También podría gustarte
- Ejemplo Hoja de Proceso-Torno-2-2010Documento4 páginasEjemplo Hoja de Proceso-Torno-2-2010Carolina Ramirez67% (3)
- Cortar eje roscado acero F-111Documento9 páginasCortar eje roscado acero F-111fcmecanic100% (1)
- Programación ISO para centros de mecanizado CNCDocumento91 páginasProgramación ISO para centros de mecanizado CNCangelyAún no hay calificaciones
- Ejercicio Hoja Proceso TornoDocumento2 páginasEjercicio Hoja Proceso TornoChichojefe PmcAún no hay calificaciones
- Los Diales en Maquinas HerramientasDocumento6 páginasLos Diales en Maquinas HerramientasCarlos Alberto Gomez Perez0% (1)
- Tiempos de MecanizadoDocumento21 páginasTiempos de Mecanizadotxarlitxan100% (3)
- Torno CNC - Prácticas - TodasDocumento19 páginasTorno CNC - Prácticas - TodasMarcoRubianoRey100% (1)
- Hoja de ProcesosDocumento4 páginasHoja de ProcesosCristian LudeñaAún no hay calificaciones
- FresadoDocumento119 páginasFresadoJosé Manuel Molina67% (3)
- Cabezales Divisores..Documento14 páginasCabezales Divisores..דזשהאָנני טאָנאַטאָ33% (3)
- Proyecto de Dibujo Mecanico - Segundo ParcialDocumento4 páginasProyecto de Dibujo Mecanico - Segundo ParcialXavier Mantilla MoránAún no hay calificaciones
- Prácticas 2°mecanizadoDocumento27 páginasPrácticas 2°mecanizadoFernando PachecoAún no hay calificaciones
- Ejercicios de Roscado PDFDocumento4 páginasEjercicios de Roscado PDFbelegFinrodAún no hay calificaciones
- Libro de CNCDocumento37 páginasLibro de CNCnandofff100% (1)
- Hoja de Proceso TornoDocumento5 páginasHoja de Proceso TornoFrancisco Javier Villate GaonaAún no hay calificaciones
- Fresadora Problemas PrototipoDocumento13 páginasFresadora Problemas PrototipoIvanSnikeAún no hay calificaciones
- Cabezal Divisor FresadoraDocumento10 páginasCabezal Divisor Fresadoraanon_666921458Aún no hay calificaciones
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocumento16 páginasManual de Programacion Torno CNC Con Fanuc Series 0iJubert Angelo Ramos Paredes100% (1)
- (2 Ejercicios de Taller)Documento16 páginas(2 Ejercicios de Taller)Instructor Nelson Diaz100% (1)
- FresadoraDocumento41 páginasFresadoraDavid Eq RAún no hay calificaciones
- DIVISION DIFERENCIAL Mecanica 3 PDFDocumento22 páginasDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaAún no hay calificaciones
- Tolerancias en Matriceria PDFDocumento3 páginasTolerancias en Matriceria PDFErregistroakegitekoAún no hay calificaciones
- Practicas Fresadora 1 de 2Documento40 páginasPracticas Fresadora 1 de 2profedemecanizadofp100% (5)
- Problemario de MecanizadoDocumento22 páginasProblemario de MecanizadoByan AcostaAún no hay calificaciones
- Taller de Mecanizado de Conos MPMDocumento8 páginasTaller de Mecanizado de Conos MPMMecanizado SenaAún no hay calificaciones
- Hoja de Proceso CNCDocumento4 páginasHoja de Proceso CNCAnonymous hTGKGfJDA100% (1)
- Examen Parcial - Caja NortonDocumento2 páginasExamen Parcial - Caja NortonCRILLOMARAún no hay calificaciones
- Planos Mecanicos de Un TornoDocumento23 páginasPlanos Mecanicos de Un TornoAlvaro Castillo60% (5)
- Hoja de Proceso MatrizDocumento2 páginasHoja de Proceso MatrizLeo FernándezAún no hay calificaciones
- Hoja de Procesos de TorneadoDocumento5 páginasHoja de Procesos de TorneadodricardocanAún no hay calificaciones
- Ejercicios de TornoDocumento7 páginasEjercicios de TornoYaritza Alberca PasaperaAún no hay calificaciones
- Ejercicios MecanizadoDocumento14 páginasEjercicios Mecanizadoromel_02_15100% (2)
- Hoja de ProcesosDocumento3 páginasHoja de ProcesosRuth Karen Vasquez Claros0% (1)
- Programación Mediante Manual Guide-IDocumento11 páginasProgramación Mediante Manual Guide-Idmg_pelon100% (2)
- Programación de Fresadora CONTROL HNCDocumento99 páginasProgramación de Fresadora CONTROL HNCDiego Fernando Cadena Arango0% (1)
- Hoja de Procesos MesaDocumento5 páginasHoja de Procesos MesaErika Katy Paredes100% (1)
- Fresadora 1Documento40 páginasFresadora 1María Fernanda Zapata Gonnella100% (3)
- Curso Básico de Fresadora CNCDocumento2 páginasCurso Básico de Fresadora CNCCarlos CiriacoAún no hay calificaciones
- Nonios de TornoDocumento2 páginasNonios de TornoRaul Noe NajeraAún no hay calificaciones
- Tiempos y Fzas RectificadoDocumento4 páginasTiempos y Fzas RectificadoPaquito Rodrigo100% (1)
- Practica - Torno Cnc-1Documento21 páginasPractica - Torno Cnc-1Anonymous D4PaiQJJMBAún no hay calificaciones
- TORNO Ejercicios ResueltosDocumento4 páginasTORNO Ejercicios ResueltosRolando NuteloAún no hay calificaciones
- Planos Matrices++Documento41 páginasPlanos Matrices++Suli ZgzAún no hay calificaciones
- Centro mecanizado Fanuc guiasDocumento32 páginasCentro mecanizado Fanuc guiasjeyson cleider chacon castilloAún no hay calificaciones
- Afilado de BurilDocumento9 páginasAfilado de BurilEmmanuelDavidDLAún no hay calificaciones
- Roscado en El TornoDocumento24 páginasRoscado en El Tornofusfernando67% (3)
- Hoja de Proceso 1Documento2 páginasHoja de Proceso 1manuelAún no hay calificaciones
- Fórmulas torno fresadoDocumento17 páginasFórmulas torno fresadoMarco Salinas67% (6)
- Roscas GEREALIDADESDocumento93 páginasRoscas GEREALIDADEScamaro666100% (4)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Potencia EfectivaDocumento21 páginasPotencia EfectivaHugo CedeñoAún no hay calificaciones
- S08.s2 - Fajas - Solucionario Ejercicio Faja PlanaDocumento1 páginaS08.s2 - Fajas - Solucionario Ejercicio Faja PlanaArlex AgurtoAún no hay calificaciones
- Ejercicios Mecanizado PDFDocumento14 páginasEjercicios Mecanizado PDFMario Alexander Roca Miguel86% (7)
- Full LimadoraDocumento37 páginasFull LimadoraJose Rueda100% (1)
- Unidad III Procesos de ConformadoDocumento139 páginasUnidad III Procesos de Conformadojesus rochinAún no hay calificaciones
- Taller3Documento8 páginasTaller3juan carlos galvez abantoAún no hay calificaciones
- Problemas Procesos de ManufacturaDocumento21 páginasProblemas Procesos de ManufacturaAndrea Ayón PAún no hay calificaciones
- 02 Especificaciones PDFDocumento18 páginas02 Especificaciones PDFelrudo11Aún no hay calificaciones
- Maquinados CeniceroDocumento25 páginasMaquinados CeniceroBraiton HarrisonAún no hay calificaciones
- MapaRiesgosSeñaleticaFábricaDocumento5 páginasMapaRiesgosSeñaleticaFábricaRonny Tony0% (1)
- MapaRiesgosSeñaleticaFábricaDocumento5 páginasMapaRiesgosSeñaleticaFábricaRonny Tony0% (1)
- Informe DistribucionMultinomialDocumento2 páginasInforme DistribucionMultinomialRonny TonyAún no hay calificaciones
- Enclavamientos PLCDocumento13 páginasEnclavamientos PLCRonny Tony0% (1)
- Registros Y ContadoresDocumento7 páginasRegistros Y ContadoresRonny TonyAún no hay calificaciones
- ModuloLCDDocumento11 páginasModuloLCDRonny TonyAún no hay calificaciones
- Informe 4Documento18 páginasInforme 4Ronny TonyAún no hay calificaciones
- Temporizadores PLCDocumento12 páginasTemporizadores PLCRonny TonyAún no hay calificaciones
- Obra de ArteDocumento1 páginaObra de ArteRonny TonyAún no hay calificaciones
- Cambio de aceite diferencial traseroDocumento7 páginasCambio de aceite diferencial traseroRonny TonyAún no hay calificaciones
- DecodificadoresDocumento4 páginasDecodificadoresRonny TonyAún no hay calificaciones
- Informe Cambio Sistema Diferencial DelanteroDocumento5 páginasInforme Cambio Sistema Diferencial DelanteroJosé CalderónAún no hay calificaciones
- Brida Componente Y FormatoDocumento2 páginasBrida Componente Y FormatoRonny TonyAún no hay calificaciones
- Informe Divisor de CorrienteDocumento4 páginasInforme Divisor de CorrienteRonny TonyAún no hay calificaciones
- Ciclo BraytonDocumento5 páginasCiclo BraytonRonny TonyAún no hay calificaciones
- Tabla Calorias AlimentosDocumento7 páginasTabla Calorias Alimentosstix6100% (1)
- Historia de PorscheDocumento10 páginasHistoria de PorscheRonny TonyAún no hay calificaciones
- Lab6 PracticaPuestaaPuntodeMotorDocumento8 páginasLab6 PracticaPuestaaPuntodeMotorRonny TonyAún no hay calificaciones
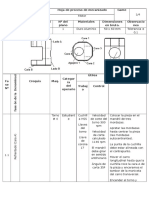
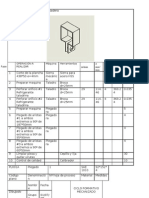
- Hoja de ProcesosDocumento9 páginasHoja de ProcesosRonny TonyAún no hay calificaciones
- Velocidad Del PistonDocumento6 páginasVelocidad Del PistonRonny TonyAún no hay calificaciones
- Diseño de sistema de levas y válvulas en CADDocumento5 páginasDiseño de sistema de levas y válvulas en CADRonny TonyAún no hay calificaciones
- MapaRiesgosSeñaleticaFábricaDocumento5 páginasMapaRiesgosSeñaleticaFábricaRonny Tony0% (1)
- Obra de ArteDocumento1 páginaObra de ArteRonny TonyAún no hay calificaciones
- Flujo IrrotacionalDocumento2 páginasFlujo IrrotacionalRonny TonyAún no hay calificaciones
- Informe MotoresDocumento3 páginasInforme MotoresRonny TonyAún no hay calificaciones
- Ensamble triciclo militarDocumento1 páginaEnsamble triciclo militarRonny TonyAún no hay calificaciones
- Lab6 PracticaPuestaaPuntodeMotorDocumento8 páginasLab6 PracticaPuestaaPuntodeMotorRonny TonyAún no hay calificaciones
- Lab8 MultimetroDocumento8 páginasLab8 MultimetroRonny TonyAún no hay calificaciones
- Lab6 PracticaPuestaaPuntodeMotorDocumento8 páginasLab6 PracticaPuestaaPuntodeMotorRonny TonyAún no hay calificaciones
- Power de Nitrato de SodioDocumento13 páginasPower de Nitrato de SodioDaniel CruzAún no hay calificaciones
- Soldadura de platinasDocumento11 páginasSoldadura de platinasJUAN PABLO POSTIGLIONI CANALAún no hay calificaciones
- Practica de Morteros PDFDocumento20 páginasPractica de Morteros PDFManuel LayzaAún no hay calificaciones
- Fabricacin de Moldes de Yeso para Colaje deDocumento18 páginasFabricacin de Moldes de Yeso para Colaje dePiero Sanchez Santa Cruz100% (1)
- Sold. Oxiacetilénica y Arco Electrico S-1 (202320)Documento57 páginasSold. Oxiacetilénica y Arco Electrico S-1 (202320)E.jhon GutiérrezAún no hay calificaciones
- Construcción de pistas y veredas en el Jr. Mariano SolisDocumento12 páginasConstrucción de pistas y veredas en el Jr. Mariano SolisLiz Ameli Acosta YarangaAún no hay calificaciones
- Tipos de AlicatesDocumento4 páginasTipos de AlicatesGeraldine CastleAún no hay calificaciones
- Domo PDFDocumento2 páginasDomo PDFAdrián AvaroAún no hay calificaciones
- Flyer Malla AntipájaroDocumento3 páginasFlyer Malla AntipájaroJuani RibeckyAún no hay calificaciones
- Métodos Simplificados, Admitidos para El Cálculo de Las Estructuras MetálicasDocumento20 páginasMétodos Simplificados, Admitidos para El Cálculo de Las Estructuras MetálicasAldo Nilton CamposAún no hay calificaciones
- Coflex MangueraDocumento2 páginasCoflex MangueraOsvaldo MaciasAún no hay calificaciones
- Flexible Partial DenturesDocumento5 páginasFlexible Partial DentureslolysmakeupAún no hay calificaciones
- Ácido Clorhídrico (Trabajo de Exposicion) Ppt-1Documento36 páginasÁcido Clorhídrico (Trabajo de Exposicion) Ppt-1Luis Enrique Gómez Clavijo0% (1)
- Alcantarillado Villa Los Alpes - Proactiva 2 1Documento10 páginasAlcantarillado Villa Los Alpes - Proactiva 2 1dayana marriagaAún no hay calificaciones
- Fases InmisciblesDocumento3 páginasFases InmisciblesLÁZARO LAYME REYMUNDOAún no hay calificaciones
- Proyecto de Briquetas Concluido - ImprimirDocumento32 páginasProyecto de Briquetas Concluido - ImprimirorwinAún no hay calificaciones
- Derecho Aduanero Frente A La GlobalizacionDocumento35 páginasDerecho Aduanero Frente A La GlobalizacionMonje AlexanderAún no hay calificaciones
- Riesgos químicos y tecnológicos: clasificación y prevenciónDocumento6 páginasRiesgos químicos y tecnológicos: clasificación y prevenciónMonica Katerine GARCIA CASTILLOAún no hay calificaciones
- PROPUESTA REFERENTE TEÓRICO PRÁCTICO INDUSTRIAL ELECTRICIDAD y ELECTRÓNICADocumento6 páginasPROPUESTA REFERENTE TEÓRICO PRÁCTICO INDUSTRIAL ELECTRICIDAD y ELECTRÓNICAJesusObrero EvaluacionAún no hay calificaciones
- Proceso de Obtencion Del CromoDocumento11 páginasProceso de Obtencion Del CromoMiguel Angel Lòpez100% (3)
- CATÁLOGO MICROCEMENTO - 38Documento11 páginasCATÁLOGO MICROCEMENTO - 38Nick Solorzano GarciaAún no hay calificaciones
- 1.-Sist. de AlcantarilladoDocumento2 páginas1.-Sist. de AlcantarilladoRomel Hilasaca ArapaAún no hay calificaciones
- 202 1024 Panty Victoria Encaje Atrás PDFDocumento8 páginas202 1024 Panty Victoria Encaje Atrás PDFvanessaAún no hay calificaciones
- Analisis de Costos UnitariosDocumento9 páginasAnalisis de Costos UnitariosJHON KCOMTAún no hay calificaciones
- Husillo de BolasDocumento6 páginasHusillo de Bolascimeries weesAún no hay calificaciones
- UntitledDocumento4 páginasUntitledYahmi Soo HanAún no hay calificaciones
- APAREJODocumento1 páginaAPAREJORamonAún no hay calificaciones
- Perfiles Estructurales de AceroDocumento21 páginasPerfiles Estructurales de AceroJesús Rodrigo Rayón ValenciaAún no hay calificaciones
- Informe de DrywallDocumento14 páginasInforme de DrywalljimmyjuniorhuaycamachistamaAún no hay calificaciones
- I+d-P-231 Remachado de Estructuras de Materiales Compuestos de Fibra de CarbonoDocumento34 páginasI+d-P-231 Remachado de Estructuras de Materiales Compuestos de Fibra de Carbonousoalestis100% (4)