También podría gustarte
- Laboratorio 11 Fluidos Perdidas LocalesDocumento16 páginasLaboratorio 11 Fluidos Perdidas LocalesLusmila IldefonsoAún no hay calificaciones
- HIDRADocumento8 páginasHIDRAedersonAún no hay calificaciones
- Parcial 2 - Tuberías en ParaleloDocumento1 páginaParcial 2 - Tuberías en ParaleloAndres Felipe100% (1)
- Informe de Hidraulica1Documento15 páginasInforme de Hidraulica1Anibal Esquivia CAún no hay calificaciones
- Determinación Del Contenido de HumedaDocumento7 páginasDeterminación Del Contenido de HumedaRicardo RíosAún no hay calificaciones
- Cuerpo Rigido Movimiento RelativoDocumento31 páginasCuerpo Rigido Movimiento RelativoMiguel Amador RiveraAún no hay calificaciones
- Lab#4 - Equipo de Mallas en Tuberias Básico.Documento8 páginasLab#4 - Equipo de Mallas en Tuberias Básico.Rafatencio21Aún no hay calificaciones
- Trabajo Laboratorio de Perdida de Carga en Tuberías-2Documento19 páginasTrabajo Laboratorio de Perdida de Carga en Tuberías-2Leisly LedesmaAún no hay calificaciones
- Guía Laboratorio de ManningDocumento4 páginasGuía Laboratorio de ManningFernando RuizAún no hay calificaciones
- Actividad 1 Parte IndividualDocumento7 páginasActividad 1 Parte IndividualALEXANDER FAGUAAún no hay calificaciones
- Laboratorio - Canales Abiertos.Documento8 páginasLaboratorio - Canales Abiertos.Karol Toloza MartinezAún no hay calificaciones
- Diseño hidráulico y dimensionamiento de captación de agua subterráneaDocumento13 páginasDiseño hidráulico y dimensionamiento de captación de agua subterráneaBRUCE BRANDON LAURENTE HUAMANAún no hay calificaciones
- Análisis muro gavión corredor vial Sisga-MachetáDocumento25 páginasAnálisis muro gavión corredor vial Sisga-MachetáCESAR BUITRAGO RUIZAún no hay calificaciones
- Reporte EPANETDocumento28 páginasReporte EPANETJorge Jean-Carlo Aldana CoradoAún no hay calificaciones
- Laboratorio CurvasDocumento6 páginasLaboratorio CurvasCamilo PortillaAún no hay calificaciones
- ER Mecanica de Fluidos 2020-1Documento7 páginasER Mecanica de Fluidos 2020-1johnAún no hay calificaciones
- Examen Parcial de Hidráulica de CanalesDocumento2 páginasExamen Parcial de Hidráulica de CanalesLuis Morales Salvatierra100% (1)
- Lab 9. Informe de Laboratorio Mecánica de FluidosDocumento12 páginasLab 9. Informe de Laboratorio Mecánica de FluidosNicolás AndradeAún no hay calificaciones
- Proyecto de Aula Pavimentos 2021-1 YesDocumento24 páginasProyecto de Aula Pavimentos 2021-1 Yesmarianna hernandez yepezAún no hay calificaciones
- Cuadro Sinóptico Del Proceso de La Logística - Yarilyn PDFDocumento4 páginasCuadro Sinóptico Del Proceso de La Logística - Yarilyn PDFYarilyn Luna SosaAún no hay calificaciones
- Practica CicloDocumento3 páginasPractica CicloWalter RamirezAún no hay calificaciones
- Taller 2 de Curvas de RemansoDocumento2 páginasTaller 2 de Curvas de RemansoCrlOs MgUel ArAndAún no hay calificaciones
- Obras Civiles Casa de Máquinas en Centrales HidroeléctricasDocumento4 páginasObras Civiles Casa de Máquinas en Centrales Hidroeléctricascarg29Aún no hay calificaciones
- Metodo de BouyoucosDocumento8 páginasMetodo de Bouyoucosmijail Ccorimanya PortugalAún no hay calificaciones
- Estudios y Diseños de La Doble Calzada Calarcá - Armenia y Calarcá - La Paila, Departamentos Del Quindío y Valle Del CaucaDocumento45 páginasEstudios y Diseños de La Doble Calzada Calarcá - Armenia y Calarcá - La Paila, Departamentos Del Quindío y Valle Del CaucaLina LizarazoAún no hay calificaciones
- 2doconsolidado MFDocumento1 página2doconsolidado MFKevin Alex Cuellar CanalesAún no hay calificaciones
- Presión negativa impide derrame de agua en vaso invertidoDocumento1 páginaPresión negativa impide derrame de agua en vaso invertidoAndrés HKAún no hay calificaciones
- Semana 2 - Ejemplo 4 Tubería Simple Con Pérdidas Menores y Bomba (2 Casos) 160418Documento7 páginasSemana 2 - Ejemplo 4 Tubería Simple Con Pérdidas Menores y Bomba (2 Casos) 160418Daniel LlanaAún no hay calificaciones
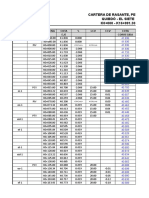
- Cartera de RasanteDocumento176 páginasCartera de Rasanteandresfc37Aún no hay calificaciones
- Taller No 3 de Hidráulica Grupo B 2020 1 PDFDocumento8 páginasTaller No 3 de Hidráulica Grupo B 2020 1 PDFcesaralfa01Aún no hay calificaciones
- Relacion Entre Velocidad y FlujoDocumento11 páginasRelacion Entre Velocidad y FlujoRodrigo SandovalAún no hay calificaciones
- Análisis Geométrico de ObrasDocumento16 páginasAnálisis Geométrico de ObrasHAIDERFLOREZRAMOSAún no hay calificaciones
- Cálculo del caudal del Río Lurín usando datos de aforoDocumento3 páginasCálculo del caudal del Río Lurín usando datos de aforoHomero Rivera PerdomoAún no hay calificaciones
- Flujo de agua a un tanque en techoDocumento4 páginasFlujo de agua a un tanque en techoJuan Alvarado GutiérrezAún no hay calificaciones
- 7ma PRACTICA ESTRUCTURAS METALICAS UCSP 2020 2do SEM FINDocumento1 página7ma PRACTICA ESTRUCTURAS METALICAS UCSP 2020 2do SEM FINMauricio Alvarez VeraAún no hay calificaciones
- El Método de Hardy CrossDocumento4 páginasEl Método de Hardy CrossalexandraAún no hay calificaciones
- Cálculo de caudal y pérdida de carga en canal triangular con resalto hidráulicoDocumento5 páginasCálculo de caudal y pérdida de carga en canal triangular con resalto hidráulicoCarlos Rodrigo Cano NuñezAún no hay calificaciones
- PROYECTO DE HIDROLOGIA PARA EL PERIODO 2021-1-Parte 2Documento3 páginasPROYECTO DE HIDROLOGIA PARA EL PERIODO 2021-1-Parte 2Sergio MoralesAún no hay calificaciones
- Informe Lab de ManningDocumento9 páginasInforme Lab de ManningMelissa RodriguezAún no hay calificaciones
- Planificación de obras de acueducto y alcantarillado en Playa RicaDocumento2 páginasPlanificación de obras de acueducto y alcantarillado en Playa RicaDavid DTAún no hay calificaciones
- Informe Final T3 ListoDocumento32 páginasInforme Final T3 Listovania arenasAún no hay calificaciones
- SOLUCIONDocumento3 páginasSOLUCIONAlbischy Muñoz MallmaAún no hay calificaciones
- Evaluación DiagnosticaDocumento2 páginasEvaluación DiagnosticaVan Hubert Osorio RicseAún no hay calificaciones
- Red Flujo Bajo PresaDocumento3 páginasRed Flujo Bajo PresaAlejandro Cruz VillamilAún no hay calificaciones
- Tarea de Comparacion de CanalesDocumento5 páginasTarea de Comparacion de CanalesEzekiel NarpeAún no hay calificaciones
- Ef Mecanicafluidos PaulsaenzDocumento8 páginasEf Mecanicafluidos Paulsaenzpaul vsg saenz cordovaAún no hay calificaciones
- Laboratorio 2 - Ensayo de Compresion ELASTICIDAD Y RESISTENCIA DE MATERIALESDocumento10 páginasLaboratorio 2 - Ensayo de Compresion ELASTICIDAD Y RESISTENCIA DE MATERIALESDiego Gabriel TPAún no hay calificaciones
- Laboratorio 1 GuiaDocumento21 páginasLaboratorio 1 GuiaJefferson Coronado Neyra100% (1)
- Ejercicios de La Primera Unidad 45Documento3 páginasEjercicios de La Primera Unidad 45Alex Quispe MontesinosAún no hay calificaciones
- Lab #5 Densidad de Campo-Metodo Del Cono de ArenasDocumento3 páginasLab #5 Densidad de Campo-Metodo Del Cono de ArenasBrian HernándezAún no hay calificaciones
- Exam 09 ADQUISICIONES Con RespuestasDocumento6 páginasExam 09 ADQUISICIONES Con Respuestasjhon de la cruz ramosAún no hay calificaciones
- Evaluación Final - Prueba de DesarrolloDocumento2 páginasEvaluación Final - Prueba de DesarrolloRafael BarjaAún no hay calificaciones
- Ejercicios 6.38,6.42,6.54 Mecanica de FluidosDocumento1 páginaEjercicios 6.38,6.42,6.54 Mecanica de FluidoshayroldAún no hay calificaciones
- Taller Mezcla RapidaDocumento1 páginaTaller Mezcla RapidaAlejandra LópezAún no hay calificaciones
- Mecánica Fluidos Unidad 2 Hidrostática Superficies Planas y ArquimidesDocumento21 páginasMecánica Fluidos Unidad 2 Hidrostática Superficies Planas y ArquimidesArturo Estrada RodarteAún no hay calificaciones
- Laboratorio 3Documento24 páginasLaboratorio 3THANIA CAROL VALDIVIA FELIXAún no hay calificaciones
- Curva característica de una bomba centrífuga ensayada en laboratorioDocumento10 páginasCurva característica de una bomba centrífuga ensayada en laboratorioCesar Augusto Castillo RoqueAún no hay calificaciones
- Lab 1Documento8 páginasLab 1Diego MedranoAún no hay calificaciones
- Sesion 4Documento71 páginasSesion 4Josep Aguilar TovarAún no hay calificaciones
- Hidráulica para estudiantes de ingeniería agronómicaDe EverandHidráulica para estudiantes de ingeniería agronómicaAún no hay calificaciones
- Bases y Condiciones Preliminares Del Concurso: Las Empanadas Criollas Más RicasDocumento1 páginaBases y Condiciones Preliminares Del Concurso: Las Empanadas Criollas Más Ricasfperez6716Aún no hay calificaciones
- Solvente 2010 SylpylDocumento1 páginaSolvente 2010 SylpylJorge Lara100% (1)
- Origen y Evolución Del Servicio deDocumento18 páginasOrigen y Evolución Del Servicio deAngel Baker50% (2)
- FT Drainpipe GeneralDocumento1 páginaFT Drainpipe GeneralDai QuAún no hay calificaciones
- Ayudante de Investigación Predoctoral para El Grupo de División Celular y Cáncer - CNIODocumento4 páginasAyudante de Investigación Predoctoral para El Grupo de División Celular y Cáncer - CNIOmarc alemanyAún no hay calificaciones
- 2.2.2.5 Lab - Configuring IPv4 Static and Default Routes - EstudianteDocumento12 páginas2.2.2.5 Lab - Configuring IPv4 Static and Default Routes - Estudiantepablo carvajalAún no hay calificaciones
- Trabajo Práctico N1 Pastelería. VatelDocumento6 páginasTrabajo Práctico N1 Pastelería. VatelcelesblackAún no hay calificaciones
- Medicion de Volumenes - Procesos Industriales NuevoDocumento19 páginasMedicion de Volumenes - Procesos Industriales NuevoL30ONAún no hay calificaciones
- Cuadro Comparativo de MétodosDocumento10 páginasCuadro Comparativo de MétodosTania BereniceAún no hay calificaciones
- Carta 2 Pizzeria PDFDocumento8 páginasCarta 2 Pizzeria PDFDamian Zamora AhumadaAún no hay calificaciones
- Control H2S Planta MolyDocumento19 páginasControl H2S Planta MolyJose Manuel Noriega MalagaAún no hay calificaciones
- Apicultura Migratoria o TrashumanteDocumento2 páginasApicultura Migratoria o TrashumanteBrayan Arias Quintana100% (2)
- Presentacion Miedo EscenicoDocumento14 páginasPresentacion Miedo EscenicoJacobo RodriguezAún no hay calificaciones
- Genética poblaciones Hardy-WeinbergDocumento16 páginasGenética poblaciones Hardy-WeinbergAnonymous DqkSEyOAún no hay calificaciones
- Preguntas para medir síntomas del DSM-VDocumento13 páginasPreguntas para medir síntomas del DSM-VLeudy Dionicio Mercado ReyesAún no hay calificaciones
- R E N T ArgentinaDocumento89 páginasR E N T ArgentinaFederico MarengoAún no hay calificaciones
- Etica Profesional Tarea 9Documento4 páginasEtica Profesional Tarea 9kenedy michelAún no hay calificaciones
- Materiales de Ingenieria Rincon Del VagoDocumento57 páginasMateriales de Ingenieria Rincon Del VagoIgnacio GarciaAún no hay calificaciones
- Examen Parcial I Registro de Fuentes Confiables Subrayada, Parafraseada y Sumillada para El Marco Conceptual de Idea EmprendedoraDocumento2 páginasExamen Parcial I Registro de Fuentes Confiables Subrayada, Parafraseada y Sumillada para El Marco Conceptual de Idea EmprendedoraRICHARD JAVIER ROSAS BAYLON50% (2)
- Edición Eje Este 07-11-2012Documento26 páginasEdición Eje Este 07-11-2012Pagina web Diario elsigloAún no hay calificaciones
- Tarea 5 - Sociologia de Las Enfermedades MentalesDocumento4 páginasTarea 5 - Sociologia de Las Enfermedades MentalesLola gomezAún no hay calificaciones
- Unidad Ii Alcanos. Radicales y Nomenclatura Arborescentes.2Documento10 páginasUnidad Ii Alcanos. Radicales y Nomenclatura Arborescentes.2Jefrey MadafakaAún no hay calificaciones
- Funciones ejecutivas y psicopatía: el caso de Phineas GageDocumento17 páginasFunciones ejecutivas y psicopatía: el caso de Phineas Gagemariobar17636Aún no hay calificaciones
- Ciencias Que Apoyan en La Ergonomia.Documento9 páginasCiencias Que Apoyan en La Ergonomia.Juan Carlos Escalante CalidonioAún no hay calificaciones
- QMC 100 Primer ParcialDocumento26 páginasQMC 100 Primer ParcialRubén Gonzalo UsnayoAún no hay calificaciones
- Iram-Aadl 2018 JDocumento44 páginasIram-Aadl 2018 JCarlos Manuel ROJAS GARCIA100% (2)
- Informe 004Documento10 páginasInforme 004Angela Bazán CupriAún no hay calificaciones
- DactilosDocumento46 páginasDactilosAnonymous nDaF5zAún no hay calificaciones
- Lista Precios Medicamentos LigaDocumento10 páginasLista Precios Medicamentos LigaWaldo WilkinsonAún no hay calificaciones
- Auxiliares de Diagnóstico SOMADocumento30 páginasAuxiliares de Diagnóstico SOMAFrancisco RazoAún no hay calificaciones