También podría gustarte
- Reinforced Concrete Buildings: Behavior and DesignDe EverandReinforced Concrete Buildings: Behavior and DesignCalificación: 5 de 5 estrellas5/5 (1)
- 3 17 PDFDocumento7 páginas3 17 PDFmiguelcabezasb3268Aún no hay calificaciones
- Production Technology of ROPS Cab: Technical PaperDocumento8 páginasProduction Technology of ROPS Cab: Technical Paperjose rosasAún no hay calificaciones
- buildings-13-02279Documento24 páginasbuildings-13-02279x fAún no hay calificaciones
- Investigations For Deducing Wall Thickness of Aluminium Shell Casting Using Three Dimensional PrintingDocumento5 páginasInvestigations For Deducing Wall Thickness of Aluminium Shell Casting Using Three Dimensional PrintingR Moses KrupavaramAún no hay calificaciones
- Rapid Investment Casting: Direct and Indirect Approaches Via Fused Deposition ModellingDocumento9 páginasRapid Investment Casting: Direct and Indirect Approaches Via Fused Deposition ModellingNitin GroverAún no hay calificaciones
- Lecture 2 - Economy of FormworkDocumento39 páginasLecture 2 - Economy of FormworkHassan FadenAún no hay calificaciones
- 3D Printing of Reinforced Concrete Elements Technology and DesignDocumento14 páginas3D Printing of Reinforced Concrete Elements Technology and DesignSharifah Intan Amira Binti Sayed Mustaffa KamalAún no hay calificaciones
- Optimasi Pemotongan Besi Tulangan Pada Pekerjaan Struktur Menggunakan Metode Linear ProgrammingDocumento11 páginasOptimasi Pemotongan Besi Tulangan Pada Pekerjaan Struktur Menggunakan Metode Linear ProgrammingForming CA GondangAún no hay calificaciones
- Ijtsrd25231 PDFDocumento14 páginasIjtsrd25231 PDFanon_776112819Aún no hay calificaciones
- Surface RoughnessDocumento14 páginasSurface RoughnessqualityfreekAún no hay calificaciones
- Sand Casting Using RP and Conventional MethodsDocumento5 páginasSand Casting Using RP and Conventional MethodsjlplazaolaAún no hay calificaciones
- Development of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesDocumento5 páginasDevelopment of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesPrasad RaikarAún no hay calificaciones
- Segment Design - RETC 2003-From CD - Kramer Et Al-LDocumento14 páginasSegment Design - RETC 2003-From CD - Kramer Et Al-Lprotal7351100% (1)
- File 11Documento3 páginasFile 11leovinAún no hay calificaciones
- 3D Printing Technique Applied To Rapid Casting: Elena Bassoli and Andrea GattoDocumento8 páginas3D Printing Technique Applied To Rapid Casting: Elena Bassoli and Andrea GattouzairmetallurgistAún no hay calificaciones
- Circular Concrete Construction Through Additive FDM FormworkDocumento10 páginasCircular Concrete Construction Through Additive FDM Formworkhamed sadaghianAún no hay calificaciones
- FIBERSIM Software Streamlines Composite DesignDocumento9 páginasFIBERSIM Software Streamlines Composite DesignTakis PlimirasAún no hay calificaciones
- Al Billet CuttingDocumento5 páginasAl Billet Cuttingshaik abdullahAún no hay calificaciones
- IISRT Sohan SontakkeDocumento4 páginasIISRT Sohan SontakkeIISRTAún no hay calificaciones
- Cost optimisation of reinforced concrete flat slab designDocumento15 páginasCost optimisation of reinforced concrete flat slab designALIAún no hay calificaciones
- Design Methods For Flexibly Formed Concrete BeamsDocumento29 páginasDesign Methods For Flexibly Formed Concrete BeamsRoberto Pinto VillegasAún no hay calificaciones
- Optimization of Floor Design To Reduce Reinforcement Cost in RC SlabDocumento2 páginasOptimization of Floor Design To Reduce Reinforcement Cost in RC SlabMarcus MokAún no hay calificaciones
- Design and Manufacturing of A Non-Standard Chain Parts For A Scraper Chain Conveyor - A Case StudyDocumento7 páginasDesign and Manufacturing of A Non-Standard Chain Parts For A Scraper Chain Conveyor - A Case StudyMohammed GamilAún no hay calificaciones
- Additive Manufacturing LettersDocumento8 páginasAdditive Manufacturing Letterssrinathgudur11Aún no hay calificaciones
- Effect of Column Spacing On Economy of G+5 R.C Moment Resisting Frame - A Typical Computer Aided Case StudyDocumento18 páginasEffect of Column Spacing On Economy of G+5 R.C Moment Resisting Frame - A Typical Computer Aided Case StudyHarsh ShahAún no hay calificaciones
- Ijciet: International Journal of Civil Engineering and Technology (Ijciet)Documento8 páginasIjciet: International Journal of Civil Engineering and Technology (Ijciet)IAEME PublicationAún no hay calificaciones
- Reduction of Wastage of Rebar by Using BIM and Linear ProgrammingDocumento6 páginasReduction of Wastage of Rebar by Using BIM and Linear Programmingrohit.rk2009262Aún no hay calificaciones
- Optimization of Singly Reinforced RC Beams: ScienceDocumento9 páginasOptimization of Singly Reinforced RC Beams: ScienceKillian WismanAún no hay calificaciones
- Advantages of Structural Steel StructuresDocumento6 páginasAdvantages of Structural Steel StructuresHnin Nwe SoeAún no hay calificaciones
- Additively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and EngineeringDocumento6 páginasAdditively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and Engineeringsiva kumarAún no hay calificaciones
- Geometrical Metrology For Metal Additive ManufacturingDocumento24 páginasGeometrical Metrology For Metal Additive ManufacturingPhilipe Saraiva CruzAún no hay calificaciones
- Formwork Analysis Analysis of Formwork Types for Cost Optimization in Multistory BuildingsDocumento3 páginasFormwork Analysis Analysis of Formwork Types for Cost Optimization in Multistory BuildingsCIVIL DEPARTMENT MMANTCAún no hay calificaciones
- Advanced Composite Engineering Using MSC - Patran and FibersimDocumento15 páginasAdvanced Composite Engineering Using MSC - Patran and FibersimSandeep BandyopadhyayAún no hay calificaciones
- Design of Machining Fixture-685Documento9 páginasDesign of Machining Fixture-685Omofon UdohAún no hay calificaciones
- Cutting Waste Minimization of Rebar For Sustainable Structural Work: A Systematic Literature ReviewDocumento21 páginasCutting Waste Minimization of Rebar For Sustainable Structural Work: A Systematic Literature ReviewAlex AbrhaAún no hay calificaciones
- Experimental Study Aiming To Enhance The Surface Finish of Fused Deposition Modeled PartsDocumento4 páginasExperimental Study Aiming To Enhance The Surface Finish of Fused Deposition Modeled Partsnewkid2202Aún no hay calificaciones
- Rapid CastingDocumento23 páginasRapid CastingquarkenAún no hay calificaciones
- Design Long Hand Flanged Beam PDFDocumento66 páginasDesign Long Hand Flanged Beam PDFMauricio Bustamante HuaquipaAún no hay calificaciones
- A New Method For Roll Pass Design Optimi PDFDocumento12 páginasA New Method For Roll Pass Design Optimi PDFFarooq Ameer Jordan WalaAún no hay calificaciones
- 3130 111908 1 SMDocumento10 páginas3130 111908 1 SMAziz TrisnaputraAún no hay calificaciones
- Fibers: Reinforcement Systems For Carbon Concrete Composites Based On Low-Cost Carbon FibersDocumento21 páginasFibers: Reinforcement Systems For Carbon Concrete Composites Based On Low-Cost Carbon FibersJaveria AfzalAún no hay calificaciones
- Lampa Ijcim Dalsanto 2014Documento11 páginasLampa Ijcim Dalsanto 2014Sk.Abdul NaveedAún no hay calificaciones
- Data 1Documento12 páginasData 1ssc.shumailkhan.191167Aún no hay calificaciones
- Rapid Prototipyng Foundries ArticleDocumento5 páginasRapid Prototipyng Foundries ArticlebeiboxAún no hay calificaciones
- An Expert System For Process Planning of Sheet Metal Parts Produced On Compound Die For Use in Stamping IndustriesDocumento7 páginasAn Expert System For Process Planning of Sheet Metal Parts Produced On Compound Die For Use in Stamping Industriesmis2hijosAún no hay calificaciones
- 1421 PaperDocumento6 páginas1421 PaperTarik Hassan ElsonniAún no hay calificaciones
- Designing Bar-Mesh Modules of Reinforced Concrete StructuresDocumento20 páginasDesigning Bar-Mesh Modules of Reinforced Concrete StructuresTomasz WiatrAún no hay calificaciones
- Multi-Objective Optimization of Reinforced Concrete Frames Using Nsga-Ii AlgorithmDocumento8 páginasMulti-Objective Optimization of Reinforced Concrete Frames Using Nsga-Ii AlgorithmAusbel Joab Cuyo TtitoAún no hay calificaciones
- Journal 7 PDFDocumento10 páginasJournal 7 PDFSree KanthAún no hay calificaciones
- Design and Development of An Additive Manufactured Component by Topology OptimisationDocumento6 páginasDesign and Development of An Additive Manufactured Component by Topology OptimisationJon SnowAún no hay calificaciones
- Document 2 b7v1 27032016Documento6 páginasDocument 2 b7v1 27032016Mohamed Ismail ShehabAún no hay calificaciones
- Buildings 12 01904Documento22 páginasBuildings 12 01904aykutartacAún no hay calificaciones
- Redesign and Topology Optimization of An Industrial Robot Link For Additive ManufacturingDocumento10 páginasRedesign and Topology Optimization of An Industrial Robot Link For Additive ManufacturingGogyAún no hay calificaciones
- C.9. Design Considerations For Economical FormworkDocumento10 páginasC.9. Design Considerations For Economical FormworkRsjBugtongAún no hay calificaciones
- 3d Printing of Column Structures For Architectural ApplicationsDocumento10 páginas3d Printing of Column Structures For Architectural Applicationslethao2011Aún no hay calificaciones
- Advanced design optimization of steel portal frames using genetic algorithmsDocumento18 páginasAdvanced design optimization of steel portal frames using genetic algorithmsمازن ال بدريAún no hay calificaciones
- A Computational Model To AutomDocumento14 páginasA Computational Model To AutomRenzo Chávez HurtadoAún no hay calificaciones
- Advanced Design and Optimization of Steel Portal Frames: January 2010Documento18 páginasAdvanced Design and Optimization of Steel Portal Frames: January 2010basel abduAún no hay calificaciones
- Publication Conference PDFDocumento3 páginasPublication Conference PDFJunaid NabiAún no hay calificaciones
- Daily construction site manpower and equipment reportDocumento2 páginasDaily construction site manpower and equipment reportmanowarAún no hay calificaciones
- Guidelines 45Documento1 páginaGuidelines 45vkapo9325Aún no hay calificaciones
- 01 A1 Activated Sludge Model (GPS-X) & SimulationDocumento32 páginas01 A1 Activated Sludge Model (GPS-X) & SimulationmanowarAún no hay calificaciones
- 05 C1 Hydraulic Calculation-Sewage Treatment FacilityDocumento22 páginas05 C1 Hydraulic Calculation-Sewage Treatment FacilitymanowarAún no hay calificaciones
- CE 107: Introduction To Civil and Environmental EngineeringDocumento26 páginasCE 107: Introduction To Civil and Environmental Engineeringnahid rahmanAún no hay calificaciones
- Design Methods and RequirementsDocumento16 páginasDesign Methods and RequirementsmanowarAún no hay calificaciones
- ExcavationDocumento9 páginasExcavationmanowarAún no hay calificaciones
- Reinforcing Bar Bending Schedule for Sewage Treatment PlantDocumento1 páginaReinforcing Bar Bending Schedule for Sewage Treatment PlantmanowarAún no hay calificaciones
- Excavation VolumeDocumento2 páginasExcavation VolumemanowarAún no hay calificaciones
- Civil Question and AnswerDocumento20 páginasCivil Question and AnswerAbdul Hadi JeelaniAún no hay calificaciones
- Sewerage System Treatment Facilities Construction in ChattogramDocumento2 páginasSewerage System Treatment Facilities Construction in ChattogrammanowarAún no hay calificaciones
- Analysis of Multi-Storeyed BuildingDocumento9 páginasAnalysis of Multi-Storeyed BuildingIJIRSTAún no hay calificaciones
- Pond VolumeDocumento16 páginasPond VolumemanowarAún no hay calificaciones
- Circular Pile Rebar CalculationDocumento1 páginaCircular Pile Rebar CalculationmanowarAún no hay calificaciones
- CEN 213 Guide to Civil Engineering Materials & Building StonesDocumento13 páginasCEN 213 Guide to Civil Engineering Materials & Building StonesmanowarAún no hay calificaciones
- Building Codes. These Exist To Protect The Public Health and Safety. The Definitive DesignDocumento5 páginasBuilding Codes. These Exist To Protect The Public Health and Safety. The Definitive DesignmanowarAún no hay calificaciones
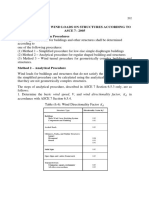
- Calculation of Wind Loads On Structures According To ASCE 7 - 2005 Wind Load Calculation ProceduresDocumento8 páginasCalculation of Wind Loads On Structures According To ASCE 7 - 2005 Wind Load Calculation ProcedureslsatchithananthanAún no hay calificaciones
- RSU Análisis PDFDocumento43 páginasRSU Análisis PDFPato VasquezAún no hay calificaciones
- Citation 323705983Documento1 páginaCitation 323705983manowarAún no hay calificaciones
- ReleaseNotesETABSv1801 PDFDocumento31 páginasReleaseNotesETABSv1801 PDFBMSF khaliqeAún no hay calificaciones
- Excerpts From Lecture Notes of Professor M. Ashraf Ali, BUETDocumento36 páginasExcerpts From Lecture Notes of Professor M. Ashraf Ali, BUETmanowarAún no hay calificaciones
- Extra Cost Sheet - A-5Documento14 páginasExtra Cost Sheet - A-5manowarAún no hay calificaciones
- Archi Floor PlanDocumento1 páginaArchi Floor PlanmanowarAún no hay calificaciones
- CUET ConferenceDocumento6 páginasCUET ConferencemanowarAún no hay calificaciones
- ESTIMATION OF FOOTING DETAILSDocumento16 páginasESTIMATION OF FOOTING DETAILSmanowarAún no hay calificaciones
- WIND LOAD CALCULATION - Pressure CoefficientDocumento2 páginasWIND LOAD CALCULATION - Pressure CoefficientmanowarAún no hay calificaciones
- Reinforcement Layout Slab DesignDocumento1 páginaReinforcement Layout Slab DesignmanowarAún no hay calificaciones
- InfoDocumento3 páginasInfomanowarAún no hay calificaciones
- Liu030 Nepal Bans Solo Mountain ClimbersDocumento2 páginasLiu030 Nepal Bans Solo Mountain Climberssanti.miranda.parrillaAún no hay calificaciones
- Project On International BusinessDocumento18 páginasProject On International BusinessAmrita Bharaj100% (1)
- C++ Programmierung (Benjamin Buch, Wikibooks - Org)Documento257 páginasC++ Programmierung (Benjamin Buch, Wikibooks - Org)stefano rossiAún no hay calificaciones
- Efficient Power Supply for Inductive LoadsDocumento7 páginasEfficient Power Supply for Inductive LoadsMary AndersonAún no hay calificaciones
- Matador - : Medical Advanced Training in An Artificial Distributed EnvironmentDocumento25 páginasMatador - : Medical Advanced Training in An Artificial Distributed EnvironmentNauman ChaudaryAún no hay calificaciones
- Course Handbook MSC Marketing Sept2022Documento58 páginasCourse Handbook MSC Marketing Sept2022Tauseef JamalAún no hay calificaciones
- IBM Systems Journal PerspectivesDocumento24 páginasIBM Systems Journal PerspectivesSmitha MathewAún no hay calificaciones
- Beyond B2 English CourseDocumento1 páginaBeyond B2 English Coursecarlitos_coolAún no hay calificaciones
- Relation of Jurisprudence With Other Social Sciences - LLB NotesDocumento4 páginasRelation of Jurisprudence With Other Social Sciences - LLB NotesPranjaliBawaneAún no hay calificaciones
- Edexcel A2 Biology 6BI06Documento7 páginasEdexcel A2 Biology 6BI06abhayAún no hay calificaciones
- 7 React Redux React Router Es6 m7 SlidesDocumento19 páginas7 React Redux React Router Es6 m7 Slidesaishas11Aún no hay calificaciones
- 3170308Documento3 páginas3170308Dhruv DesaiAún no hay calificaciones
- Audi A3 Quick Reference Guide: Adjusting Front SeatsDocumento4 páginasAudi A3 Quick Reference Guide: Adjusting Front SeatsgordonjairoAún no hay calificaciones
- EasyLogic PM2000 Series - METSEPM2130Documento4 páginasEasyLogic PM2000 Series - METSEPM2130ٍJordan SportAún no hay calificaciones
- Export - Import Cycle - PPSXDocumento15 páginasExport - Import Cycle - PPSXMohammed IkramaliAún no hay calificaciones
- Bonding in coordination compoundsDocumento65 páginasBonding in coordination compoundsHitesh vadherAún no hay calificaciones
- Pathways-Childrens Ministry LeaderDocumento16 páginasPathways-Childrens Ministry LeaderNeil AtwoodAún no hay calificaciones
- Assignment 2: Lesson Plan Analysis, Revision and Justification - Kaitlin Rose TrojkoDocumento9 páginasAssignment 2: Lesson Plan Analysis, Revision and Justification - Kaitlin Rose Trojkoapi-408336810Aún no hay calificaciones
- 01 WELD-2022 Ebrochure 3Documento5 páginas01 WELD-2022 Ebrochure 3Arpita patelAún no hay calificaciones
- 4 DiscussionDocumento2 páginas4 DiscussiondreiAún no hay calificaciones
- After EffectsDocumento56 páginasAfter EffectsRodrigo ArgentoAún no hay calificaciones
- BE 510 Business Economics 1 Problem Set 5 SolutionsDocumento5 páginasBE 510 Business Economics 1 Problem Set 5 SolutionsCreative Work21stAún no hay calificaciones
- Culinary Nutrition BasicsDocumento28 páginasCulinary Nutrition BasicsLIDYAAún no hay calificaciones
- Case Acron PharmaDocumento23 páginasCase Acron PharmanishanthAún no hay calificaciones
- Solidwork Flow Simulation TutorialDocumento298 páginasSolidwork Flow Simulation TutorialMilad Ah100% (8)
- Lending Tree PDFDocumento14 páginasLending Tree PDFAlex OanonoAún no hay calificaciones
- AP World History: Islamic Empires and Scientific AdvancementDocumento55 páginasAP World History: Islamic Empires and Scientific AdvancementJa'TasiaAún no hay calificaciones
- ACM JournalDocumento5 páginasACM JournalThesisAún no hay calificaciones
- Design Your Loyalty Program in 2 WeeksDocumento53 páginasDesign Your Loyalty Program in 2 WeeksLorena TacuryAún no hay calificaciones
- CGL Flame - Proof - MotorsDocumento15 páginasCGL Flame - Proof - MotorspriteshAún no hay calificaciones