Piping Engineering Leadership for Process Plant ProjectsDe EverandPiping Engineering Leadership for Process Plant ProjectsCalificación: 5 de 5 estrellas5/5 (1)
- Distillation Design and Control Using Aspen SimulationDe EverandDistillation Design and Control Using Aspen SimulationCalificación: 5 de 5 estrellas5/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDe EverandSodium Bicarbonate: Nature's Unique First Aid RemedyCalificación: 5 de 5 estrellas5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisDe EverandGuidelines for Chemical Process Quantitative Risk AnalysisCalificación: 5 de 5 estrellas5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlDe EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlCalificación: 4 de 5 estrellas4/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersDe EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsAún no hay calificaciones
- Understanding Distillation Using Column Profile MapsDe EverandUnderstanding Distillation Using Column Profile MapsAún no hay calificaciones
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDe EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsAún no hay calificaciones
- The Perfumed Pages of History: A Textbook on Fragrance CreationDe EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationCalificación: 4 de 5 estrellas4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersDe EverandFundamentals of Risk Management for Process Industry EngineersAún no hay calificaciones
- A New Approach to HAZOP of Complex Chemical ProcessesDe EverandA New Approach to HAZOP of Complex Chemical ProcessesAún no hay calificaciones
- Mastering Biochemistry: A Comprehensive Guide to ExcellenceDe EverandMastering Biochemistry: A Comprehensive Guide to ExcellenceAún no hay calificaciones
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksDe EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksAún no hay calificaciones
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksDe EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksAún no hay calificaciones
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsDe EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottCalificación: 4 de 5 estrellas4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionDe EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionAún no hay calificaciones
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDe EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesAún no hay calificaciones
- Bioinspired Materials Science and EngineeringDe EverandBioinspired Materials Science and EngineeringGuang YangAún no hay calificaciones