También podría gustarte
- Astm D1186-01 PDFDocumento5 páginasAstm D1186-01 PDFCalidad - TGIAún no hay calificaciones
- ASTM D7091-05 DFT of Non Magnetic Coatings To Ferrous MetalsDocumento7 páginasASTM D7091-05 DFT of Non Magnetic Coatings To Ferrous MetalsChris ParkinsonAún no hay calificaciones
- Paint Application Standard No. 2Documento13 páginasPaint Application Standard No. 2ceroride100% (2)
- Measurement of Dry Film Thickness of Protective Coating Systems by Destructive, Cross-Sectioning MeansDocumento6 páginasMeasurement of Dry Film Thickness of Protective Coating Systems by Destructive, Cross-Sectioning MeansAlvaro Iparraguirre NavarroAún no hay calificaciones
- SSPC PA2 Measurement of Dry Coating Thickness With Magnetic GagesDocumento11 páginasSSPC PA2 Measurement of Dry Coating Thickness With Magnetic Gageslonglong3003Aún no hay calificaciones
- D4417 19 Red PDFDocumento7 páginasD4417 19 Red PDFAlejandro 20Aún no hay calificaciones
- Astm D4228 05R17Documento3 páginasAstm D4228 05R17Johana Rivadeneira100% (1)
- Astm D1212Documento4 páginasAstm D1212Danilo Fornaro100% (1)
- Astm D714Documento5 páginasAstm D714Boris AguilarAún no hay calificaciones
- Field Measurement of Surface Profile of Blast Cleaned Steel: Standard Test Methods ForDocumento3 páginasField Measurement of Surface Profile of Blast Cleaned Steel: Standard Test Methods Fornaim0% (1)
- Astm - D4400.39339Documento4 páginasAstm - D4400.39339Bryan de BarrosAún no hay calificaciones
- D6677Documento2 páginasD6677Robby DíazAún no hay calificaciones
- D2200 13Documento3 páginasD2200 13CARLOS OLIVEROSAún no hay calificaciones
- Surface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningDocumento2 páginasSurface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningKrishna VachaAún no hay calificaciones
- ASTM G14 - 04 (Reapproved 2010)Documento6 páginasASTM G14 - 04 (Reapproved 2010)Sofia YuliAún no hay calificaciones
- SSPC Pa 14Documento6 páginasSSPC Pa 14mithileshAún no hay calificaciones
- Vdocuments - MX Elcometer Fitz Atlas 2 of Coating DefectsDocumento1 páginaVdocuments - MX Elcometer Fitz Atlas 2 of Coating DefectsEdgarDavidDiazCamposAún no hay calificaciones
- SSPC Pa - 2 2022Documento36 páginasSSPC Pa - 2 2022hardikpandya20100% (1)
- Technology Update No. 7Documento24 páginasTechnology Update No. 7aRiTo!Aún no hay calificaciones
- 7127 13Documento6 páginas7127 13Rajib Barua100% (1)
- ASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFDocumento3 páginasASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFEl_memito100% (1)
- F 941 - 99 - RJK0MQ - PDFDocumento3 páginasF 941 - 99 - RJK0MQ - PDFRománBarciaVazquezAún no hay calificaciones
- Astm D4417Documento3 páginasAstm D4417claudiaAún no hay calificaciones
- Astm D 5064Documento2 páginasAstm D 5064Alejandro 20Aún no hay calificaciones
- ASTM D4228 Calificacion PintoresDocumento3 páginasASTM D4228 Calificacion PintoresCarlos Licea100% (2)
- SSPC Visual 2Documento5 páginasSSPC Visual 2Chris Mendoza100% (1)
- Astm D-4214Documento4 páginasAstm D-4214Ahmad RoyaniAún no hay calificaciones
- Evaluating Degree of Flaking (Scaling) of Exterior Paints: Standard Test Method ForDocumento4 páginasEvaluating Degree of Flaking (Scaling) of Exterior Paints: Standard Test Method ForSudharsanAún no hay calificaciones
- D 4417 21 Field Measurement of Surface Profile of Blast Cleaned Steel Apiasme Practice TestDocumento7 páginasD 4417 21 Field Measurement of Surface Profile of Blast Cleaned Steel Apiasme Practice TestEdgar GuerraAún no hay calificaciones
- Iso 8502 6 2020Documento9 páginasIso 8502 6 2020Aswin NashAún no hay calificaciones
- Astm D5162-15Documento5 páginasAstm D5162-15maxpan maxAún no hay calificaciones
- Astm d4752 Rub TestDocumento8 páginasAstm d4752 Rub Testhelioxavier2100% (1)
- Astm D 660 - 93 (2019)Documento9 páginasAstm D 660 - 93 (2019)Sur VaniAún no hay calificaciones
- SSPC SP1Documento2 páginasSSPC SP1Jose AngelAún no hay calificaciones
- Elcometer 142 ISO 8502-3 Dust PDFDocumento1 páginaElcometer 142 ISO 8502-3 Dust PDFhamza2085Aún no hay calificaciones
- SSPC SP 2 PDFDocumento2 páginasSSPC SP 2 PDFramase123Aún no hay calificaciones
- Astm D 4258Documento2 páginasAstm D 4258anthonybarnard100% (1)
- SSPC SP 1Documento2 páginasSSPC SP 1romdhan88Aún no hay calificaciones
- Astm D 6677Documento2 páginasAstm D 6677Ronny Moreno100% (1)
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForDocumento5 páginasZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForOscar Rodrigo LopezAún no hay calificaciones
- CIP Level 1 Quiz 4Documento6 páginasCIP Level 1 Quiz 4antonioviamontAún no hay calificaciones
- Norma Astm D-4541Documento16 páginasNorma Astm D-4541Miguel RojasAún no hay calificaciones
- ASTM D7393-07 (2012) Standard Practice For Indicating Oil in AbrasivesDocumento2 páginasASTM D7393-07 (2012) Standard Practice For Indicating Oil in Abrasivesalexander zuritaAún no hay calificaciones
- TP913 Coating Thickness CheckDocumento5 páginasTP913 Coating Thickness CheckShahril ZainulAún no hay calificaciones
- International Standard: Second Edition 2006-07-01Documento14 páginasInternational Standard: Second Edition 2006-07-01RyanAún no hay calificaciones
- Astm G42 PDFDocumento142 páginasAstm G42 PDFWilliam Lozano Mariño100% (1)
- SSPC Pa2Documento12 páginasSSPC Pa2Robinson Cesar De la VegaAún no hay calificaciones
- Nace Sp049007 TocDocumento1 páginaNace Sp049007 TocJhon Fredy De La Hoz Martinez67% (3)
- D4940 15 (Reapproved 2020) REDDocumento3 páginasD4940 15 (Reapproved 2020) REDcarlos_k1555alejo100% (1)
- SSPC SP14Documento6 páginasSSPC SP14longlong3003Aún no hay calificaciones
- Profile Measurement WebinarDocumento39 páginasProfile Measurement WebinarAlex CarreraAún no hay calificaciones
- SSPC Guide 6Documento14 páginasSSPC Guide 6alfian leoanakAún no hay calificaciones
- ASTM D 714 - 87 R00 Standard Test Method For Evaluating Degree of Blistering of Paints PDFDocumento5 páginasASTM D 714 - 87 R00 Standard Test Method For Evaluating Degree of Blistering of Paints PDFAlfredoAún no hay calificaciones
- Astm D6677-18 6.02Documento2 páginasAstm D6677-18 6.02amirhossein100% (3)
- ASTM D 4417-14 Medicion de Rugosidad PDFDocumento4 páginasASTM D 4417-14 Medicion de Rugosidad PDF1zorro1Aún no hay calificaciones
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocumento56 páginasWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineAún no hay calificaciones
- Astm d6677Documento2 páginasAstm d6677Alvaro Iparraguirre Navarro100% (1)
- Nondestructive Measurement of Film Thickness of Pipeline Coatings On SteelDocumento2 páginasNondestructive Measurement of Film Thickness of Pipeline Coatings On SteelGul Hassan AkhunzadaAún no hay calificaciones
- ItpDocumento2 páginasItpJairo ArroyoAún no hay calificaciones
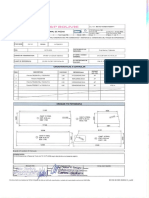
- Control Dimensional TKDocumento4 páginasControl Dimensional TKJairo ArroyoAún no hay calificaciones
- AWS Trends ArticlesDocumento24 páginasAWS Trends ArticlesJairo ArroyoAún no hay calificaciones
- Alternative Criteria Girth Welds PDFDocumento3 páginasAlternative Criteria Girth Welds PDFJairo ArroyoAún no hay calificaciones
- Answered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsDocumento4 páginasAnswered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsJuan Gutier CcAún no hay calificaciones
- 316L Stainless Steel Plate PDFDocumento1 página316L Stainless Steel Plate PDFGowtham RajaAún no hay calificaciones
- API 610 - Centrifugal Pumps PDFDocumento194 páginasAPI 610 - Centrifugal Pumps PDFNaveen TripuraneniAún no hay calificaciones
- Elcometer 106Documento14 páginasElcometer 106eknoboyAún no hay calificaciones
- Api 5L PDFDocumento154 páginasApi 5L PDFAns_12102Aún no hay calificaciones
- Msds CPD Sika Grout 212 UsDocumento11 páginasMsds CPD Sika Grout 212 UsJairo ArroyoAún no hay calificaciones
- Chapter 2.3.3 History of Visual Arts Modernism Post ModernismDocumento17 páginasChapter 2.3.3 History of Visual Arts Modernism Post ModernismKim Ashley SarmientoAún no hay calificaciones
- G1000 Us 1014 PDFDocumento820 páginasG1000 Us 1014 PDFLuís Miguel RomãoAún no hay calificaciones
- Generalized Class of Sakaguchi Functions in Conic Region: Saritha. G. P, Fuad. S. Al Sarari, S. LathaDocumento5 páginasGeneralized Class of Sakaguchi Functions in Conic Region: Saritha. G. P, Fuad. S. Al Sarari, S. LathaerpublicationAún no hay calificaciones
- Java Complete Collection FrameworkDocumento28 páginasJava Complete Collection FrameworkkhushivanshAún no hay calificaciones
- GLOBE2Documento7 páginasGLOBE2mba departmentAún no hay calificaciones
- DR S GurusamyDocumento15 páginasDR S Gurusamybhanu.chanduAún no hay calificaciones
- Science and Technology in Ancient India by NeneDocumento274 páginasScience and Technology in Ancient India by NeneAshok Nene100% (1)
- GCP Vol 2 PDF (2022 Edition)Documento548 páginasGCP Vol 2 PDF (2022 Edition)Sergio AlvaradoAún no hay calificaciones
- De Thi Chon Hoc Sinh Gioi Cap Tinh Mon Tieng Anh Lop 12 So GD DT Thanh Hoa Nam Hoc 2015 2016Documento11 páginasDe Thi Chon Hoc Sinh Gioi Cap Tinh Mon Tieng Anh Lop 12 So GD DT Thanh Hoa Nam Hoc 2015 2016Thuy LinggAún no hay calificaciones
- SavannahHarbor5R Restoration Plan 11 10 2015Documento119 páginasSavannahHarbor5R Restoration Plan 11 10 2015siamak dadashzadeAún no hay calificaciones
- Rights of Parents in IslamDocumento11 páginasRights of Parents in Islamstoneage989100% (2)
- Guncha Arora: Professional Profile Career HistoryDocumento1 páginaGuncha Arora: Professional Profile Career HistoryNitin MahawarAún no hay calificaciones
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Documento1 páginaS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)BaytolgaAún no hay calificaciones
- Spare Part PhilosophyDocumento27 páginasSpare Part Philosophyavaisharma50% (2)
- John Wren-Lewis - NDEDocumento7 páginasJohn Wren-Lewis - NDEpointandspaceAún no hay calificaciones
- Flow of FoodDocumento2 páginasFlow of FoodGenevaAún no hay calificaciones
- Bgrim 1q2022Documento56 páginasBgrim 1q2022Dianne SabadoAún no hay calificaciones
- Music 9 Q3 Mod4 Musical Elements of Given Romantic Period PiecesDocumento19 páginasMusic 9 Q3 Mod4 Musical Elements of Given Romantic Period PiecesFinn Daniel Omayao100% (1)
- LFF MGDocumento260 páginasLFF MGRivo RoberalimananaAún no hay calificaciones
- Marine Cargo InsuranceDocumento72 páginasMarine Cargo InsuranceKhanh Duyen Nguyen HuynhAún no hay calificaciones
- EZ Water Calculator 3.0.2Documento4 páginasEZ Water Calculator 3.0.2adriano70Aún no hay calificaciones
- Battery Checklist ProcedureDocumento1 páginaBattery Checklist ProcedureKrauser ChanelAún no hay calificaciones
- Pelayo PathopyhsiologyDocumento13 páginasPelayo PathopyhsiologyE.J. PelayoAún no hay calificaciones
- DNA Vs RNA - Introduction and Differences Between DNA and RNADocumento10 páginasDNA Vs RNA - Introduction and Differences Between DNA and RNAKienlevyAún no hay calificaciones
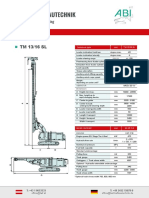
- ABI TM 13 16 SL - EngDocumento1 páginaABI TM 13 16 SL - EngJuan Carlos Benitez MartinezAún no hay calificaciones
- Internship Format HRMI620Documento4 páginasInternship Format HRMI620nimra tariqAún no hay calificaciones
- Sap New GL: Document Splitting - Configuration: ChooseDocumento3 páginasSap New GL: Document Splitting - Configuration: ChooseChandra Sekhar PAún no hay calificaciones
- Barrett Beyond Psychometrics 2003 AugmentedDocumento34 páginasBarrett Beyond Psychometrics 2003 AugmentedRoy Umaña CarrilloAún no hay calificaciones
- Paul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146Documento27 páginasPaul Wade - The Ultimate Isometrics Manual - Building Maximum Strength and Conditioning With Static Training-Dragon Door Publications (2020) - 120-146usman azharAún no hay calificaciones
- Verniers Micrometers and Measurement Uncertainty and Digital2Documento30 páginasVerniers Micrometers and Measurement Uncertainty and Digital2Raymond ScottAún no hay calificaciones