También podría gustarte
- Retiro Espiritual 2018 - Colegio San MartinDocumento1 páginaRetiro Espiritual 2018 - Colegio San MartinJavier Ventura VegaAún no hay calificaciones
- Hipnosisteraputica Slideshare 160517184205Documento38 páginasHipnosisteraputica Slideshare 160517184205MartinAlbis2013100% (1)
- Ines-Administracion en ContextoDocumento427 páginasInes-Administracion en ContextoEzequiel DuarteAún no hay calificaciones
- Tabla Especificacion TuberiaDocumento2 páginasTabla Especificacion TuberiaMarcoAntonio CarhuamantaIbañezAún no hay calificaciones
- Encuesta de SatisfaccionDocumento1 páginaEncuesta de SatisfaccionSebastian OrdoñezAún no hay calificaciones
- Historia de La OrnitologiaDocumento97 páginasHistoria de La OrnitologiaBetina LópezAún no hay calificaciones
- Diseño de SeparadoresDocumento94 páginasDiseño de SeparadoresErick Barroso Martinez100% (2)
- Planificación de Pozos y Selección de TaladrosDocumento13 páginasPlanificación de Pozos y Selección de TaladrosSebastian OrdoñezAún no hay calificaciones
- Programación automática de máquinas CNCDocumento84 páginasProgramación automática de máquinas CNCChanel Méndez RamírezAún no hay calificaciones
- Ilustres Municipalidades de ChileDocumento14 páginasIlustres Municipalidades de ChileGiussepe MartinAún no hay calificaciones
- Diplomado en Ingenieria de Riego - Jun22Documento12 páginasDiplomado en Ingenieria de Riego - Jun22pedromiguelAún no hay calificaciones
- DisenoYConstruccionDeUnElectroimanTipoSolenoide 4713255Documento4 páginasDisenoYConstruccionDeUnElectroimanTipoSolenoide 4713255pedRocabaniLLAsAún no hay calificaciones
- Variedades Vegetales Vigentes en EcuadorDocumento16 páginasVariedades Vegetales Vigentes en EcuadorSebastian OrdoñezAún no hay calificaciones
- T Uce 0012 133 PDFDocumento326 páginasT Uce 0012 133 PDFfernandoAún no hay calificaciones
- 2020.09.04 Presentación para Inversionistas TTQDocumento14 páginas2020.09.04 Presentación para Inversionistas TTQSebastian OrdoñezAún no hay calificaciones
- Ohsas Aenor EcuadorDocumento6 páginasOhsas Aenor EcuadorSebastian OrdoñezAún no hay calificaciones
- Reglamento Ocupacion Via Publica 2Documento6 páginasReglamento Ocupacion Via Publica 2Sebastian OrdoñezAún no hay calificaciones
- Deber de Lectura HilaryDocumento10 páginasDeber de Lectura HilarySebastian OrdoñezAún no hay calificaciones
- Catalogo DusterbayDocumento20 páginasCatalogo DusterbaySebastian OrdoñezAún no hay calificaciones
- Reforma Ordenanza UtttsvDocumento6 páginasReforma Ordenanza UtttsvSebastian OrdoñezAún no hay calificaciones
- Marco Legal Educativo 2012Documento276 páginasMarco Legal Educativo 2012Andy Lopez100% (4)
- Terminal Terrestre Quitumbe - Destinos y FrecuenciasDocumento30 páginasTerminal Terrestre Quitumbe - Destinos y FrecuenciasivimayaAún no hay calificaciones
- B7 - Control de Calidad de EquiposDocumento5 páginasB7 - Control de Calidad de EquiposSebastian OrdoñezAún no hay calificaciones
- Tabla de Fracciones Pulgada, Decimales de Pulgada, MilímetrosDocumento1 páginaTabla de Fracciones Pulgada, Decimales de Pulgada, MilímetrosSebastian OrdoñezAún no hay calificaciones
- Carta de Motivación GenéricaDocumento1 páginaCarta de Motivación GenéricaDeisy AlarconAún no hay calificaciones
- Instrumentación y Control (Valvulas Industriles) #2Documento34 páginasInstrumentación y Control (Valvulas Industriles) #2Sebastian OrdoñezAún no hay calificaciones
- Ficha Sport Ager 2018 PDocumento6 páginasFicha Sport Ager 2018 PSebastian OrdoñezAún no hay calificaciones
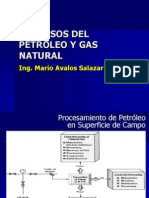
- CD 6982 PetroleosDocumento128 páginasCD 6982 PetroleosSebastian OrdoñezAún no hay calificaciones
- 3808-S023-I-VD-084-011 Procedimiento de Calibración de Instrumentos de Temperatura Rev 0Documento4 páginas3808-S023-I-VD-084-011 Procedimiento de Calibración de Instrumentos de Temperatura Rev 0Sebastian OrdoñezAún no hay calificaciones
- INVESTIGACION MetodologiaDocumento6 páginasINVESTIGACION MetodologiaSebastian OrdoñezAún no hay calificaciones
- Catálogo Formacion09 1Documento11 páginasCatálogo Formacion09 1Sebastian OrdoñezAún no hay calificaciones
- Incopro Presentacion Manejo de Herramientas ElectricasDocumento15 páginasIncopro Presentacion Manejo de Herramientas ElectricasSebastian OrdoñezAún no hay calificaciones
- Diseño y Evaluación de Separadores Bifásicos y TrifásicoDocumento281 páginasDiseño y Evaluación de Separadores Bifásicos y TrifásicoMelissa SanchezAún no hay calificaciones
- MirkaDocumento2 páginasMirkaSebastian OrdoñezAún no hay calificaciones
- Bioética Análisis 4 PelículasDocumento6 páginasBioética Análisis 4 PelículasSebastian OrdoñezAún no hay calificaciones
- Presentación de CapacitacionDocumento41 páginasPresentación de Capacitacionjuan perezAún no hay calificaciones
- Amnesia EspiritualDocumento1 páginaAmnesia EspiritualLILIAN JAZBLEIDY OLIVEROS CUBILLOSAún no hay calificaciones
- Panela ColombianaDocumento9 páginasPanela Colombianavictor mayaAún no hay calificaciones
- SOR - Leccion Semana 1Documento25 páginasSOR - Leccion Semana 1Fabio GilAún no hay calificaciones
- Protocolo Individual de Macroeconomia Unidad 1Documento3 páginasProtocolo Individual de Macroeconomia Unidad 15932020018 DAYANA MICHELLE RANGEL GONZALEZ ESTUDIANTE ACTIVOAún no hay calificaciones
- Carpeta Final Metodologia-2Documento23 páginasCarpeta Final Metodologia-2AdrianaAún no hay calificaciones
- Convocatoria Anpe.2019.017Documento2 páginasConvocatoria Anpe.2019.017Giovanny Perez RochaAún no hay calificaciones
- Proelm 3Documento10 páginasProelm 3DavidFelipeAún no hay calificaciones
- Guia de Aprendizaje GEOMETRIA CICLO 4Documento3 páginasGuia de Aprendizaje GEOMETRIA CICLO 4Lina Marcela Paz CastañoAún no hay calificaciones
- Guía 2 Lenguaje - Primer CicloDocumento2 páginasGuía 2 Lenguaje - Primer CicloPazitha BahamondeAún no hay calificaciones
- Unidad 6 Sistema Integrado de Programación y Control de Proyectos de InversiónDocumento21 páginasUnidad 6 Sistema Integrado de Programación y Control de Proyectos de InversiónAlan Delgado100% (2)
- Instrumental MeteorológicoDocumento62 páginasInstrumental MeteorológicoAnonymous hmNcNy100% (2)
- Diferencias entre moldeamiento, desvanecimiento y encadenamientoDocumento4 páginasDiferencias entre moldeamiento, desvanecimiento y encadenamientoAndrea Lee Rivera NúñezAún no hay calificaciones
- Dibujan A Su EscuelitaDocumento5 páginasDibujan A Su EscuelitaFiori Díaz GarcíaAún no hay calificaciones
- Testimonios CpaDocumento2 páginasTestimonios CpaWilfredo Mamani MarazaAún no hay calificaciones
- Utilidad del TI-RADS en el manejo del nódulo tiroideoDocumento20 páginasUtilidad del TI-RADS en el manejo del nódulo tiroideoRoel Sayritupac Araujo100% (1)
- Jerónimo de Ayanz y BeaumontDocumento10 páginasJerónimo de Ayanz y BeaumontFrancisco José OrtizAún no hay calificaciones
- AsimetriaDocumento3 páginasAsimetriaapple144Aún no hay calificaciones
- Sistema RespiratorioDocumento8 páginasSistema Respiratoriokristy mendoza chumbeAún no hay calificaciones
- CATALOGO Document Ales - El CirujanoDocumento14 páginasCATALOGO Document Ales - El CirujanotrabajosebpAún no hay calificaciones
- El Manifiesto Del Cine FuturistaDocumento19 páginasEl Manifiesto Del Cine FuturistaDani LeonAún no hay calificaciones
- La Victoria Del Amor de Lorenzo Zani PDFDocumento107 páginasLa Victoria Del Amor de Lorenzo Zani PDFLaSiervaAún no hay calificaciones
- Gaceta Oficial 41.581Documento31 páginasGaceta Oficial 41.581Luis ToroAún no hay calificaciones
- Informe HuellasDocumento14 páginasInforme Huellaslucía espitiaAún no hay calificaciones