También podría gustarte
- Actividad2 Hector CarreñoDocumento5 páginasActividad2 Hector Carreñosandy espitiaAún no hay calificaciones
- Cuadro Comparativo Actividad 1.2Documento19 páginasCuadro Comparativo Actividad 1.2AMPAROAún no hay calificaciones
- Entrega Final Poli ProcesosDocumento4 páginasEntrega Final Poli Procesosjeison beltranAún no hay calificaciones
- Tema I La Calidad Estrategia Administrativa de Los NegociosDocumento7 páginasTema I La Calidad Estrategia Administrativa de Los NegociosluisaAún no hay calificaciones
- Solucion Del Taller 2Documento7 páginasSolucion Del Taller 2ginaoascanio21Aún no hay calificaciones
- Caso ElecttomaxDocumento9 páginasCaso Electtomaxluis.garcia0416Aún no hay calificaciones
- Trabajo 4 Grupal Sistema AgroindustrialDocumento11 páginasTrabajo 4 Grupal Sistema AgroindustrialAlejandro MoralesAún no hay calificaciones
- Actividad ColaborativaDocumento11 páginasActividad Colaborativadilce ariasAún no hay calificaciones
- Control de CalidadDocumento7 páginasControl de CalidadIvan JoseAún no hay calificaciones
- T2 Gurús de La CalidadDocumento33 páginasT2 Gurús de La CalidadIsa DelmorAún no hay calificaciones
- Col0041544 2015 2 IiDocumento14 páginasCol0041544 2015 2 Iileider palaciosAún no hay calificaciones
- Análisis de Implementacion de Buenas Practicas de Manufactura (BPMM) para El Desarrollo de Las Exportaciones A Belgica en Una Mype Textil, ArequipaDocumento31 páginasAnálisis de Implementacion de Buenas Practicas de Manufactura (BPMM) para El Desarrollo de Las Exportaciones A Belgica en Una Mype Textil, ArequipaGabriel FernandoAún no hay calificaciones
- Actividad 2.1Documento9 páginasActividad 2.1silviairetaAún no hay calificaciones
- Kaizen La Mejora Continua Aplicada en La CalidadDocumento6 páginasKaizen La Mejora Continua Aplicada en La CalidadJac Casillas VegaAún no hay calificaciones
- Aca 1 Gestion de Calidad CunDocumento6 páginasAca 1 Gestion de Calidad CunDAYLEE IVONNE VALENCIA CORDOBAAún no hay calificaciones
- Gestión de Calidad Total y Calidad Enfocada Al ClienteDocumento3 páginasGestión de Calidad Total y Calidad Enfocada Al ClienteJ Esteban Copara HerreraAún no hay calificaciones
- Dinor Eirl Calidad TotalDocumento16 páginasDinor Eirl Calidad TotalCésar Pasapera BurgosAún no hay calificaciones
- Creacion de Ventaja Competitiva Mediante Una Estrategia FuncionalDocumento46 páginasCreacion de Ventaja Competitiva Mediante Una Estrategia FuncionalReyner RmrAún no hay calificaciones
- Método Jidoka: Control y Mejora de La Calidad de Los ProcesosDocumento6 páginasMétodo Jidoka: Control y Mejora de La Calidad de Los ProcesosMitchell HernandezAún no hay calificaciones
- Taller 1-Estrategias para El Sistema de ManufacturaDocumento8 páginasTaller 1-Estrategias para El Sistema de ManufacturaNatalia Tilano PemberthyAún no hay calificaciones
- Administración de La Calidad TotalDocumento14 páginasAdministración de La Calidad TotalJesus LumbreAún no hay calificaciones
- Deming y la mejora continua enDocumento20 páginasDeming y la mejora continua enEfrain Negrete PinedaAún no hay calificaciones
- Tercera Evaluación Parcial EscritaDocumento5 páginasTercera Evaluación Parcial EscritaRocíoAún no hay calificaciones
- Las Seis Generaciones de La Calidad Total - Burbano Pogo Mayra Alejandra - Grupo 4Documento14 páginasLas Seis Generaciones de La Calidad Total - Burbano Pogo Mayra Alejandra - Grupo 4XAVIER100% (1)
- Mejoras en La Calidad y ProductividadDocumento4 páginasMejoras en La Calidad y ProductividadederAún no hay calificaciones
- Nuevos enfoques de la cadena de suministroDocumento19 páginasNuevos enfoques de la cadena de suministrokristian sanchez santistebanAún no hay calificaciones
- Eje 2 Gestion de OpeDocumento9 páginasEje 2 Gestion de OpeDaniela CastilloAún no hay calificaciones
- Proyecto Calidad, Grupo 6Documento6 páginasProyecto Calidad, Grupo 6Gustavo ZeaAún no hay calificaciones
- Gcap U1 Atr VigmDocumento4 páginasGcap U1 Atr VigmVictoriaAún no hay calificaciones
- Filosofias Contemporaneas de La AdministraciónDocumento3 páginasFilosofias Contemporaneas de La AdministraciónMiguel CastilloAún no hay calificaciones
- TF - Grupo 2 GIGDocumento18 páginasTF - Grupo 2 GIGconnie jaraAún no hay calificaciones
- Gestion de La Calidad JuranDocumento11 páginasGestion de La Calidad JuranTAREAS VIRTUALES UPNAún no hay calificaciones
- Entrega 1 Costos y Presupuestos (B03) Sub 13Documento9 páginasEntrega 1 Costos y Presupuestos (B03) Sub 13esmeralda moriano riascosAún no hay calificaciones
- Trabajo Colaborativo Gestion de CalidadDocumento2 páginasTrabajo Colaborativo Gestion de CalidadAmada YáñezAún no hay calificaciones
- Vsm-Bombons Franco-GarcíaDocumento5 páginasVsm-Bombons Franco-GarcíaMarco Joaquin Guaigua BucheliAún no hay calificaciones
- Unidad 3 Paso 4 GrupalDocumento30 páginasUnidad 3 Paso 4 GrupaljoinnnerAún no hay calificaciones
- Modelos gerenciales comparadosDocumento10 páginasModelos gerenciales comparadosJavier LagunaAún no hay calificaciones
- La Gestion Por ProcesosDocumento8 páginasLa Gestion Por ProcesosMario AvendañoAún no hay calificaciones
- Lean Manufacturing Denissa GalindoDocumento3 páginasLean Manufacturing Denissa GalindoDenissa Alejandra Galindo GuerequeAún no hay calificaciones
- Benchmarking sobre calidad en salud UNAS-PGDocumento47 páginasBenchmarking sobre calidad en salud UNAS-PGLESLY MELINA QUISPE GARROAún no hay calificaciones
- Proceso ISO 9000:2000Documento15 páginasProceso ISO 9000:2000Edgar DuarteAún no hay calificaciones
- Estudio del sistema de producción de carritos de comprasDocumento5 páginasEstudio del sistema de producción de carritos de comprasjoseAún no hay calificaciones
- Sem3 - Ishikawa, Taguchi y FeigenbaumDocumento7 páginasSem3 - Ishikawa, Taguchi y FeigenbaumOscar huamani romeroAún no hay calificaciones
- PLANIFICACIÓN GENERAL - Clase 1Documento86 páginasPLANIFICACIÓN GENERAL - Clase 1paAún no hay calificaciones
- Semana 8Documento17 páginasSemana 8Oscar CalaguaAún no hay calificaciones
- Calidad Eje 2-1Documento17 páginasCalidad Eje 2-1Yarihet OlarteAún no hay calificaciones
- Aplicación Seis Sigma en Caso EjemploDocumento6 páginasAplicación Seis Sigma en Caso EjemploRobert YeverAún no hay calificaciones
- Gestion de CalidadDocumento9 páginasGestion de CalidadMARIA JOSE GARDEA ACOSTAAún no hay calificaciones
- Fundamentos LEANDocumento18 páginasFundamentos LEANIsaac AlarconAún no hay calificaciones
- Caso MOBEL COVIDDocumento7 páginasCaso MOBEL COVIDcarolinamejialievanoAún no hay calificaciones
- Temas de Reflexio N Presupuesto IIDocumento2 páginasTemas de Reflexio N Presupuesto IILaurita Artunduaga OtavoAún no hay calificaciones
- Articulo Proyecto de Grado Lean Six-Sigma PanaderíaDocumento8 páginasArticulo Proyecto de Grado Lean Six-Sigma PanaderíaLuis Felipe Murillo SinningAún no hay calificaciones
- Productividad y Calidad 1Documento14 páginasProductividad y Calidad 1Hector AriasAún no hay calificaciones
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDe EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Resumen de Transformando la cadena de suministro de Reuben E. Slone, J. Paul Dittmann y John T. MentzerDe EverandResumen de Transformando la cadena de suministro de Reuben E. Slone, J. Paul Dittmann y John T. MentzerAún no hay calificaciones
- Resumen de Technology Scorecards de Sam BansalDe EverandResumen de Technology Scorecards de Sam BansalAún no hay calificaciones
- Resumen de Leading Manufacturing Excellence de Patricia E. MoodyDe EverandResumen de Leading Manufacturing Excellence de Patricia E. MoodyAún no hay calificaciones
- Resumen de Managing the Design Factory de Donald G. ReinertsenDe EverandResumen de Managing the Design Factory de Donald G. ReinertsenAún no hay calificaciones
- Gestión de la calidad. Hacia un modelo integrado de estándares.De EverandGestión de la calidad. Hacia un modelo integrado de estándares.Aún no hay calificaciones
- 5.ventajas de Los Edificios de Uno y Varios PisosDocumento20 páginas5.ventajas de Los Edificios de Uno y Varios Pisosjuan arevalo50% (2)
- MantenimientoDocumento11 páginasMantenimientojuan arevaloAún no hay calificaciones
- 7.DISEñO DE LA PLANTADocumento18 páginas7.DISEñO DE LA PLANTAjuan arevaloAún no hay calificaciones
- Guia de Regreso PaulatinoDocumento24 páginasGuia de Regreso Paulatinojuan arevaloAún no hay calificaciones
- Test de Diagnóstico de Instrumentación IndustrialDocumento1 páginaTest de Diagnóstico de Instrumentación Industrialjuan arevaloAún no hay calificaciones
- Proceso de evaluación y decisión de ubicaciónDocumento3 páginasProceso de evaluación y decisión de ubicaciónjuan arevaloAún no hay calificaciones
- Ejercicios Por Resolver (Dca)Documento2 páginasEjercicios Por Resolver (Dca)juan arevaloAún no hay calificaciones
- 8.2 Redactar Politcia CalidadDocumento14 páginas8.2 Redactar Politcia CalidadJonathan VillacresAún no hay calificaciones
- 5.SELECCION DE UBICACION-ponderado - Centro GravedadDocumento9 páginas5.SELECCION DE UBICACION-ponderado - Centro Gravedadjuan arevaloAún no hay calificaciones
- Proceso de evaluación y decisión de ubicaciónDocumento3 páginasProceso de evaluación y decisión de ubicaciónjuan arevaloAún no hay calificaciones
- Protocolo Del Plan Retorno Gad AmbatoDocumento47 páginasProtocolo Del Plan Retorno Gad Ambatocristina mogroAún no hay calificaciones
- 10 DocumentacionDocumento39 páginas10 Documentacionjuan arevaloAún no hay calificaciones
- Prueba de HipótesisDocumento42 páginasPrueba de HipótesisJavier Pozo SantanaAún no hay calificaciones
- 4 Distribucion en PlantaDocumento30 páginas4 Distribucion en PlantamarthacarriazoAún no hay calificaciones
- 10 DocumentacionDocumento39 páginas10 Documentacionjuan arevaloAún no hay calificaciones
- Polímeros PDFDocumento74 páginasPolímeros PDFjuan arevaloAún no hay calificaciones
- Intro deDocumento19 páginasIntro desscrrcAún no hay calificaciones
- Propiedades y aplicaciones del aluminio y sus aleacionesDocumento26 páginasPropiedades y aplicaciones del aluminio y sus aleacionesjuan arevaloAún no hay calificaciones
- Tema14-Definicion Calificacion Mat CeramicosDocumento30 páginasTema14-Definicion Calificacion Mat CeramicosrequiemAún no hay calificaciones
- Prueba de HipótesisDocumento42 páginasPrueba de HipótesisJavier Pozo SantanaAún no hay calificaciones
- AnovaDocumento42 páginasAnovaqeso22Aún no hay calificaciones
- Inversión pozo petrolero $800 millones TIR anual $250 millones 10 añosDocumento2 páginasInversión pozo petrolero $800 millones TIR anual $250 millones 10 añosjuan arevaloAún no hay calificaciones
- Polímeros PDFDocumento74 páginasPolímeros PDFjuan arevaloAún no hay calificaciones
- Logística. Evaluacion de ProveedoresDocumento21 páginasLogística. Evaluacion de Proveedoresjuan arevaloAún no hay calificaciones
- El Tratamento Termico Del AceroDocumento46 páginasEl Tratamento Termico Del AceroJairo Iván TierraAún no hay calificaciones
- Cuestionario de Automatizacion 2Documento15 páginasCuestionario de Automatizacion 2Wilson Ivan Ortiz Culter100% (1)
- Conferencia 7 Probabilidades ProbabilidadesDocumento24 páginasConferencia 7 Probabilidades ProbabilidadesAlex Villacis Hidalgo100% (1)
- MEdicionesDocumento64 páginasMEdicionesjuan arevaloAún no hay calificaciones
- KardexDocumento5 páginasKardexjuan arevaloAún no hay calificaciones
- Serigrafía Textil ExplicadaDocumento3 páginasSerigrafía Textil ExplicadaCarlosCarranzaAún no hay calificaciones
- Proyecto de Creación de Una Microempresa de DiseñoDocumento9 páginasProyecto de Creación de Una Microempresa de DiseñoCarlos AliagaAún no hay calificaciones
- El Arte Contemporáneo en Los Tiempos de Warhol - Antony MasonDocumento48 páginasEl Arte Contemporáneo en Los Tiempos de Warhol - Antony MasonEdith B. Arizmendi100% (2)
- Artes visuales: elementos y expresiones artísticasDocumento20 páginasArtes visuales: elementos y expresiones artísticasElton Leonardo Sanchez BautistaAún no hay calificaciones
- Maestros de La SerigrafiaDocumento26 páginasMaestros de La SerigrafiaManolo Nelson Chacpi alfaroAún no hay calificaciones
- Guia de SublimacionDocumento29 páginasGuia de Sublimacionshimbo1979Aún no hay calificaciones
- Andy WarholDocumento8 páginasAndy WarholLeila ArruaAún no hay calificaciones
- Catalogo Tubo LaminadoDocumento10 páginasCatalogo Tubo LaminadoDarwin LeònAún no hay calificaciones
- Manual de Preprensa para Impresión Offset.Documento26 páginasManual de Preprensa para Impresión Offset.ANA FERNANDA SALAZAR AVILAAún no hay calificaciones
- Taller de Arte ColaborativoDocumento3 páginasTaller de Arte ColaborativoMayan Valenzuela MacayaAún no hay calificaciones
- Apuntes de SerigrafiaDocumento2 páginasApuntes de Serigrafiajhon100% (2)
- Catalogo PromocionalesDocumento209 páginasCatalogo PromocionalesSunny CeroAún no hay calificaciones
- Serigrafia Casera Con Tela VoileDocumento2 páginasSerigrafia Casera Con Tela VoilePupé PupéAún no hay calificaciones
- Concepto de VallasDocumento6 páginasConcepto de VallasJosé Figuera HerreraAún no hay calificaciones
- Unidad 7 Sistemas de Impresión Con Tintas Liquidas Huecograbado y Serigrafia PDFDocumento44 páginasUnidad 7 Sistemas de Impresión Con Tintas Liquidas Huecograbado y Serigrafia PDFDaniel Portero GonzalezAún no hay calificaciones
- Encuesta FinalDocumento2 páginasEncuesta FinalAlux GomezAún no hay calificaciones
- Producción de Artes GráficasDocumento4 páginasProducción de Artes GráficasIsmael DAún no hay calificaciones
- ES2019Documento24 páginasES2019Nano RamiAún no hay calificaciones
- Sis ImpreDocumento27 páginasSis ImprePauli CampusanoAún no hay calificaciones
- Soportes y Sistemas de ImpresiónDocumento8 páginasSoportes y Sistemas de ImpresiónVane EchenaguciaAún no hay calificaciones
- Tarifa Estampaciones PVPDocumento3 páginasTarifa Estampaciones PVPmiguel ProfesorAún no hay calificaciones
- Proyecto de Mejora Paty y RubiDocumento55 páginasProyecto de Mejora Paty y RubiFlorentino FloresAún no hay calificaciones
- Proyecto de Grado Dam Eventos PDFDocumento118 páginasProyecto de Grado Dam Eventos PDFDam Eventos100% (1)
- Aplica Estampado Directo Sobre Telas 2Documento131 páginasAplica Estampado Directo Sobre Telas 2Marco Antonio Tasilla ChilónAún no hay calificaciones
- Especificaciones técnicas de placas de señalización para estructuras eléctricasDocumento12 páginasEspecificaciones técnicas de placas de señalización para estructuras eléctricasJose Alberto Jorge JiménezAún no hay calificaciones
- Exposición Medios ImpresosDocumento16 páginasExposición Medios ImpresosAndreaAún no hay calificaciones
- Amplificador Monofonico de 250W Con ExceDocumento18 páginasAmplificador Monofonico de 250W Con ExceErit W. GutierrezAún no hay calificaciones
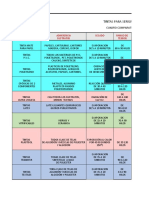
- Tintas para serigrafía: cuadro comparativoDocumento2 páginasTintas para serigrafía: cuadro comparativoNatalia hernandezAún no hay calificaciones
- Serigrafía tallerDocumento6 páginasSerigrafía tallerNicole VegaAún no hay calificaciones
- TALLERnPRODUCCIONnDEnDOCUMENTOS 42629a9d6b514dcDocumento23 páginasTALLERnPRODUCCIONnDEnDOCUMENTOS 42629a9d6b514dcAlexandra PosadaAún no hay calificaciones