También podría gustarte
- UF0354 - Elaboración de curados y salazones cárnicosDe EverandUF0354 - Elaboración de curados y salazones cárnicosCalificación: 3 de 5 estrellas3/5 (2)
- Higiene general en la industria alimentaria. INAQ0108De EverandHigiene general en la industria alimentaria. INAQ0108Aún no hay calificaciones
- 8 - Sistema de CalidadDocumento108 páginas8 - Sistema de CalidadConstanza Silva CastroAún no hay calificaciones
- Buenas Prácticas de Manufactura en La Elaboración de VinosDocumento8 páginasBuenas Prácticas de Manufactura en La Elaboración de VinosLizbeth Armas100% (1)
- Presentacion Manual Buenas Practicas de ManufacturaDocumento50 páginasPresentacion Manual Buenas Practicas de ManufacturaAlex VallejoAún no hay calificaciones
- Poes 2015Documento38 páginasPoes 2015Nano Cuello100% (2)
- 9 Practica 1 Acondicionamiento de La Materia PrimaDocumento13 páginas9 Practica 1 Acondicionamiento de La Materia PrimaMiguel RoseroAún no hay calificaciones
- Haccp 5 Sistema de Analisis de Peligros y Puntos Criticos de Control AppccDocumento94 páginasHaccp 5 Sistema de Analisis de Peligros y Puntos Criticos de Control AppccL C67% (3)
- Evidencia 9 Limpieza y Desinfección de Equipos y Áreas-3Documento5 páginasEvidencia 9 Limpieza y Desinfección de Equipos y Áreas-3Jorge Enrique Ayala HernándezAún no hay calificaciones
- Sochma LimpiezaDocumento75 páginasSochma LimpiezaKarina Mercado AbarcaAún no hay calificaciones
- Aplicación A Las Industrias AgroalimentariasDocumento28 páginasAplicación A Las Industrias AgroalimentariasÑehAún no hay calificaciones
- Metodos de Limpieza, Validacion y VerificacionDocumento35 páginasMetodos de Limpieza, Validacion y Verificacionevelin karina contreras lujan100% (1)
- BPM en la industria lácteaDocumento10 páginasBPM en la industria lácteaMarco AdrianAún no hay calificaciones
- Capacitación Aseguramiento de CalidadDocumento35 páginasCapacitación Aseguramiento de CalidadLuis FernandoAún no hay calificaciones
- PML Buenas PracticasDocumento34 páginasPML Buenas PracticasDIANAAún no hay calificaciones
- Limpieza y desinfección en plantas de alimentos: protocolos y factores claveDocumento7 páginasLimpieza y desinfección en plantas de alimentos: protocolos y factores claveKAREN MAIGUALAún no hay calificaciones
- ASEODocumento75 páginasASEOPaola GonzálezAún no hay calificaciones
- Cip y CopDocumento6 páginasCip y Copkarla DelgadoAún no hay calificaciones
- PPT-BPM 1Documento34 páginasPPT-BPM 1eventocillaAún no hay calificaciones
- Cuestionario Higiene Certamen N°2Documento9 páginasCuestionario Higiene Certamen N°2pazstrebAún no hay calificaciones
- BPM I.5 Limpieza y DesinfecciónDocumento54 páginasBPM I.5 Limpieza y DesinfecciónHelberth Tirado HernándezAún no hay calificaciones
- 1 ParcialDocumento83 páginas1 ParcialÑehAún no hay calificaciones
- 1.8 Programa de Eliminación de DeshechosDocumento28 páginas1.8 Programa de Eliminación de DeshechosJorge VinuezaAún no hay calificaciones
- Unidad No.1C Mip 2170Documento20 páginasUnidad No.1C Mip 2170Marsi Ruiz JimenezAún no hay calificaciones
- Gestion Calidad Agroalimentario 2013Documento84 páginasGestion Calidad Agroalimentario 2013Luis Enrique UrionaAún no hay calificaciones
- Poes 1Documento35 páginasPoes 1JorgeRaulValdeiglesiasJaraAún no hay calificaciones
- Buenas Practicas Industria de ConcentradosDocumento10 páginasBuenas Practicas Industria de ConcentradosOscar Arnulfo Cruz VergaraAún no hay calificaciones
- Pre-Requisitos Del Sistema HACCP PDFDocumento29 páginasPre-Requisitos Del Sistema HACCP PDFLuis David Concepcion MenesesAún no hay calificaciones
- Teoría - BPM MRDocumento204 páginasTeoría - BPM MRFranco ChaconAún no hay calificaciones
- CAPACITACIÓN POES D2 y D3Documento61 páginasCAPACITACIÓN POES D2 y D3KARLA ARACELY PAREDES REYESAún no hay calificaciones
- Iso 22000 - Haccp - BPMDocumento9 páginasIso 22000 - Haccp - BPMAnonymous kYENPgxfxDAún no hay calificaciones
- Manual Del Saber 2023Documento29 páginasManual Del Saber 2023Clemencia MedinaAún no hay calificaciones
- SEMANA 13 Programas PrerrequisitosDocumento97 páginasSEMANA 13 Programas PrerrequisitosYAQUELINE75% (4)
- Cursos EHEDG-MXNB170221G8AXEDocumento157 páginasCursos EHEDG-MXNB170221G8AXEshapira22Aún no hay calificaciones
- PoesDocumento30 páginasPoesDISEÑOS DSM100% (2)
- Diseño de Equipos de Procesos de AlimentosDocumento19 páginasDiseño de Equipos de Procesos de AlimentosMatias Romo QuilodranAún no hay calificaciones
- Buenas Practicas de ManufacturaDocumento67 páginasBuenas Practicas de ManufacturaWendy Huebla100% (2)
- Seguridad en El TrabajoDocumento22 páginasSeguridad en El Trabajomauro andreAún no hay calificaciones
- LIMPIEZA Y DESINFECCION Industria AgroalimentariaDocumento56 páginasLIMPIEZA Y DESINFECCION Industria AgroalimentariaMI Abad LamasAún no hay calificaciones
- Comparto 'Pdf-Operaciones-Preliminares-Industria-En-La-Alimentaria' ContigoDocumento4 páginasComparto 'Pdf-Operaciones-Preliminares-Industria-En-La-Alimentaria' Contigoevelyn OrralaAún no hay calificaciones
- Cegial Sesion 03 Material de ClaseDocumento26 páginasCegial Sesion 03 Material de Clasewalter prado achahueAún no hay calificaciones
- Buenas Practicas de ManufacturaDocumento25 páginasBuenas Practicas de ManufacturaJavier Mauricio Posada CabreraAún no hay calificaciones
- BPM y POES 2023-IIDocumento58 páginasBPM y POES 2023-IIFERNANDO DE JESUS HERRERA VELASQUEZAún no hay calificaciones
- Charla Buenas Practicas de ManufacturaDocumento71 páginasCharla Buenas Practicas de ManufacturaLino CortésAún no hay calificaciones
- Buenas Practicas de ManufacturaDocumento30 páginasBuenas Practicas de ManufacturaNaik Escudero PeraltaAún no hay calificaciones
- Operaciones de Limpieza de Las Materias PrimasDocumento10 páginasOperaciones de Limpieza de Las Materias PrimasKenny SanchezAún no hay calificaciones
- Manual Del Saber 2023Documento27 páginasManual Del Saber 2023MANUEL OSORIOAún no hay calificaciones
- BPM - CapacitacionDocumento86 páginasBPM - Capacitacionfernando mirandaAún no hay calificaciones
- Diseño producto servicio EcocleanDocumento23 páginasDiseño producto servicio EcocleanAndrés HuertasAún no hay calificaciones
- ProcesosDocumento26 páginasProcesosrodolfoAún no hay calificaciones
- Inocuidadcadena AgroalimenDocumento56 páginasInocuidadcadena AgroalimenTomás Alonso Fadda GuerreroAún no hay calificaciones
- Manual de PoesDocumento20 páginasManual de Poesandrs130667% (3)
- Presentacion y Buenas Practicas de Manufactura 2012Documento60 páginasPresentacion y Buenas Practicas de Manufactura 2012Manuel Rivas YauceAún no hay calificaciones
- Poes Leche CondensadaDocumento7 páginasPoes Leche CondensadaaleeAún no hay calificaciones
- Buenas Practicas de Manufactura en Instalaciones Equipos y Utensilios PDFDocumento44 páginasBuenas Practicas de Manufactura en Instalaciones Equipos y Utensilios PDFMaria Isabel Arenas Muñoz100% (1)
- Clase 1c-Inocuidad-AgroindustriaDocumento30 páginasClase 1c-Inocuidad-AgroindustriaNicole Mercedes Chacon OnsyhuayAún no hay calificaciones
- Aplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0109De EverandAplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0109Aún no hay calificaciones
- UF0045 - Procesos de limpieza y puesta a punto de habitaciones y zonas comunes en alojamientosDe EverandUF0045 - Procesos de limpieza y puesta a punto de habitaciones y zonas comunes en alojamientosAún no hay calificaciones
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDe EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Aplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0208De EverandAplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0208Aún no hay calificaciones
- Respuestas 5 de EcologiaDocumento1 páginaRespuestas 5 de EcologiaDeivid Santiago Serna GomezAún no hay calificaciones
- Sistema de Gestión de Calidad ISO 9001Documento3 páginasSistema de Gestión de Calidad ISO 9001stev1990Aún no hay calificaciones
- Ensayo de LacteosDocumento4 páginasEnsayo de LacteosDeivid Santiago Serna GomezAún no hay calificaciones
- Filtración en TortaDocumento4 páginasFiltración en TortaDeivid Santiago Serna GomezAún no hay calificaciones
- Lab VinoDocumento19 páginasLab VinoDeivid Santiago Serna GomezAún no hay calificaciones
- Bioabono CIDIDocumento3 páginasBioabono CIDIDeivid Santiago Serna GomezAún no hay calificaciones
- Resumend e Ecologia XDXDDDDDDDDocumento2 páginasResumend e Ecologia XDXDDDDDDDDeivid Santiago Serna GomezAún no hay calificaciones
- Fisca ResonanciaDocumento1 páginaFisca ResonanciaDeivid Santiago Serna GomezAún no hay calificaciones
- Resumen de MercadoDocumento5 páginasResumen de MercadoDeivid Santiago Serna GomezAún no hay calificaciones
- Parcial 3 FinalDocumento2 páginasParcial 3 FinalDeivid Santiago Serna GomezAún no hay calificaciones
- Resumen de MercadoDocumento5 páginasResumen de MercadoDeivid Santiago Serna GomezAún no hay calificaciones
- Ciclos de RefrigeracionDocumento12 páginasCiclos de RefrigeracionDeivid Santiago Serna GomezAún no hay calificaciones
- PénduloDocumento6 páginasPénduloDeivid Santiago Serna GomezAún no hay calificaciones
- Informe de Lectura - Tabla WordDocumento2 páginasInforme de Lectura - Tabla WordDeivid Santiago Serna GomezAún no hay calificaciones
- Análisis Granulométrico Oper 1 Lab 4Documento17 páginasAnálisis Granulométrico Oper 1 Lab 4Deivid Santiago Serna GomezAún no hay calificaciones
- Agitacion Oper CDocumento13 páginasAgitacion Oper CDeivid Santiago Serna GomezAún no hay calificaciones
- Text UraDocumento9 páginasText UraDeivid Santiago Serna GomezAún no hay calificaciones
- Lab 4 Escala Hedonica y de ActitudDocumento8 páginasLab 4 Escala Hedonica y de ActitudDeivid Santiago Serna GomezAún no hay calificaciones
- Informe N7 QDADocumento10 páginasInforme N7 QDADeivid Santiago Serna GomezAún no hay calificaciones
- Determinación nitrógeno compostDocumento2 páginasDeterminación nitrógeno compostDeivid Santiago Serna GomezAún no hay calificaciones
- Manual de Planta PilotoDocumento49 páginasManual de Planta PilotoDeivid Santiago Serna Gomez50% (2)
- Norma Pra Realizar Articulos de Micro de AlimentosDocumento7 páginasNorma Pra Realizar Articulos de Micro de AlimentosMaydyth Berrocal CepedaAún no hay calificaciones
- Trabajo de Materias PrimasDocumento11 páginasTrabajo de Materias PrimasOrtega Martinez JohanithaAún no hay calificaciones
- Reglamento Grupo FDocumento3 páginasReglamento Grupo FDeivid Santiago Serna GomezAún no hay calificaciones
- Caso MetrobankDocumento1 páginaCaso MetrobankDeivid Santiago Serna GomezAún no hay calificaciones
- Comparacion Multiple y AnovaDocumento8 páginasComparacion Multiple y AnovaDeivid Santiago Serna GomezAún no hay calificaciones
- Clase 3 SensorialDocumento5 páginasClase 3 SensorialDeivid Santiago Serna GomezAún no hay calificaciones
- Calidad TallerDocumento4 páginasCalidad TallerDeivid Santiago Serna GomezAún no hay calificaciones
- Clase 1 Corte SensorialDocumento11 páginasClase 1 Corte SensorialDeivid Santiago Serna GomezAún no hay calificaciones
- Las Resistencias Transferenciales en La Terapia Analítica de Sigmund FreudDocumento17 páginasLas Resistencias Transferenciales en La Terapia Analítica de Sigmund FreudjuanpablovildosoAún no hay calificaciones
- Los Mandamientos Del Abogado Eduardo J CoutureDocumento61 páginasLos Mandamientos Del Abogado Eduardo J CoutureCarla Francisca Fuentes GonzalezAún no hay calificaciones
- Recetario SaludableDocumento12 páginasRecetario Saludablejhosep santiago saavedraAún no hay calificaciones
- Reporte Practica 4Documento3 páginasReporte Practica 4Bryan MirandaAún no hay calificaciones
- Estrategias y Actividades de MaternalDocumento70 páginasEstrategias y Actividades de MaternalSol ValentinAún no hay calificaciones
- Cuarto Diagnostico Modelo de EnfermeríaDocumento6 páginasCuarto Diagnostico Modelo de EnfermeríaSUSY SOLANGE CAROLYN FIESTAS ALACHEAún no hay calificaciones
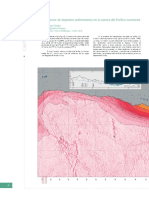
- 6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalDocumento2 páginas6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalGonzalo TampierAún no hay calificaciones
- Tipos de PavimentosDocumento95 páginasTipos de PavimentosAndrea AraujoAún no hay calificaciones
- Baja de luminarias, lámparas y fotocélulas usadasDocumento51 páginasBaja de luminarias, lámparas y fotocélulas usadasJhon RYAún no hay calificaciones
- Taller 26 Marzo PDFDocumento28 páginasTaller 26 Marzo PDFJose Alfredo Lozano ForeroAún no hay calificaciones
- Jonson Evinrude Piezas NumerosDocumento121 páginasJonson Evinrude Piezas NumerosAnonymous qqGw19Aún no hay calificaciones
- Aplicaciones de La ElectrostáticaDocumento5 páginasAplicaciones de La Electrostáticafdiaz_642417Aún no hay calificaciones
- PDF. Fundamentos Físicos y Equipos. Tema 20Documento12 páginasPDF. Fundamentos Físicos y Equipos. Tema 20celiaAún no hay calificaciones
- Speroni CM 45 2 HPDocumento2 páginasSperoni CM 45 2 HPWilliamAún no hay calificaciones
- Comunicación Efectiva - Tipo Desarrollo - PA01Documento7 páginasComunicación Efectiva - Tipo Desarrollo - PA01Solo DiosAún no hay calificaciones
- Análisis de Sangre de Frotis de Sangre PeriféricaDocumento3 páginasAnálisis de Sangre de Frotis de Sangre PeriféricaNaty RodriguezAún no hay calificaciones
- Guia Produccion de Imagenes DigitalesDocumento7 páginasGuia Produccion de Imagenes DigitalesYeffer tattooAún no hay calificaciones
- Grupo 3-Cuestionario1 Al 5Documento19 páginasGrupo 3-Cuestionario1 Al 5Josué AcostaAún no hay calificaciones
- TRIBOLOGIA Mecanica IndustrialDocumento84 páginasTRIBOLOGIA Mecanica Industrialbrayan ariasAún no hay calificaciones
- Actividad 4. Análisis de Video Águilas o GallinasDocumento4 páginasActividad 4. Análisis de Video Águilas o Gallinasmc22021Aún no hay calificaciones
- Teoria de RestriccionesDocumento22 páginasTeoria de RestriccionesMonica Lizbeth Chacon PrietoAún no hay calificaciones
- Norma Mexicana Prevención Incendios Centros TrabajoDocumento52 páginasNorma Mexicana Prevención Incendios Centros TrabajoEDUARDOAún no hay calificaciones
- Costos conjuntos y subproductosDocumento4 páginasCostos conjuntos y subproductosKaterin PradoAún no hay calificaciones
- Cambia tu vida con iadDocumento20 páginasCambia tu vida con iadPaúl GarcíaAún no hay calificaciones
- Diagrama Rígido y Configuracion Del Edificio en Planta y Elevacion - PPTXDocumento14 páginasDiagrama Rígido y Configuracion Del Edificio en Planta y Elevacion - PPTXMariano KRAún no hay calificaciones
- Leyes ponderales y estequiometría en químicaDocumento30 páginasLeyes ponderales y estequiometría en químicamarianaaguillonAún no hay calificaciones
- Ley de HookeDocumento9 páginasLey de HookeKEVIN DAVID UREÑA ESTUPIÑANAún no hay calificaciones
- 2 - Etapa - 3Documento35 páginas2 - Etapa - 3Juan David EcheverryAún no hay calificaciones
- Cartilla - Neurociencia - DEF CUIDADO CARIÑOSO Y SENSIBLEDocumento6 páginasCartilla - Neurociencia - DEF CUIDADO CARIÑOSO Y SENSIBLEDouglas Alexander Lopez PinedaAún no hay calificaciones
- Pro-Li-Eq-1-F21 Cartilla de Mantenimiento Preventivo 1000 Horas Motor Jumbo Dd321Documento6 páginasPro-Li-Eq-1-F21 Cartilla de Mantenimiento Preventivo 1000 Horas Motor Jumbo Dd321javierAún no hay calificaciones