También podría gustarte
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Literature Reviewof Poly Lactic AcidDocumento23 páginasLiterature Reviewof Poly Lactic AcidSamirisAún no hay calificaciones
- Script For Agriculture TeamDocumento3 páginasScript For Agriculture TeamauliaAún no hay calificaciones
- Gene Xpert FinalDocumento10 páginasGene Xpert FinalQaiser ZamanAún no hay calificaciones
- Auxiliary: Product ListDocumento7 páginasAuxiliary: Product ListNguyễn Huy CườngAún no hay calificaciones
- Narayana - 20!06!2022 - Outgoing SR - Jee Main Model Gtm-15 - SolDocumento18 páginasNarayana - 20!06!2022 - Outgoing SR - Jee Main Model Gtm-15 - SolShreyas VedantiAún no hay calificaciones
- Extrusion ValidationDocumento5 páginasExtrusion ValidationIlayaraja BoopathyAún no hay calificaciones
- 19.8 Reduction of Aldehydes and Ketones To Alcohols: Cyclobutanone Lithium Aluminum Hydride CyclobutanolDocumento5 páginas19.8 Reduction of Aldehydes and Ketones To Alcohols: Cyclobutanone Lithium Aluminum Hydride CyclobutanolHimanshu Panchal100% (1)
- Baze de Supozitor PDFDocumento6 páginasBaze de Supozitor PDFLucescu GiuliaAún no hay calificaciones
- Fruit and Vegetable Waste: Bioactive Compounds, Their Extraction, and Possible UtilizationDocumento20 páginasFruit and Vegetable Waste: Bioactive Compounds, Their Extraction, and Possible UtilizationKrishi AgricultureAún no hay calificaciones
- BIOMOLECULES Ncert Class 12 Most Important QuestionsDocumento6 páginasBIOMOLECULES Ncert Class 12 Most Important QuestionsRamAún no hay calificaciones
- Analysis of Milk: Under The Guidence ofDocumento16 páginasAnalysis of Milk: Under The Guidence ofK Rajesh BabuAún no hay calificaciones
- 8 2 Introduction To Biodiesel ProductionDocumento7 páginas8 2 Introduction To Biodiesel ProductionshawonscribdAún no hay calificaciones
- The Chemistry of Ketone Resins and The Synthesis of A Derivative With Increased Stabilityand FlexibilityDocumento12 páginasThe Chemistry of Ketone Resins and The Synthesis of A Derivative With Increased Stabilityand FlexibilityNatasa IlicAún no hay calificaciones
- Session - 5 Introduction and Classification of ProteinsDocumento19 páginasSession - 5 Introduction and Classification of ProteinsNAVEEN KUMARAún no hay calificaciones
- The Effect of Hydrogen Peroxide Concentration and Bleaching Process Time On The Characteristics of Coconut Fib Cellulose (Cocos Nucifera L.)Documento11 páginasThe Effect of Hydrogen Peroxide Concentration and Bleaching Process Time On The Characteristics of Coconut Fib Cellulose (Cocos Nucifera L.)Audhea Yolandha KaniaAún no hay calificaciones
- Wood Plastic CompositesDocumento12 páginasWood Plastic CompositesMadhusudhan SrinivasAún no hay calificaciones
- Lesson-16 Procedures For DNA RAN and Mitochondria DemonstrationDocumento6 páginasLesson-16 Procedures For DNA RAN and Mitochondria DemonstrationSasa AbassAún no hay calificaciones
- A Review On Advanced Oxidation Processes For The Removal of Taste and Odor Compounds From Aqueous Media PDFDocumento20 páginasA Review On Advanced Oxidation Processes For The Removal of Taste and Odor Compounds From Aqueous Media PDFjose e. floresAún no hay calificaciones
- Crosslinking Reagents Handbook PDFDocumento56 páginasCrosslinking Reagents Handbook PDFAlexandraPatricheAún no hay calificaciones
- Cebu Doctors BiochemistryDocumento9 páginasCebu Doctors BiochemistryVince Cabahug100% (1)
- 1-S2.0-S2772416622000225-Main ReviewDocumento18 páginas1-S2.0-S2772416622000225-Main Reviewrevolvevijaya123Aún no hay calificaciones
- Experiment 3Documento3 páginasExperiment 3Laura Maria Segundo100% (1)
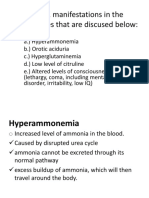
- Explain The Ff. Manifestations in The Different Cases That Are Discused BelowDocumento29 páginasExplain The Ff. Manifestations in The Different Cases That Are Discused BelowRodel Paulo Tangunan GarciaAún no hay calificaciones
- ADEKA Surfactants-productsList 1111 PDFDocumento16 páginasADEKA Surfactants-productsList 1111 PDFichsanAún no hay calificaciones
- Brief History Cytology Hierarchy of Structural Organization - Cell Structure - MitosisDocumento52 páginasBrief History Cytology Hierarchy of Structural Organization - Cell Structure - MitosisPJ PomarAún no hay calificaciones
- Unit 4 EqulibriaDocumento2 páginasUnit 4 EqulibriaSahanNivanthaAún no hay calificaciones
- Lupin Seminar 1Documento40 páginasLupin Seminar 1Abraha Abadi100% (1)
- Dye Bath LubricantsDocumento23 páginasDye Bath Lubricantshuerta_antonio1181100% (1)
- MULCHINGDocumento38 páginasMULCHINGmarcos tadlan100% (1)
- Diasys Price Details For Bhrungi Hospital HyderabadDocumento4 páginasDiasys Price Details For Bhrungi Hospital HyderabadSandeep BellapuAún no hay calificaciones