También podría gustarte
- Schedule Delay in Construction Project Using TIADocumento97 páginasSchedule Delay in Construction Project Using TIAfarhanyazdaniAún no hay calificaciones
- Foaming Agents For Use in Producing Cellular Concrete Using Preformed FoamDocumento6 páginasFoaming Agents For Use in Producing Cellular Concrete Using Preformed FoamDébora BretasAún no hay calificaciones
- Traditional Machining Processes Research AdvancesDocumento242 páginasTraditional Machining Processes Research AdvancesGema Rodriguez DelgadoAún no hay calificaciones
- Kast O Lite 97 L - DatasheetDocumento1 páginaKast O Lite 97 L - DatasheetrajachemAún no hay calificaciones
- Astm D7682-10 PDFDocumento4 páginasAstm D7682-10 PDFdang2172014Aún no hay calificaciones
- Production Test CertificateDocumento2 páginasProduction Test CertificateSolomon MacwanAún no hay calificaciones
- Astm C 862-02Documento5 páginasAstm C 862-02Tâm NgôAún no hay calificaciones
- The National Shipbuilding Research ProgramDocumento54 páginasThe National Shipbuilding Research Programfirdaus_stAún no hay calificaciones
- D224 PDFDocumento3 páginasD224 PDFtenAún no hay calificaciones
- Is 1489 (Part-2) Portland-Pozzolana Cement Specification (CADocumento15 páginasIs 1489 (Part-2) Portland-Pozzolana Cement Specification (CARamarraju KalidindiAún no hay calificaciones
- Astm C 1246-2012Documento3 páginasAstm C 1246-2012zeqs9100% (1)
- ASTM D4048 - 2002 - Detection of Copper Corrosion From Lubricating GreaseDocumento4 páginasASTM D4048 - 2002 - Detection of Copper Corrosion From Lubricating GreaseConstantinos Christodoulou100% (1)
- Packaged, Dry, Rapid-Hardening Cementitious Materials For Concrete RepairsDocumento4 páginasPackaged, Dry, Rapid-Hardening Cementitious Materials For Concrete RepairsRam Kumar JaiswalAún no hay calificaciones
- D6349-Standard Test Method For Determination of Major and Minor Elements in Coal, Coke, and Solid Residues From Combustion of Coal and Coke byDocumento8 páginasD6349-Standard Test Method For Determination of Major and Minor Elements in Coal, Coke, and Solid Residues From Combustion of Coal and Coke byAyaAún no hay calificaciones
- D6349-Standard Test Method For Determination of Major and Minor Elements in Coal, Coke, and Solid Residues From Combustion of Coal and Coke byDocumento8 páginasD6349-Standard Test Method For Determination of Major and Minor Elements in Coal, Coke, and Solid Residues From Combustion of Coal and Coke byAyaAún no hay calificaciones
- D6347D6347M-Standard Test Method For Determination of Bulk Density of Coal Using Nuclear Backscatter Depth Density MethodsDocumento18 páginasD6347D6347M-Standard Test Method For Determination of Bulk Density of Coal Using Nuclear Backscatter Depth Density MethodsAyaAún no hay calificaciones
- Astm D 2419Documento9 páginasAstm D 2419Yasmin AminAún no hay calificaciones
- D 3170 - 01 - RdmxnzatmdeDocumento10 páginasD 3170 - 01 - RdmxnzatmdeEmre DalgicAún no hay calificaciones
- Weld Repair of GTD 111 SuperalloyDocumento10 páginasWeld Repair of GTD 111 SuperalloyJJAún no hay calificaciones
- Concrete Materials: Properties, Specifications, and TestingDe EverandConcrete Materials: Properties, Specifications, and TestingCalificación: 4.5 de 5 estrellas4.5/5 (5)
- ASTM D2794-Impact-Resistance PDFDocumento3 páginasASTM D2794-Impact-Resistance PDFbriham75% (8)
- Staining and Color Change of Single-Or Multicomponent Joint SealantsDocumento2 páginasStaining and Color Change of Single-Or Multicomponent Joint SealantsĐường Nguyễn ThừaAún no hay calificaciones
- Resistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Documento3 páginasResistance of Organic Coatings To The Effects of Rapid Deformation (Impact)hernando gelvesAún no hay calificaciones
- C796-12 Foaming Agents For Usein Producing Cellular Concrete Using Preformed FoamDocumento6 páginasC796-12 Foaming Agents For Usein Producing Cellular Concrete Using Preformed FoamKartika Setia RiniAún no hay calificaciones
- Polishing and Etching Coal Samples For Microscopical Analysis by Reflected LightDocumento4 páginasPolishing and Etching Coal Samples For Microscopical Analysis by Reflected LightGnanavel GAún no hay calificaciones
- C 510 - 90 R97 - QzuxmaDocumento2 páginasC 510 - 90 R97 - Qzuxmasebastian novoaAún no hay calificaciones
- Adhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method ForDocumento4 páginasAdhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method Forמשה אביסדריסAún no hay calificaciones
- D6753 PDFDocumento2 páginasD6753 PDFTk ShinAún no hay calificaciones
- Adhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method ForDocumento4 páginasAdhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method Forquality staffordAún no hay calificaciones
- Wet Adhesion of Latex Paints To A Gloss Alkyd Enamel SubstrateDocumento4 páginasWet Adhesion of Latex Paints To A Gloss Alkyd Enamel Substrateasma hamzaAún no hay calificaciones
- D5187Documento4 páginasD5187engrsurifAún no hay calificaciones
- D 3234 - 88 R99 - Rdmymzq - PDFDocumento3 páginasD 3234 - 88 R99 - Rdmymzq - PDFPaulo SantosAún no hay calificaciones
- Adhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method ForDocumento4 páginasAdhesion-in-Peel of Elastomeric Joint Sealants: Standard Test Method Forquality staffordAún no hay calificaciones
- Evaluating Mica Pigment: Standard Test Methods ForDocumento2 páginasEvaluating Mica Pigment: Standard Test Methods ForAshraf WagihAún no hay calificaciones
- Tack-Free Time of Caulking Compounds and Sealants: Standard Test Method ForDocumento2 páginasTack-Free Time of Caulking Compounds and Sealants: Standard Test Method ForShaker QaidiAún no hay calificaciones
- Lap Shear Strength of Hot-Applied Sealants: Standard Test Method ForDocumento4 páginasLap Shear Strength of Hot-Applied Sealants: Standard Test Method ForSTAFFORDAún no hay calificaciones
- 11.01 Astm-D2794-Impact-ResistanceDocumento4 páginas11.01 Astm-D2794-Impact-ResistancehoanvuAún no hay calificaciones
- 2ASTM C794 - Adhesion-in-Peel of Elastomeric Joint SealantsDocumento4 páginas2ASTM C794 - Adhesion-in-Peel of Elastomeric Joint SealantsRajeshAún no hay calificaciones
- D 5187 - 91 R97 RduxodctotfsotcDocumento3 páginasD 5187 - 91 R97 RduxodctotfsotcRuben YoungAún no hay calificaciones
- SEBS-Modified Mopping Asphalt Used in Roofing: Standard Specification ForDocumento3 páginasSEBS-Modified Mopping Asphalt Used in Roofing: Standard Specification ForMohammad YaseenAún no hay calificaciones
- ASTM CDocumento5 páginasASTM CEligio A CerdaAún no hay calificaciones
- Print Resistance of Lacquers: Standard Test Method ForDocumento3 páginasPrint Resistance of Lacquers: Standard Test Method ForShaker QaidiAún no hay calificaciones
- Apparent Density by Physical Measurements of Manufactured Anode and Cathode Carbon Used by The Aluminum IndustryDocumento3 páginasApparent Density by Physical Measurements of Manufactured Anode and Cathode Carbon Used by The Aluminum IndustryGuillermo ZapataAún no hay calificaciones
- Determining The Penetration of Chloride Ion Into Concrete by PondingDocumento4 páginasDetermining The Penetration of Chloride Ion Into Concrete by PondingMarco RiveraAún no hay calificaciones
- Preparing Concrete Blocks For Testing Sealants, For Joints and CracksDocumento2 páginasPreparing Concrete Blocks For Testing Sealants, For Joints and CracksRene Gtz0% (1)
- D 6540 - 00 Rdy1ndaDocumento4 páginasD 6540 - 00 Rdy1ndaJuan GutierrezAún no hay calificaciones
- Effects of Heat Aging On Weight Loss, Cracking, and Chalking of Elastomeric SealantsDocumento3 páginasEffects of Heat Aging On Weight Loss, Cracking, and Chalking of Elastomeric SealantsKelly-Moore Việt NamAún no hay calificaciones
- Real Density of Calcined Petroleum Coke by Helium PycnometerDocumento3 páginasReal Density of Calcined Petroleum Coke by Helium PycnometerAlfonso RecioAún no hay calificaciones
- ASTM D293 - Sieve Analysis of CokeDocumento2 páginasASTM D293 - Sieve Analysis of CokeSimin Coke Co.100% (1)
- Field Collection of Dried Paint Samples For Subsequent Lead DeterminationDocumento4 páginasField Collection of Dried Paint Samples For Subsequent Lead DeterminationAhmad Zubair RasulyAún no hay calificaciones
- D3747-79 (Reapproved 2007) (Withdrawn 2016)Documento2 páginasD3747-79 (Reapproved 2007) (Withdrawn 2016)Hossein DoudiAún no hay calificaciones
- Operation of A Roller Chair Tester For Pile Yarn Floor CoveringsDocumento4 páginasOperation of A Roller Chair Tester For Pile Yarn Floor CoveringsLito EstimosAún no hay calificaciones
- D 4146 - 96 R03 - RdqxndyDocumento4 páginasD 4146 - 96 R03 - RdqxndyEmre DalgicAún no hay calificaciones
- Asphalt-Saturated Organic Felt Used in Roofing and WaterproofingDocumento3 páginasAsphalt-Saturated Organic Felt Used in Roofing and Waterproofingasma hamzaAún no hay calificaciones
- Sampling Magnesium and Magnesium Alloys For Spectrochemical AnalysisDocumento4 páginasSampling Magnesium and Magnesium Alloys For Spectrochemical AnalysisSofia YuliAún no hay calificaciones
- Astm D6354 1Documento3 páginasAstm D6354 1Angel CadenaAún no hay calificaciones
- Emulsified Asphalt Adhesive For Adhering Roof InsulationDocumento2 páginasEmulsified Asphalt Adhesive For Adhering Roof InsulationMalak HindiAún no hay calificaciones
- Resistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Documento3 páginasResistance of Organic Coatings To The Effects of Rapid Deformation (Impact)zeeshanAún no hay calificaciones
- D 1917 - 97 - Rde5mtctotcDocumento3 páginasD 1917 - 97 - Rde5mtctotcDr. Ahmed Abdel-HakimAún no hay calificaciones
- Astm C 864 - 05 (2015)Documento3 páginasAstm C 864 - 05 (2015)alexanderhdez100% (1)
- ASTM D2794.tzep1589Documento3 páginasASTM D2794.tzep1589Kevin XuAún no hay calificaciones
- Acid and Mortar Resistance of Factory-Applied Clear Coatings On Extruded Aluminum ProductsDocumento2 páginasAcid and Mortar Resistance of Factory-Applied Clear Coatings On Extruded Aluminum ProductsAnonymous mBP0NlH0DTAún no hay calificaciones
- C 0794 01 Sellantes Adhesion DespellejadoDocumento5 páginasC 0794 01 Sellantes Adhesion DespellejadoJuan ZamoraAún no hay calificaciones
- Kerosine Number of Roofing and Flooring Felt by The Vacuum MethodDocumento3 páginasKerosine Number of Roofing and Flooring Felt by The Vacuum MethodDoicielAún no hay calificaciones
- Astm D 4292-2017Documento5 páginasAstm D 4292-2017Mohammed AliAún no hay calificaciones
- D 3676 - 96 - Rdm2nzytotzbDocumento3 páginasD 3676 - 96 - Rdm2nzytotzbChristian HinostrozaAún no hay calificaciones
- D 1917 - 02 - Rde5mtctmdiDocumento4 páginasD 1917 - 02 - Rde5mtctmdiDr. Ahmed Abdel-HakimAún no hay calificaciones
- Astm D70Documento2 páginasAstm D70FrengkiAún no hay calificaciones
- ASTM D2377-00 Tack-Free Time of Caulking Compounds and SealantsDocumento2 páginasASTM D2377-00 Tack-Free Time of Caulking Compounds and SealantsĐỗ Thanh TùngAún no hay calificaciones
- D3682-Standard Test Method For Major and Minor Elements in Combustion Residues From Coal Utilization ProcessesDocumento7 páginasD3682-Standard Test Method For Major and Minor Elements in Combustion Residues From Coal Utilization ProcessesAyaAún no hay calificaciones
- D3761-Standard Test Method For Total Fluorine in Coal by The Oxygen Bomb Combustion (Ion Selective Electrode Method)Documento4 páginasD3761-Standard Test Method For Total Fluorine in Coal by The Oxygen Bomb Combustion (Ion Selective Electrode Method)AyaAún no hay calificaciones
- D4371-Standard Test Method For Determining The Washability Characteristics of CoalDocumento10 páginasD4371-Standard Test Method For Determining The Washability Characteristics of CoalAyaAún no hay calificaciones
- D6414-Standard Test Method For Total Mercury in Coal and Coal Combustion Residues by Acid Extraction or Wet Oxidation (Cold Vapor Atomic Absorption)Documento7 páginasD6414-Standard Test Method For Total Mercury in Coal and Coal Combustion Residues by Acid Extraction or Wet Oxidation (Cold Vapor Atomic Absorption)AyaAún no hay calificaciones
- D5987-Standard Test Method For Total Fluorine in Coal and Coke by Pyrohydrolytic Extraction and Ion Selective Electrode or Ion Chromatograph Methods PDFDocumento6 páginasD5987-Standard Test Method For Total Fluorine in Coal and Coke by Pyrohydrolytic Extraction and Ion Selective Electrode or Ion Chromatograph Methods PDFAyaAún no hay calificaciones
- D6518-Standard Practice For Bias Testing A Mechanical Coal Sampling System PDFDocumento16 páginasD6518-Standard Practice For Bias Testing A Mechanical Coal Sampling System PDFAyaAún no hay calificaciones
- D6315-Standard Practice For Manual Sampling of Coal From Tops of Barges PDFDocumento4 páginasD6315-Standard Practice For Manual Sampling of Coal From Tops of Barges PDFAyaAún no hay calificaciones
- D6357-Standard Test Method For Determination of Trace Elements in Coal, Coke, and Combustion Residues From Coal Utilization Processes byDocumento8 páginasD6357-Standard Test Method For Determination of Trace Elements in Coal, Coke, and Combustion Residues From Coal Utilization Processes byAyaAún no hay calificaciones
- D6518-Standard Practice For Bias Testing A Mechanical Coal Sampling System PDFDocumento16 páginasD6518-Standard Practice For Bias Testing A Mechanical Coal Sampling System PDFAyaAún no hay calificaciones
- D6721-Standard Test Method For Determination of Chlorine in Coal by Oxidative Hydrolysis MicrocoulometryDocumento4 páginasD6721-Standard Test Method For Determination of Chlorine in Coal by Oxidative Hydrolysis MicrocoulometryAyaAún no hay calificaciones
- D6609-Standard Guide For Part-Streaming Sampling of CoalDocumento3 páginasD6609-Standard Guide For Part-Streaming Sampling of CoalAyaAún no hay calificaciones
- D6357-Standard Test Method For Determination of Trace Elements in Coal, Coke, and Combustion Residues From Coal Utilization Processes byDocumento8 páginasD6357-Standard Test Method For Determination of Trace Elements in Coal, Coke, and Combustion Residues From Coal Utilization Processes byAyaAún no hay calificaciones
- D6518-Standard Practice For Bias Testing A Mechanical Coal Sampling SystemDocumento16 páginasD6518-Standard Practice For Bias Testing A Mechanical Coal Sampling SystemAyaAún no hay calificaciones
- D6543-Standard Guide To The Evaluation of Measurements Made by On-Line Coal AnalyzersDocumento10 páginasD6543-Standard Guide To The Evaluation of Measurements Made by On-Line Coal AnalyzersAyaAún no hay calificaciones
- D6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileDocumento3 páginasD6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileAya100% (1)
- D6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileDocumento3 páginasD6610-Standard Practice For Manually Sampling Coal From Surfaces of A StockpileAya100% (1)
- D1757-Standard Test Method For Sulfate Sulfur in Ash From Coal and CokeDocumento3 páginasD1757-Standard Test Method For Sulfate Sulfur in Ash From Coal and CokeAyaAún no hay calificaciones
- 04 Activity Based Costing PDFDocumento11 páginas04 Activity Based Costing PDFPappu LalAún no hay calificaciones
- Design of Rectangular Column Section by Limit-State MethodDocumento2 páginasDesign of Rectangular Column Section by Limit-State MethodAnoop NairAún no hay calificaciones
- 07Documento25 páginas07supriyo1970Aún no hay calificaciones
- Fusing TechnologyDocumento59 páginasFusing TechnologyShreyasiSaxena100% (2)
- Innovative Use of Paper Industry Waste (Hypo Sludge) in Pervious Concrete - DR - Jayeshkumar Pitroda - Academia - EduDocumento12 páginasInnovative Use of Paper Industry Waste (Hypo Sludge) in Pervious Concrete - DR - Jayeshkumar Pitroda - Academia - EduRahul Singh PariharAún no hay calificaciones
- FDDM Appendix A 2014 PDFDocumento59 páginasFDDM Appendix A 2014 PDFuserhieAún no hay calificaciones
- Catálogo 7500 7700Documento28 páginasCatálogo 7500 7700Carolynne de PaulaAún no hay calificaciones
- Belt DatasheetDocumento6 páginasBelt DatasheetKiki Marta DiansyahAún no hay calificaciones
- Strength Characteristics of Interwoven Sandcrete Block MasonryDocumento215 páginasStrength Characteristics of Interwoven Sandcrete Block MasonryA A Adedeji100% (2)
- Operations Management MCQsDocumento32 páginasOperations Management MCQsVipin MisraAún no hay calificaciones
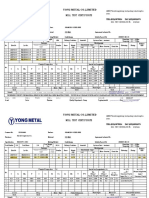
- Mill Test Certificate: Yong Metal Co.,LimitedDocumento2 páginasMill Test Certificate: Yong Metal Co.,LimitedMisael100% (2)
- P&o Workshop ManagementDocumento121 páginasP&o Workshop ManagementBhabani Shankar NayakAún no hay calificaciones
- 288d6065-e116-45c1-8114-54e3ea6ee4f3Documento13 páginas288d6065-e116-45c1-8114-54e3ea6ee4f3Mostafa Hussein AbdouAún no hay calificaciones
- Disp 40Documento2 páginasDisp 40RajanSharmaAún no hay calificaciones
- Tilt-Up Concrete Association Guide Specifications in CSI Format Rev 2018 v1Documento18 páginasTilt-Up Concrete Association Guide Specifications in CSI Format Rev 2018 v1Prakash RajAún no hay calificaciones
- Al-Si Alloys - Microstructure and Mechanical PropertiesDocumento18 páginasAl-Si Alloys - Microstructure and Mechanical PropertiesSravan Kumar50Aún no hay calificaciones
- Alucobond Brochure 05-10 LowresDocumento24 páginasAlucobond Brochure 05-10 Lowresdorel1900100% (1)
- C. Pressure On Silo Walls Due To Stored Material: Primary Load 109: Seismic Load Along +Z Direction (+ezDocumento1 páginaC. Pressure On Silo Walls Due To Stored Material: Primary Load 109: Seismic Load Along +Z Direction (+ezdantevariasAún no hay calificaciones
- Module 4 Mechanical Properties of Engineering MaterialsDocumento11 páginasModule 4 Mechanical Properties of Engineering MaterialsChristopher NazarenoAún no hay calificaciones
- An Appropriate Relationship Between Flexural Stren PDFDocumento10 páginasAn Appropriate Relationship Between Flexural Stren PDFarjunAún no hay calificaciones
- Seminar On Self Curing Concrete by Membrane CoveringDocumento14 páginasSeminar On Self Curing Concrete by Membrane CoveringAkshay ReddyAún no hay calificaciones
- Ambience LightingDocumento340 páginasAmbience Lightingdambe22Aún no hay calificaciones
- Crystalshield PDF COMPLETODocumento6 páginasCrystalshield PDF COMPLETOAgustinAjenoAún no hay calificaciones