También podría gustarte
- Mantenimiento Predictivo PDFDocumento10 páginasMantenimiento Predictivo PDFCharlie IsraelAún no hay calificaciones
- Sistemas Neumáticos y OleohidráulicosDocumento15 páginasSistemas Neumáticos y OleohidráulicoskatherinAún no hay calificaciones
- Seleccion de Cojinetes de Rodamient1Documento12 páginasSeleccion de Cojinetes de Rodamient1Diego LugmañaAún no hay calificaciones
- FMECADocumento12 páginasFMECANicolas Adolfo Quijon Mendoza100% (1)
- Guía de ABP N°1 (Parte 1 y 2) MCAF01 - 1Documento7 páginasGuía de ABP N°1 (Parte 1 y 2) MCAF01 - 1Nicolas IturresAún no hay calificaciones
- TC N°1 Mejoramiento de Sistema de MaquinasDocumento5 páginasTC N°1 Mejoramiento de Sistema de MaquinasA C Torres GonzálezAún no hay calificaciones
- Historia y evolución del mantenimiento industrialDocumento41 páginasHistoria y evolución del mantenimiento industrialEli Pale50% (2)
- Prensa HidraulicaDocumento14 páginasPrensa HidraulicaJosé Arriagada ArayaAún no hay calificaciones
- Historia Del Mantenimiento IndustrialDocumento19 páginasHistoria Del Mantenimiento Industrialyoelitosam13Aún no hay calificaciones
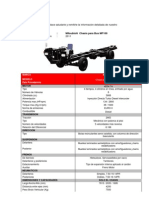
- Chasis bus Mitsubishi MF100 2011 - 7.5 ton, 134 HP, diéselDocumento2 páginasChasis bus Mitsubishi MF100 2011 - 7.5 ton, 134 HP, diéselRussel GarayAún no hay calificaciones
- Resolucion Directoral N°014-2009-MTCDocumento13 páginasResolucion Directoral N°014-2009-MTCalonsogonzalesAún no hay calificaciones
- Tec Mantenimiento de Motores Diesel v-102Documento24 páginasTec Mantenimiento de Motores Diesel v-102javdieselAún no hay calificaciones
- Boletín Técnico 09 - 2013 Calibración Pedal Del EmbragueDocumento4 páginasBoletín Técnico 09 - 2013 Calibración Pedal Del EmbragueJarden VegaAún no hay calificaciones
- Diseño RCM bombeo empresa camaronera DuránDocumento77 páginasDiseño RCM bombeo empresa camaronera DuránMariano GonzalezAún no hay calificaciones
- Tipos de Fallas Del MantenimientoDocumento4 páginasTipos de Fallas Del MantenimientoDanielQCAún no hay calificaciones
- Geem01 U2 Es7Documento3 páginasGeem01 U2 Es7Ls28Aún no hay calificaciones
- Presentacion de Evolución Del MantenimientoDocumento56 páginasPresentacion de Evolución Del Mantenimientopetrolorito100% (1)
- Seleccion de Materiales para DestornilladorDocumento3 páginasSeleccion de Materiales para DestornilladorIvan Marcelo TapiaAún no hay calificaciones
- El Cliente de MantenimientoDocumento8 páginasEl Cliente de MantenimientoDiego Fernando Yustes100% (1)
- Curado en Base SólidaDocumento3 páginasCurado en Base SólidaFranco AlbertoAún no hay calificaciones
- Fallas en CalderasDocumento6 páginasFallas en CalderasHugo Sánchez LoríaAún no hay calificaciones
- Proyecto TerminadoDocumento36 páginasProyecto TerminadoAlvaro ManyaAún no hay calificaciones
- Trabajo Colaborativo 2, Grupo NegroDocumento7 páginasTrabajo Colaborativo 2, Grupo NegroAzura DiamondAún no hay calificaciones
- Amef de Un Torno Horizontal CorrejidoDocumento7 páginasAmef de Un Torno Horizontal CorrejidoRONALD ARAPA YANAAún no hay calificaciones
- Diagnostico de Rodamientos Por UltrasonidoDocumento9 páginasDiagnostico de Rodamientos Por UltrasonidoSEerrgio SanchzAún no hay calificaciones
- 1.TRANSMISION UTILIZANDO CORREAS TRAPECIALES FinalDocumento32 páginas1.TRANSMISION UTILIZANDO CORREAS TRAPECIALES FinalHugo GualloAún no hay calificaciones
- Proyecto Emprendimiento Innovación y Tecnologia (F)Documento14 páginasProyecto Emprendimiento Innovación y Tecnologia (F)erikapatricia cervantes zamoraAún no hay calificaciones
- Funciones Del Mantenimiento IndustrialDocumento7 páginasFunciones Del Mantenimiento IndustrialWilly MoralesAún no hay calificaciones
- Indice de Elasticidad - Christian Barragan - 7teDocumento8 páginasIndice de Elasticidad - Christian Barragan - 7teCctAsesoriaAún no hay calificaciones
- Taller 5Documento8 páginasTaller 5MARIA JOSE HERRERA SARMIENTOAún no hay calificaciones
- Mantenibilidad de activosDocumento6 páginasMantenibilidad de activosDore Paola P GAún no hay calificaciones
- Maquinas y Equipos HidraulicosDocumento7 páginasMaquinas y Equipos HidraulicosJxsé OG 420Aún no hay calificaciones
- Mantenimiento Basado en RiesgoDocumento17 páginasMantenimiento Basado en RiesgoJuan SigarrosteguiAún no hay calificaciones
- S14.s1 - Indicadores ProductividadDocumento21 páginasS14.s1 - Indicadores ProductividadberlyAún no hay calificaciones
- Estudio de Caso de Mantenimiento British AirwaysDocumento3 páginasEstudio de Caso de Mantenimiento British AirwaysJulian David Rodriguez CuervoAún no hay calificaciones
- 7 Pasos de Mantenimiento AutonomoDocumento50 páginas7 Pasos de Mantenimiento AutonomoJohn Altamirano100% (1)
- Controlador Lógico Programable HITACHIDocumento6 páginasControlador Lógico Programable HITACHICharles IriarteAún no hay calificaciones
- Arbol de DecisionDocumento2 páginasArbol de DecisionAlfredo RamosAún no hay calificaciones
- Amfe Analisis Hoy TornoDocumento1 páginaAmfe Analisis Hoy TornoguillermoAún no hay calificaciones
- Artículo Científico de Plan de MantenimientoDocumento4 páginasArtículo Científico de Plan de MantenimientoChristian CespedesAún no hay calificaciones
- Ejemplo de TesisDocumento118 páginasEjemplo de TesisDieggo CamposAún no hay calificaciones
- Evaluación de Competencias Mantenedor BaseDocumento24 páginasEvaluación de Competencias Mantenedor BaseMario Del Pino100% (1)
- Informe Tecnico AutomatizacionDocumento6 páginasInforme Tecnico AutomatizacionCesar LeonAún no hay calificaciones
- Peladora de NaranjasDocumento4 páginasPeladora de NaranjasYoanys RamirezAún no hay calificaciones
- APQPDocumento3 páginasAPQPSergioAún no hay calificaciones
- Ganchos, Garras, Grilletes y EslingasDocumento6 páginasGanchos, Garras, Grilletes y EslingasFranz LaquiAún no hay calificaciones
- Elementos de TransmicionDocumento44 páginasElementos de TransmicionRicardo Farroñay Juarez100% (3)
- Técnicas para resolver problemas termodinámicosDocumento8 páginasTécnicas para resolver problemas termodinámicosMicaela Gómez BeauvoirAún no hay calificaciones
- RCM-LecheríaDocumento4 páginasRCM-LecheríaLubrication´s RoomAún no hay calificaciones
- CEP Causas Comunes y EspecialesDocumento13 páginasCEP Causas Comunes y EspecialesDavid CabralesAún no hay calificaciones
- Tecnicas Mantenimiento Predictivo de ACIEMDocumento11 páginasTecnicas Mantenimiento Predictivo de ACIEMHans CohnAún no hay calificaciones
- Mantenimiento y Montaje Electromecanico 3Documento13 páginasMantenimiento y Montaje Electromecanico 3Dario GonzalezAún no hay calificaciones
- Ensayo Tecnicas de Analisis PredictivoDocumento15 páginasEnsayo Tecnicas de Analisis Predictivojezmar lamontAún no hay calificaciones
- Mantenimiento predictivo técnicasDocumento3 páginasMantenimiento predictivo técnicasjavier roman barba floresAún no hay calificaciones
- Mantenimiento PredictivoDocumento15 páginasMantenimiento PredictivoLuiis VbAún no hay calificaciones
- Indicadores PredictivosDocumento8 páginasIndicadores PredictivosHarold VasquezAún no hay calificaciones
- Trabajo Mantenimiento PredictivoDocumento13 páginasTrabajo Mantenimiento PredictivoBetto LaRaAún no hay calificaciones
- Actividad 4 Mantenimiento IndustrialDocumento21 páginasActividad 4 Mantenimiento IndustrialCarlos Enrique BlancoAún no hay calificaciones
- Mantto Predictivo MonografiasDocumento9 páginasMantto Predictivo MonografiasJesús Flores SerratoAún no hay calificaciones
- Mantenimiento PredictivoDocumento15 páginasMantenimiento PredictivoFrancis FloresAún no hay calificaciones
- Actividad Desarrollo de Productos 2Documento11 páginasActividad Desarrollo de Productos 2Luis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de Productos 2Documento11 páginasActividad Desarrollo de Productos 2Luis Enrique Avila MichelAún no hay calificaciones
- Introducción Eoye IiDocumento4 páginasIntroducción Eoye IiLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- ACTA MECA VitualDocumento2 páginasACTA MECA VitualLuis Enrique Avila MichelAún no hay calificaciones
- TablaTranformada ZDocumento3 páginasTablaTranformada ZGerardo Moises Herrera RoldanAún no hay calificaciones
- (EC2 - U1) Evidencia de Conocimiento: Herramientas de Software para Transformada ZDocumento6 páginas(EC2 - U1) Evidencia de Conocimiento: Herramientas de Software para Transformada ZLuis Enrique Avila MichelAún no hay calificaciones
- Acta de AcuerdosDocumento1 páginaActa de AcuerdosLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- Formato para Trabajo de Conceptos Termodinámica (UPSin) VacíoDocumento3 páginasFormato para Trabajo de Conceptos Termodinámica (UPSin) VacíoLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- Introducción Eoye IiDocumento4 páginasIntroducción Eoye IiLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- Actividad Desarrollo de ProductosDocumento5 páginasActividad Desarrollo de ProductosLuis Enrique Avila MichelAún no hay calificaciones
- Reporte Mantenimiento PredictivoDocumento15 páginasReporte Mantenimiento PredictivoLuis Enrique Avila MichelAún no hay calificaciones
- Display 7 Segmentos ReporteDocumento7 páginasDisplay 7 Segmentos ReporteLuis Enrique Avila MichelAún no hay calificaciones
- Unidades de MedidaDocumento2 páginasUnidades de MedidaUlises SilvaAún no hay calificaciones
- Robots de Boston DinamicsDocumento5 páginasRobots de Boston DinamicsLuis Enrique Avila MichelAún no hay calificaciones
- Cartel de PatoDocumento1 páginaCartel de PatoLuis Enrique Avila MichelAún no hay calificaciones
- Líquidos penetrantes para detección de defectos en soldaduraDocumento9 páginasLíquidos penetrantes para detección de defectos en soldaduraLuis Enrique Avila MichelAún no hay calificaciones
- Líquidos penetrantes para detección de defectos en soldaduraDocumento9 páginasLíquidos penetrantes para detección de defectos en soldaduraLuis Enrique Avila MichelAún no hay calificaciones
- Fallas-Causas Plan de MantenimientoDocumento4 páginasFallas-Causas Plan de MantenimientoLuis Enrique Avila MichelAún no hay calificaciones
- CrisisDocumento290 páginasCrisisPanagiotis DoulosAún no hay calificaciones
- Desastre ChosicaDocumento30 páginasDesastre ChosicaKaterineKataleyaAún no hay calificaciones
- Mineria Artezanal Convencional e IlegalDocumento16 páginasMineria Artezanal Convencional e IlegalAlexander Teves ZapanaAún no hay calificaciones
- Webcam Eróticas Maduros en MadridDocumento2 páginasWebcam Eróticas Maduros en MadridEroticoAún no hay calificaciones
- 50.1 Componentes Del Costo de Los Inventarios (NIC 2) DUO PRACTICUMDocumento88 páginas50.1 Componentes Del Costo de Los Inventarios (NIC 2) DUO PRACTICUMEymiCristinaAún no hay calificaciones
- Dieta 1800 KcalDocumento4 páginasDieta 1800 KcalLaura Daniela Jimenez PradaAún no hay calificaciones
- Ayuda económica para constitución de nueva empresa hasta S/.X según artículo 47 de la Ley de Formación y Promoción LaboralDocumento1 páginaAyuda económica para constitución de nueva empresa hasta S/.X según artículo 47 de la Ley de Formación y Promoción LaboralJimmyLópezSilvaSantistebanAún no hay calificaciones
- Analisis Critico Materia Habilidades GerencialesDocumento8 páginasAnalisis Critico Materia Habilidades GerencialescamaofeAún no hay calificaciones
- Sistemas LinealesDocumento5 páginasSistemas LinealesAcuña Lazaro AnthonyAún no hay calificaciones
- Pruebas a transformadoresDocumento7 páginasPruebas a transformadorespablo ariel santiagoAún no hay calificaciones
- Assessment Center Descripción de Cargos y Perfiles4 PDFDocumento3 páginasAssessment Center Descripción de Cargos y Perfiles4 PDFViviana M Rodríguez TarráAún no hay calificaciones
- Practica 5-Metodos de SiembraDocumento15 páginasPractica 5-Metodos de SiembraNayeli Avila AbarcaAún no hay calificaciones
- Gestión de equipos y maquinariasDocumento7 páginasGestión de equipos y maquinariasYoel Heinrich Chavez PaucarcajaAún no hay calificaciones
- Reglamento InternoDocumento12 páginasReglamento InternoJose Alarcon OrtizAún no hay calificaciones
- Ventajas y Desventajas Sobre La Evolucion de La WebDocumento3 páginasVentajas y Desventajas Sobre La Evolucion de La WebEST.LUZ ESTELLA DUARTE CUADROSAún no hay calificaciones
- AA1. Trastornos de Ansiedad - Linda Amaryany Gonzalez CuellarDocumento16 páginasAA1. Trastornos de Ansiedad - Linda Amaryany Gonzalez CuellarLinda Gonzalez CuellarAún no hay calificaciones
- Instructivo cierre y restablecimiento servicio acueductoDocumento18 páginasInstructivo cierre y restablecimiento servicio acueductoDilan AriasAún no hay calificaciones
- Estudiantes CrucigramaDocumento16 páginasEstudiantes Crucigramaapi-327304311Aún no hay calificaciones
- Cronograma de Ejecucion Gantt - A3Documento2 páginasCronograma de Ejecucion Gantt - A3Marco Antonio Condori SilesAún no hay calificaciones
- Proyecto de Escisión Plaza Vea TerminadoDocumento18 páginasProyecto de Escisión Plaza Vea TerminadoGiancarlo VelasquezAún no hay calificaciones
- w2f Client ESPANOLDocumento2 páginasw2f Client ESPANOLlindsay crossAún no hay calificaciones
- Introduccion Al Arte DigitalDocumento4 páginasIntroduccion Al Arte DigitalAndres Eduardo Gonzalez GarciaAún no hay calificaciones
- Qué Es La Polarimetría y Que Papel Juega en La Caracterización de CarbohidratosDocumento2 páginasQué Es La Polarimetría y Que Papel Juega en La Caracterización de CarbohidratosVale HerreraAún no hay calificaciones
- Robótica Olimpiada Estudiantil BoliviaDocumento32 páginasRobótica Olimpiada Estudiantil BoliviaClaudia Aguilar ValdiviaAún no hay calificaciones
- A-BIM Contruccion Industrializada Diseño y Fabricación Con BIMDocumento63 páginasA-BIM Contruccion Industrializada Diseño y Fabricación Con BIMcompAún no hay calificaciones
- Mapa Mental de La Unidad 2 IntervencionDocumento2 páginasMapa Mental de La Unidad 2 Intervencionkaren stephania piedra guerraAún no hay calificaciones
- Capitulo 6Documento3 páginasCapitulo 6domingoAún no hay calificaciones
- Garcia Vazquez Axelvladimir Radioisotopos ManualDocumento44 páginasGarcia Vazquez Axelvladimir Radioisotopos ManualunaranitasaltabaAún no hay calificaciones
- PRINCIPIOSDocumento1 páginaPRINCIPIOSAna Patricia Angulo CundumiAún no hay calificaciones
- AritméticaDocumento26 páginasAritméticaluis palacios manriqueAún no hay calificaciones