También podría gustarte
- Manual Sistemas CAM CNC 2010Documento42 páginasManual Sistemas CAM CNC 2010Lazaro Jose100% (1)
- Manual de CNCDocumento60 páginasManual de CNCMaclovio Hernández Jesús Elias100% (1)
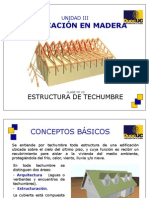
- Estructura de techumbre en maderaDocumento41 páginasEstructura de techumbre en maderaXimena BarreraAún no hay calificaciones
- Manual Torno CNC Dyna 3300bDocumento50 páginasManual Torno CNC Dyna 3300bJoel OchoaAún no hay calificaciones
- Codigos G - M CNCDocumento6 páginasCodigos G - M CNCyoucobaAún no hay calificaciones
- Funcion GDocumento10 páginasFuncion GwrdnAún no hay calificaciones
- Diseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Documento225 páginasDiseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Alberto Luna0% (1)
- Programación ParamétricaDocumento24 páginasProgramación Paramétricajc7024Aún no hay calificaciones
- Manual Torno HNC 21TDocumento46 páginasManual Torno HNC 21Tivan100% (1)
- Práctica TORNODocumento30 páginasPráctica TORNOCarlos Fdez100% (1)
- CNC FresaDocumento31 páginasCNC FresaaamarosaAún no hay calificaciones
- Programación FADALDocumento14 páginasProgramación FADALDiego Fernando Cadena ArangoAún no hay calificaciones
- Plan de Trabajo de Comunicacion de Las Vacaciones Utiles 2021 - Docente Hans LeonDocumento4 páginasPlan de Trabajo de Comunicacion de Las Vacaciones Utiles 2021 - Docente Hans LeonTeo LC0% (1)
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Comandos CNCDocumento5 páginasComandos CNCMaríaJoséCamposeco100% (1)
- Centro de maquinado CNCDocumento121 páginasCentro de maquinado CNCTamez Viera Roberto0% (1)
- Valores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncDocumento11 páginasValores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncMaribel Caricari ZuritaAún no hay calificaciones
- Divisibilidad y múltiplos en los enterosDocumento64 páginasDivisibilidad y múltiplos en los enterosFRANAún no hay calificaciones
- Apuntes Control Fagor 8055Documento27 páginasApuntes Control Fagor 8055Bruno Andres AlistersAún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- CONSTANT, Benjamín, Curso de Política Constitucional (1819), Pp. 1-16Documento10 páginasCONSTANT, Benjamín, Curso de Política Constitucional (1819), Pp. 1-16andresabelrAún no hay calificaciones
- 3b Torno CNCDocumento35 páginas3b Torno CNCJuanAntonioSilvaHipólitoAún no hay calificaciones
- Mecanizado Multiaxis 4 Ejes Simultaneos Con MastercamDocumento22 páginasMecanizado Multiaxis 4 Ejes Simultaneos Con MastercamIsacCoaritaCasaniAún no hay calificaciones
- (Muy Bueno) FI Manual Torno CNC Ual 2012 2013Documento42 páginas(Muy Bueno) FI Manual Torno CNC Ual 2012 2013Linux ManAún no hay calificaciones
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 páginasCódigos de Programación de Máquinas Herramientas CNCGerardo DiazAún no hay calificaciones
- CNC: Control Numérico ComputarizadoDocumento11 páginasCNC: Control Numérico ComputarizadoAlejandra LimaAún no hay calificaciones
- Ciclos Cajeado PDFDocumento11 páginasCiclos Cajeado PDFCarlos Tablet100% (1)
- Codigos CNCDocumento13 páginasCodigos CNCJonathanRamirezRamirAún no hay calificaciones
- Calculos de Fresado de Piezas PDFDocumento35 páginasCalculos de Fresado de Piezas PDFRichard ArizagaAún no hay calificaciones
- 2.3 Captura de Un Programa CNC.Documento6 páginas2.3 Captura de Un Programa CNC.Cesar OmarAún no hay calificaciones
- Manual de Operacion CNCDocumento14 páginasManual de Operacion CNCJosue Castaño ArriagaAún no hay calificaciones
- Diseño, Programación, y Manufactura de Equipos CNCDocumento24 páginasDiseño, Programación, y Manufactura de Equipos CNCAndyAún no hay calificaciones
- Fórmulas y Definiciones en Torneado General SANDVIK WORDDocumento21 páginasFórmulas y Definiciones en Torneado General SANDVIK WORDEDWIN FERRER SUCASACA AMBROCIOAún no hay calificaciones
- Manual de códigos CNC Haas VF 2015Documento67 páginasManual de códigos CNC Haas VF 2015Alberto RomeroAún no hay calificaciones
- Programacion CNCDocumento25 páginasProgramacion CNCOmar BarrionuevoAún no hay calificaciones
- Manual Parte 1Documento78 páginasManual Parte 1Anonymous UkE9I0uh63% (8)
- Codigo G CNCDocumento2 páginasCodigo G CNCCar Jav Esp100% (1)
- CNC Máquinas ComparaciónDocumento10 páginasCNC Máquinas ComparaciónJoan GarciaAún no hay calificaciones
- Codigo M y G CNCDocumento4 páginasCodigo M y G CNCJORGE ALEJANDRO RAMIREZ AQUINO100% (1)
- Programacion CNCDocumento5 páginasProgramacion CNCSebastian Carvajal ClavijoAún no hay calificaciones
- Cuadernillo de Practicas de C.N.C.Documento134 páginasCuadernillo de Practicas de C.N.C.Missa PérezAún no hay calificaciones
- Resúmen Programación CNCDocumento8 páginasResúmen Programación CNCMAXMONTANIAún no hay calificaciones
- Man 8060 8065 8070 Simul InstDocumento54 páginasMan 8060 8065 8070 Simul Insthank_scorpioAún no hay calificaciones
- Estandarizacion de Placas y Porta-HerramientasDocumento6 páginasEstandarizacion de Placas y Porta-HerramientasLex ViracochaAún no hay calificaciones
- TORNO CNC ContinentalDocumento89 páginasTORNO CNC ContinentalAnonymous XIxI9YugNhAún no hay calificaciones
- Superficies CNCDocumento489 páginasSuperficies CNCDanCha100% (1)
- GD&T: Tolerancias geométricas y dimensionalesDocumento16 páginasGD&T: Tolerancias geométricas y dimensionalesEdson MarquezAún no hay calificaciones
- Curso Programación Fanuc para Puma 240Documento40 páginasCurso Programación Fanuc para Puma 240Carlos CasAún no hay calificaciones
- Manual CNC PDFDocumento80 páginasManual CNC PDFAdrian Vargas SanchezAún no hay calificaciones
- Generación de programas CNC para piezas mecánicasDocumento14 páginasGeneración de programas CNC para piezas mecánicasEleazar DominguezAún no hay calificaciones
- Programacion Torno CNC Fagor 8051Documento77 páginasProgramacion Torno CNC Fagor 8051Ju CaAún no hay calificaciones
- Manual de programación torno CNCDocumento12 páginasManual de programación torno CNCEduardo QuiñonesAún no hay calificaciones
- Programación en CNC en Base A CAD y CAMDocumento13 páginasProgramación en CNC en Base A CAD y CAMJose Fernandez100% (1)
- CNC 1-Unidad 2Documento56 páginasCNC 1-Unidad 2Wuicho ArzateAún no hay calificaciones
- Presentacion WinunisoftDocumento26 páginasPresentacion WinunisoftDanii PalaciosAún no hay calificaciones
- Winunisoft 3.4Documento18 páginasWinunisoft 3.4Cristian GomezAún no hay calificaciones
- 02 Cnc20torno r4Documento69 páginas02 Cnc20torno r4Guillermo RamirezAún no hay calificaciones
- 2 - Ajustes y ToleranciasDocumento36 páginas2 - Ajustes y Toleranciaschicho6404100% (1)
- Comandos de Programación G para Un Centro de Maquinado CHEVALIERDocumento1 páginaComandos de Programación G para Un Centro de Maquinado CHEVALIERmarcos yakuvet garciaAún no hay calificaciones
- Software CAM - MastercamDocumento36 páginasSoftware CAM - Mastercammax_gonzález_8Aún no hay calificaciones
- Codigo CNCDocumento7 páginasCodigo CNCRisotto RancheroAún no hay calificaciones
- Codigos G y MDocumento7 páginasCodigos G y MEma Rangel EstradaAún no hay calificaciones
- Comandos G Y M, para Utilizar en CNCDocumento11 páginasComandos G Y M, para Utilizar en CNCMax ID0% (1)
- PROGRAMACION MANUAL O ESTRUCTURADA CENTRO DE MECANIZADO CNCDocumento20 páginasPROGRAMACION MANUAL O ESTRUCTURADA CENTRO DE MECANIZADO CNCFidel PanjojAún no hay calificaciones
- Currículum diseñador gráfico Héctor LópezDocumento12 páginasCurrículum diseñador gráfico Héctor LópezHector SanAún no hay calificaciones
- CMM Principios y PracticasDocumento13 páginasCMM Principios y PracticassethasgAún no hay calificaciones
- MATRIZDocumento2 páginasMATRIZJosé Miguel Gonzalez PihuaveAún no hay calificaciones
- REGAL®R&ODocumento2 páginasREGAL®R&OAngello L GcAún no hay calificaciones
- b34403899 PDFDocumento254 páginasb34403899 PDFrobert_cruz_54Aún no hay calificaciones
- Competencias Profesionales Del Psicologo EducativoDocumento2 páginasCompetencias Profesionales Del Psicologo EducativoAntonio CoronaAún no hay calificaciones
- Bipolaridad WordDocumento17 páginasBipolaridad WordOlga SosaAún no hay calificaciones
- Ejerciciosresueltosdesuelos IIDocumento5 páginasEjerciciosresueltosdesuelos IIJose Francisco Muñoz TarazonaAún no hay calificaciones
- Entretextos72006 PDFDocumento135 páginasEntretextos72006 PDFMarco A. RamírezAún no hay calificaciones
- Examen Estadistica AplicadaDocumento8 páginasExamen Estadistica Aplicadaluis gustavo espada rodriguezAún no hay calificaciones
- Electricidad y MagnetismoDocumento60 páginasElectricidad y MagnetismoYesica CerónAún no hay calificaciones
- Rúbrica de La Tarea Académica 1 - 2018-3Documento1 páginaRúbrica de La Tarea Académica 1 - 2018-3Anonymous P39JBwAún no hay calificaciones
- Planeacion 2Documento69 páginasPlaneacion 2Myriam Gabriela Aguilera ZertucheAún no hay calificaciones
- Función Polinómica de Grado 2Documento4 páginasFunción Polinómica de Grado 2balcucho616563100% (3)
- Altimetría IGAC-FundaciónDocumento10 páginasAltimetría IGAC-FundaciónDorianRodriguezGonzalezAún no hay calificaciones
- Controladora Robolab LegoDocumento23 páginasControladora Robolab LegochelvoAún no hay calificaciones
- Unidad II Semana 4Documento24 páginasUnidad II Semana 4Michelle M. DamianoAún no hay calificaciones
- Marco TeoricoDocumento3 páginasMarco TeoricoroyerAún no hay calificaciones
- Maltrato InfantilDocumento24 páginasMaltrato InfantilgusgusleonzaAún no hay calificaciones
- Árboles de decisión y matrices de pagoDocumento33 páginasÁrboles de decisión y matrices de pagojose ramon melenciano britoAún no hay calificaciones
- Evaluacion Etica Sexto y Valores Sexto GradoDocumento2 páginasEvaluacion Etica Sexto y Valores Sexto GradoJose DiazAún no hay calificaciones
- Proyecto Específico de Escuela para Padres..Documento3 páginasProyecto Específico de Escuela para Padres..Monica GomezAún no hay calificaciones
- Probabilidad y EstadísticaDocumento69 páginasProbabilidad y EstadísticaAldo GonzalezAún no hay calificaciones
- Calculo de Oleaje Embalse ProfundoDocumento7 páginasCalculo de Oleaje Embalse ProfundoFlorchu Ruiz DiazAún no hay calificaciones
- Desmpeño Docente Semana 5Documento2 páginasDesmpeño Docente Semana 5Amasifuen Espinoza Carlos RobertoAún no hay calificaciones