También podría gustarte
- Tablas ModaptsDocumento12 páginasTablas ModaptsSobrevilla Cruz Salma PatriciaAún no hay calificaciones
- Instrucciones de montaje Honda CB500F carenabrísDocumento1 páginaInstrucciones de montaje Honda CB500F carenabrísragv aassdasAún no hay calificaciones
- Et2-2 U1 Ad 2023 Practicas 1 A 5 CervantesBurgosOscarEDocumento8 páginasEt2-2 U1 Ad 2023 Practicas 1 A 5 CervantesBurgosOscarEAlan HernándezAún no hay calificaciones
- Copiadora profesional para torno: instrucciones de usoDocumento2 páginasCopiadora profesional para torno: instrucciones de usoRaidy AgüeroAún no hay calificaciones
- GENERADORDocumento54 páginasGENERADORALEXIS50% (2)
- L ActualDocumento128 páginasL ActualJuan Ernesto PerezAún no hay calificaciones
- Semana 12analis DCLDocumento2 páginasSemana 12analis DCLJuan RiosAún no hay calificaciones
- PA 2 - ING METODOS Soluciòn Problema 4 - AlejandroDocumento14 páginasPA 2 - ING METODOS Soluciòn Problema 4 - AlejandroMIGUEL ANIBAL MEJIA BRAVOAún no hay calificaciones
- Actividad de transferencia-MODULO 1Documento7 páginasActividad de transferencia-MODULO 1Ana Mercedes CastilloAún no hay calificaciones
- Hoja de Procesos Engrane HelicoidalDocumento4 páginasHoja de Procesos Engrane HelicoidalMarlon Vaca60% (5)
- Calculo de Metrado y ConcretoDocumento10 páginasCalculo de Metrado y ConcretoIrvin FernandezAún no hay calificaciones
- Nivel Interno de La Base de DatosDocumento12 páginasNivel Interno de La Base de DatosRODOLFO LEONEL MOLINA GUERRAAún no hay calificaciones
- Dr200se l3 E28Documento77 páginasDr200se l3 E28Yeline Sedano PaezAún no hay calificaciones
- Libro de CodigosDocumento3 páginasLibro de CodigosCarlos David Ramos RosasAún no hay calificaciones
- Criticidad EquiposDocumento15 páginasCriticidad EquiposDiego Espinoza ReinosoAún no hay calificaciones
- Radiador 3Documento2 páginasRadiador 3Fernando AlmeidaAún no hay calificaciones
- Hoja de Procesos Engrane HelicoidalDocumento4 páginasHoja de Procesos Engrane HelicoidalFelipe Perez HernandezAún no hay calificaciones
- Hoja de Procesos EngraneDocumento4 páginasHoja de Procesos EngraneFelipe Perez HernandezAún no hay calificaciones
- Sectorización de elementos estructurales y tren de actividades para proyecto de 790m2Documento5 páginasSectorización de elementos estructurales y tren de actividades para proyecto de 790m2El Gobert SoriaAún no hay calificaciones
- Hoja de TiemposDocumento2 páginasHoja de Tiemposbraulio manuelAún no hay calificaciones
- Parcial21 Picking 20212 BadilloDocumento14 páginasParcial21 Picking 20212 BadilloJuan David BadilloAún no hay calificaciones
- Proyecto Faja TransportadoraDocumento1 páginaProyecto Faja TransportadoraAdriana Alexa Canpos RiveraAún no hay calificaciones
- Instalación SNCDocumento2 páginasInstalación SNCPascual M sAún no hay calificaciones
- Estudio Del TrabajoDocumento10 páginasEstudio Del TrabajoNELSON MAURICIO URIAS GONZALEZAún no hay calificaciones
- P1 Taladro Cargador SolDocumento6 páginasP1 Taladro Cargador SolRicardoAún no hay calificaciones
- 2400 402HT-procDocumento9 páginas2400 402HT-procNicanor ccarita qqueshuallpaAún no hay calificaciones
- Catalogo M5000 AlumorenoDocumento16 páginasCatalogo M5000 AlumorenoarquitectoguerreiroAún no hay calificaciones
- 8 MastilDocumento49 páginas8 MastilFelipe MoralesAún no hay calificaciones
- Instituto Tecnológico Superior de Irapuato: AC30 Estudio Del Trabajo IIDocumento3 páginasInstituto Tecnológico Superior de Irapuato: AC30 Estudio Del Trabajo IIVanessa LinaresAún no hay calificaciones
- Catalogo m5000 - AlumorenoDocumento17 páginasCatalogo m5000 - AlumorenoGustavo Javier BruniAún no hay calificaciones
- CNC Router 3018 PRO Manual de UsuarioDocumento52 páginasCNC Router 3018 PRO Manual de UsuarioAlessandro Villegas88% (25)
- Boyles C5CDocumento20 páginasBoyles C5CPABLO100% (1)
- Informe Lab4 Andrango Gordon ObandoDocumento11 páginasInforme Lab4 Andrango Gordon ObandoGIOVANNY DARIO ANDRANGO SOSAPANTAAún no hay calificaciones
- E260 - E Respuestos Pluma VS323Documento21 páginasE260 - E Respuestos Pluma VS323RED DEL GRUEROAún no hay calificaciones
- Caminadora PlegableDocumento8 páginasCaminadora PlegabletodocatsolucionesAún no hay calificaciones
- Hombre MaquinaDocumento6 páginasHombre Maquinajantonio11850% (2)
- Producción máquinas registroDocumento96 páginasProducción máquinas registroEnrique RocaAún no hay calificaciones
- Fusco - G83 Taladrado ProfundoDocumento3 páginasFusco - G83 Taladrado Profundofuss fussAún no hay calificaciones
- Manual de Servicio TTR 150 Suspencion DelanteraDocumento44 páginasManual de Servicio TTR 150 Suspencion DelanteraHayler Raul Ariza MarinAún no hay calificaciones
- Manual Bio ShaperDocumento16 páginasManual Bio ShaperAF VMAún no hay calificaciones
- PRACTICA Secuencia de Encendido EscaleraDocumento1 páginaPRACTICA Secuencia de Encendido EscaleraMarco Antonio Mamani PacoAún no hay calificaciones
- Transborde y Asig. Tarea 2 ParcialDocumento10 páginasTransborde y Asig. Tarea 2 ParcialrogerAún no hay calificaciones
- Informe MartilloDocumento17 páginasInforme Martilloerick9daniel9navarroAún no hay calificaciones
- Metrado - Tanque - 16045-TK-30028Documento6 páginasMetrado - Tanque - 16045-TK-30028cesar janko quispeAún no hay calificaciones
- EMBUTIDORADocumento6 páginasEMBUTIDORADiaz DavidAún no hay calificaciones
- Autocad para Todos: 1:1 Pr02-00-00 Rondana Pivotante para Muebles Ensamble de ConjuntoDocumento1 páginaAutocad para Todos: 1:1 Pr02-00-00 Rondana Pivotante para Muebles Ensamble de ConjuntoJulian Rodrigo Melendez GonzalezAún no hay calificaciones
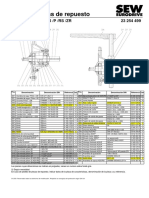
- Lista de Piezas de Repuesto AD5Documento1 páginaLista de Piezas de Repuesto AD5Tamara GarciaAún no hay calificaciones
- Ejercicio Resuelto de Maquinado en TornoDocumento4 páginasEjercicio Resuelto de Maquinado en TornoJESUS ALEJANDRO FLORES SERRATOAún no hay calificaciones
- Datasheet 18394 Arandelas El Sticas DIN 6796 - EsDocumento2 páginasDatasheet 18394 Arandelas El Sticas DIN 6796 - EsEdwin Calderón CabanillasAún no hay calificaciones
- Aceros Según Normas DINDocumento1 páginaAceros Según Normas DINprobetaspro132Aún no hay calificaciones
- Laboratorio 02 PDFDocumento2 páginasLaboratorio 02 PDFHAROLD STEVE RAMOS GARCIAAún no hay calificaciones
- Ficha TecnicaDocumento5 páginasFicha TecnicaPablo Mechon Araneda CisternaAún no hay calificaciones
- User Manual MTDP 9500BDocumento12 páginasUser Manual MTDP 9500BSaul PerezAún no hay calificaciones
- Facultad de Ingeniería UNLP MEC627-Proyecto de MáquinasDocumento16 páginasFacultad de Ingeniería UNLP MEC627-Proyecto de Máquinasjuan pablo olivadotiAún no hay calificaciones
- IFU Micropinzas expansión serie innovadoraDocumento1 páginaIFU Micropinzas expansión serie innovadorajuanAún no hay calificaciones
- Manual de Mantenimiento Taladro Fresadora China Generica ZX40Documento42 páginasManual de Mantenimiento Taladro Fresadora China Generica ZX40guiselaAún no hay calificaciones
- Torno CNC y Torno ConvencionalDocumento5 páginasTorno CNC y Torno ConvencionalLuis Albert Alvarez GutierrezAún no hay calificaciones
- Taller 4 Aporte 1Documento5 páginasTaller 4 Aporte 1Sofia MESAAún no hay calificaciones
- MS-18-FA-08 Evaluacion y Desempeño Del Molino Steckel (PPK)Documento2 páginasMS-18-FA-08 Evaluacion y Desempeño Del Molino Steckel (PPK)Karla Mayela Padilla SuárezAún no hay calificaciones
- AdministracionDocumento7 páginasAdministracionFarid CaballeroAún no hay calificaciones
- HojasDocumento5 páginasHojasFarid CaballeroAún no hay calificaciones
- 5 Why'sDocumento10 páginas5 Why'sFarid CaballeroAún no hay calificaciones
- GuiasDocumento299 páginasGuiasFarid CaballeroAún no hay calificaciones
- Estructura Del Sistema FinancieroDocumento6 páginasEstructura Del Sistema FinancieroAlfredo Enrique Rivera CortezAún no hay calificaciones
- Problemas Resueltos de FinitaDocumento5 páginasProblemas Resueltos de FinitaFarid CaballeroAún no hay calificaciones
- Alabe FijoDocumento5 páginasAlabe FijoVictorSAún no hay calificaciones
- Guia6 - IOP215 C1 2016Documento4 páginasGuia6 - IOP215 C1 2016Farid CaballeroAún no hay calificaciones
- Introduccionalateoriadelprecio PDFDocumento110 páginasIntroduccionalateoriadelprecio PDFFarid CaballeroAún no hay calificaciones
- Fracciones Parciales PDFDocumento5 páginasFracciones Parciales PDFLuis SegoviaAún no hay calificaciones
- Ecuacion de Bernoulli y Aplicaciones PDFDocumento12 páginasEcuacion de Bernoulli y Aplicaciones PDFGermán Ricardo CelyAún no hay calificaciones
- Física Tema 1 Magnitudes y Unidades de Medida Versión PDFDocumento13 páginasFísica Tema 1 Magnitudes y Unidades de Medida Versión PDFestefany2015Aún no hay calificaciones
- Especificaciones Tecnicas Pinturas para Obras Viales PDFDocumento66 páginasEspecificaciones Tecnicas Pinturas para Obras Viales PDFJhovana Guevara FonsecaAún no hay calificaciones
- Guia FPU 2021Documento11 páginasGuia FPU 2021Agnes QuillAún no hay calificaciones
- PAISAJISMODocumento31 páginasPAISAJISMOMARITZA FABIOLA CABANA HERRERAAún no hay calificaciones
- Rúbrica Evaluación Ciencias - 1° BásicoDocumento1 páginaRúbrica Evaluación Ciencias - 1° BásicoLeslie Zamora CarvajalAún no hay calificaciones
- Fuerzas IntermolecularesDocumento23 páginasFuerzas IntermolecularesJuanJo MoraAún no hay calificaciones
- Clase Practica 3 MT 1Documento10 páginasClase Practica 3 MT 1juliocesarpinotarragAún no hay calificaciones
- Expo Fisio Sem 6Documento8 páginasExpo Fisio Sem 6Alexandra Andrea Villafuerte huaracayaAún no hay calificaciones
- Preguntas ContextualizadasDocumento4 páginasPreguntas ContextualizadasSteveɳ SandovalAún no hay calificaciones
- Evaluación 1 - Estadística Aplicada ELEC - 2023IIDocumento9 páginasEvaluación 1 - Estadística Aplicada ELEC - 2023IIAilyn HernándezAún no hay calificaciones
- Manual - Introducción A La MecatrónicaDocumento94 páginasManual - Introducción A La MecatrónicadiegoAún no hay calificaciones
- Caso Clínico Hipertensión ArterialDocumento20 páginasCaso Clínico Hipertensión Arterialjose moreno100% (3)
- Paso 3 Investigar El MercadoDocumento3 páginasPaso 3 Investigar El MercadoLëîdër SūârëzAún no hay calificaciones
- Efectos de La Modificación de La Energía de Falla de Apilamiento en Aceros de Alto Manganeso y Su Influencia en La Resistencia A La Abrasión (TESIS)Documento63 páginasEfectos de La Modificación de La Energía de Falla de Apilamiento en Aceros de Alto Manganeso y Su Influencia en La Resistencia A La Abrasión (TESIS)Bastian Calderon DonosoAún no hay calificaciones
- Graficar cambios en variables en un sistema de coordenadasDocumento4 páginasGraficar cambios en variables en un sistema de coordenadasAmerica CabreraAún no hay calificaciones
- 15-11-23-Diez MinutosDocumento100 páginas15-11-23-Diez Minutosamordidas SexShopAún no hay calificaciones
- NIA 710 información comparativaDocumento2 páginasNIA 710 información comparativaCanchita100% (2)
- Análisis gráfico de datos experimentalesDocumento15 páginasAnálisis gráfico de datos experimentalesGrace Vera SalasAún no hay calificaciones
- Estrategias de enseñanza: Las buenas preguntas y clases expositivasDocumento8 páginasEstrategias de enseñanza: Las buenas preguntas y clases expositivasSofia Lilian AguirreAún no hay calificaciones
- Plantilla #5ABCDDocumento46 páginasPlantilla #5ABCDMar CesRod0% (1)
- Caso Practico Unidad 2 Gestion de Talento HumanoDocumento3 páginasCaso Practico Unidad 2 Gestion de Talento Humanodora elena guzmanAún no hay calificaciones
- SentenciaDocumento5 páginasSentenciaLizAlesandra100% (1)
- Las Semillas de Chia para Adelgazar Y Sus PropiedadesDocumento2 páginasLas Semillas de Chia para Adelgazar Y Sus Propiedadestestedbliss7867Aún no hay calificaciones
- Parametros Geomorfologicos de Una Cuenca HidrologicaDocumento41 páginasParametros Geomorfologicos de Una Cuenca HidrologicaJuan Carlos Tacilla GuadañaAún no hay calificaciones
- TRABAJODocumento9 páginasTRABAJOmaryAún no hay calificaciones
- Tesis Presentada Por La BachillerDocumento241 páginasTesis Presentada Por La BachillerAugusto BravoAún no hay calificaciones
- Pintura en TelaDocumento3 páginasPintura en TelaSilviaSanguanoAún no hay calificaciones
- Pliego de Especificaciones Técnicas 1Documento29 páginasPliego de Especificaciones Técnicas 1silvia pinedoAún no hay calificaciones
- Cine PlanetDocumento3 páginasCine PlanetLGAún no hay calificaciones
- PPP Qué Es SennovaDocumento7 páginasPPP Qué Es Sennovavaneza granadaAún no hay calificaciones
- Módulo 2 Estrategias y Tipos de KPIDocumento1 páginaMódulo 2 Estrategias y Tipos de KPILUCIANO RIVERAAún no hay calificaciones
- Expediente Municipal El Tambo NariñoDocumento224 páginasExpediente Municipal El Tambo NariñoDaniel CabreraAún no hay calificaciones