También podría gustarte
- Negocio y EmpresaDocumento1 páginaNegocio y EmpresaNewtoniXAún no hay calificaciones
- Diagrama de ParetoDocumento7 páginasDiagrama de ParetoHazuki Linlin SanAún no hay calificaciones
- RESPUESTASDocumento1 páginaRESPUESTASNewtoniXAún no hay calificaciones
- Ficha de Movimiento 1DDocumento4 páginasFicha de Movimiento 1DNewtoniXAún no hay calificaciones
- Respuesta Form y EvaDocumento1 páginaRespuesta Form y EvaNewtoniXAún no hay calificaciones
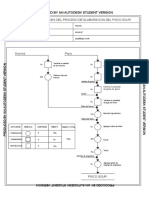
- Dop Final 2Documento1 páginaDop Final 2NewtoniXAún no hay calificaciones
- Cuadro Dop PDFDocumento1 páginaCuadro Dop PDFNewtoniXAún no hay calificaciones
- Respuesta Form y EvaDocumento1 páginaRespuesta Form y EvaNewtoniXAún no hay calificaciones
- AlmacenamientoDocumento2 páginasAlmacenamientoNewtoniXAún no hay calificaciones
- Dop ModificadoDocumento2 páginasDop ModificadoNewtoniXAún no hay calificaciones
- SiliconaDocumento3 páginasSiliconaNewtoniXAún no hay calificaciones
- Formulario ResumenDocumento4 páginasFormulario ResumenNewtoniXAún no hay calificaciones
- SubirDocumento1 páginaSubirNewtoniXAún no hay calificaciones
- Ficha de Movimiento 1DDocumento4 páginasFicha de Movimiento 1DNewtoniXAún no hay calificaciones
- Tarea - Diagrama Hombre - MaquinaDocumento1 páginaTarea - Diagrama Hombre - MaquinaNewtoniXAún no hay calificaciones
- Dieta PDFDocumento1 páginaDieta PDFNewtoniXAún no hay calificaciones
- Supervisor de AserraderoDocumento2 páginasSupervisor de AserraderoNewtoniX0% (1)
- LibroCuervoRibeiroRoigIntroduccionESP PDFDocumento21 páginasLibroCuervoRibeiroRoigIntroduccionESP PDFJuan LopezAún no hay calificaciones
- Fichas para Trabajar RL Cua Derno de Trabajo PDFDocumento2 páginasFichas para Trabajar RL Cua Derno de Trabajo PDFNewtoniXAún no hay calificaciones
- Fichas para Trabajar RLDocumento2 páginasFichas para Trabajar RLNewtoniXAún no hay calificaciones
- 1Documento6 páginas1NewtoniX0% (2)
- Contraargumento manipulación genética pollosDocumento10 páginasContraargumento manipulación genética pollosNewtoniXAún no hay calificaciones
- Revista ModDocumento15 páginasRevista ModNewtoniXAún no hay calificaciones
- Dieta PDFDocumento1 páginaDieta PDFNewtoniXAún no hay calificaciones
- 11A N04I El Texto Contraargumentativo Lecturas Complementarias 2018-3Documento1 página11A N04I El Texto Contraargumentativo Lecturas Complementarias 2018-3NewtoniXAún no hay calificaciones
- DESCRIPCIONDocumento24 páginasDESCRIPCIONNewtoniXAún no hay calificaciones
- Rubrica 2018Documento4 páginasRubrica 2018NewtoniXAún no hay calificaciones
- Resistencia de MaterialesDocumento5 páginasResistencia de MaterialesNewtoniXAún no hay calificaciones
- Manual Proteus 1Documento9 páginasManual Proteus 1Wilinton BautistaAún no hay calificaciones
- Gremio de AmbientalDocumento8 páginasGremio de AmbientalOscar Fernando Garcia GuardoAún no hay calificaciones
- PROCEDIMIENTO ADMINISTRATIVO - Decreto 500-991 Conmodificacionesdel 420-007Documento39 páginasPROCEDIMIENTO ADMINISTRATIVO - Decreto 500-991 Conmodificacionesdel 420-007Fabio LaviéAún no hay calificaciones
- Imprimir Pilar MamposteriaDocumento4 páginasImprimir Pilar MamposteriaMari CarreroAún no hay calificaciones
- Cómo Debo LeerDocumento2 páginasCómo Debo LeerAracely PulacheAún no hay calificaciones
- Equipamiento Planta de Procesamiento PesqueroDocumento5 páginasEquipamiento Planta de Procesamiento PesqueroAndreina MataAún no hay calificaciones
- Control TacticoDocumento6 páginasControl TacticoNacho Márquez VergaraAún no hay calificaciones
- Manual para Crear Una Partición en El Disco DuroDocumento31 páginasManual para Crear Una Partición en El Disco DuroYsmael Yndriago100% (1)
- Mantenimiento preventivo y correctivo retroexcavadora John Deere 310LDocumento4 páginasMantenimiento preventivo y correctivo retroexcavadora John Deere 310LFrancis LinoAún no hay calificaciones
- La Investigación DocumentalDocumento27 páginasLa Investigación DocumentaljoseAún no hay calificaciones
- Desionización agua intercambio iónico Universidad CartagenaDocumento3 páginasDesionización agua intercambio iónico Universidad CartagenaJulie RiveraAún no hay calificaciones
- Descomposición FuncionalDocumento20 páginasDescomposición FuncionalJuan Hernandez50% (2)
- Propiedades Del BronceDocumento4 páginasPropiedades Del BronceArturo Zarazúa50% (2)
- 12 Paneles Solares - Comunidad Alcapari-Caseta y Cerco - A3Documento4 páginas12 Paneles Solares - Comunidad Alcapari-Caseta y Cerco - A3Cristian Alcócer ValdezAún no hay calificaciones
- Lector de Código de BarrasDocumento18 páginasLector de Código de Barrasdivad138Aún no hay calificaciones
- Rendición de gastos técnico habilitación urbanaDocumento8 páginasRendición de gastos técnico habilitación urbanaDavid Jose Aquino RiosAún no hay calificaciones
- 4 Muros PerimetralesDocumento2 páginas4 Muros PerimetralesCésar Cristóbal Pino GuzmánAún no hay calificaciones
- Formato Generador Nuevo Oct 2008Documento1 páginaFormato Generador Nuevo Oct 2008JOhn Huaman AuccapuriAún no hay calificaciones
- Historia ComputadoraDocumento29 páginasHistoria Computadorainformacion personalAún no hay calificaciones
- Los Pasos Realizados para El Dibujo Ejercicio 4Documento11 páginasLos Pasos Realizados para El Dibujo Ejercicio 4EduardoAún no hay calificaciones
- Instalar Ubuntu Nexus4Documento4 páginasInstalar Ubuntu Nexus4Alberto CastilloAún no hay calificaciones
- Ventajas y desventajas del mantenimiento predictivoDocumento3 páginasVentajas y desventajas del mantenimiento predictivoChin EstebanAún no hay calificaciones
- Metodología de Proyectos de PNFADocumento40 páginasMetodología de Proyectos de PNFAOliver ZambranoAún no hay calificaciones
- El Cine Mudo (Resumen)Documento4 páginasEl Cine Mudo (Resumen)Juan Guerrero100% (1)
- Contrato de FranquiciaDocumento27 páginasContrato de FranquiciaYuri Silverio Sotelo GüereAún no hay calificaciones
- Catálogo Nakata - Molas A GasDocumento7 páginasCatálogo Nakata - Molas A GasGustavo KajiyaAún no hay calificaciones
- Plan de Empresa SensualiteDocumento49 páginasPlan de Empresa Sensualite51213459pAún no hay calificaciones
- Cuadro de Habilidades y Procesos CognitivosDocumento6 páginasCuadro de Habilidades y Procesos CognitivosCecilia Blas SosaAún no hay calificaciones
- 00 Formato InformeDocumento4 páginas00 Formato InformeSebastian ChoachiAún no hay calificaciones
- Ideas Principales. La Apreciación Del Arte en La EscuelaDocumento2 páginasIdeas Principales. La Apreciación Del Arte en La EscuelaAdriana100% (4)