También podría gustarte
- Ensayo de Macrografía en Junta SoldadaDocumento19 páginasEnsayo de Macrografía en Junta SoldadaChristian Pérez GavilanesAún no hay calificaciones
- Codigo de SoldaduraDocumento45 páginasCodigo de SoldaduraMari AlmendrasAún no hay calificaciones
- Precalentamiento AWS D.1. 1. INDURA PDFDocumento31 páginasPrecalentamiento AWS D.1. 1. INDURA PDFFrancoAcevedoPascualAún no hay calificaciones
- Cuaderno Ciclo TermicoDocumento30 páginasCuaderno Ciclo TermicoIvana PalmaAún no hay calificaciones
- ASME Sección VIII-edic. 2021 Parte 7.1Documento27 páginasASME Sección VIII-edic. 2021 Parte 7.1Andres Melian100% (1)
- Metalurgia de La Soldadura y SoldabilidadDocumento7 páginasMetalurgia de La Soldadura y SoldabilidadVictor Angel Fuertes SaboyaAún no hay calificaciones
- Técnicas de Preparación Metalográfica PARTE 1Documento44 páginasTécnicas de Preparación Metalográfica PARTE 1Jordan Zarzosa Vasquez100% (1)
- Defectos y Fallas en Uniones SoldadasDocumento59 páginasDefectos y Fallas en Uniones SoldadasSebastian Pizarro100% (1)
- Iso 9606 - UniDocumento37 páginasIso 9606 - UniAnonymous vU7CuPAún no hay calificaciones
- Ceremonia Imposición de DistintivosDocumento2 páginasCeremonia Imposición de DistintivosJuan Carlos Santa cruz100% (1)
- La MetalografiaDocumento13 páginasLa MetalografiaAdrian Mv100% (1)
- Ensayo de macrografía de una junta soldada de acero A36Documento16 páginasEnsayo de macrografía de una junta soldada de acero A36Natanael VelascoAún no hay calificaciones
- Clasificacion de Electrodos Segun AWSDocumento13 páginasClasificacion de Electrodos Segun AWSJoRge BaRriosAún no hay calificaciones
- Soldabilidad de los aceros al carbón: Factores clave y consideraciones para la soldaduraDocumento36 páginasSoldabilidad de los aceros al carbón: Factores clave y consideraciones para la soldaduraangelAún no hay calificaciones
- Zappa GTAWDocumento31 páginasZappa GTAWArnaldo Luis Cantone100% (1)
- Ensayos Mecánicos de Uniones SoldadasaDocumento46 páginasEnsayos Mecánicos de Uniones SoldadasaFrank Merello Portocarrero100% (1)
- METALURGIADocumento39 páginasMETALURGIAsamyfr454Aún no hay calificaciones
- Procesos de SoldaduraDocumento29 páginasProcesos de SoldaduraJose Mariano GuarangaAún no hay calificaciones
- Memoria de Calculo Andamios PDFDocumento19 páginasMemoria de Calculo Andamios PDFOscar Martines100% (1)
- Procedimiento de Control y Mantenimiento de Equipos MenoresDocumento4 páginasProcedimiento de Control y Mantenimiento de Equipos Menoresroboan100% (3)
- Ejemplos LamontDocumento15 páginasEjemplos LamontLEONARDO IVÁN ESPINOZA SANHUEZAAún no hay calificaciones
- Ensayo de DobladoDocumento2 páginasEnsayo de DobladoJose A. PlacenciaAún no hay calificaciones
- Alambres Electrodos GmawDocumento12 páginasAlambres Electrodos GmawJulian MarinAún no hay calificaciones
- Aceros A-2 para herramientas de trabajo en fríoDocumento2 páginasAceros A-2 para herramientas de trabajo en fríoArturo MendozaAún no hay calificaciones
- MacrografiaDocumento19 páginasMacrografiaEnrique BustosAún no hay calificaciones
- DISCONTINUIDADESDocumento116 páginasDISCONTINUIDADESRoberto Chang PalmaAún no hay calificaciones
- Introduccion Ensayos No DestructivosDocumento12 páginasIntroduccion Ensayos No DestructivosFrancisco Estupiñan LopezAún no hay calificaciones
- Tipos de Símbolos de Soldadura Y SimbologiaDocumento6 páginasTipos de Símbolos de Soldadura Y SimbologiaJuan Enrique Garcia JimenezAún no hay calificaciones
- Controles de Recepcion de Piezas FundidasDocumento2 páginasControles de Recepcion de Piezas Fundidasmaaraya2Aún no hay calificaciones
- Metalografia Acero 1045Documento17 páginasMetalografia Acero 1045AlexAún no hay calificaciones
- Taller Defectologia SoldaduraDocumento10 páginasTaller Defectologia SoldaduraLina MariaAún no hay calificaciones
- EXPOSICIÓN FINAL MICROFUNDICIÓN - Control de Calidad y OptimizaciónDocumento44 páginasEXPOSICIÓN FINAL MICROFUNDICIÓN - Control de Calidad y OptimizaciónOneill Vasquez AmayaAún no hay calificaciones
- Clasificacion de Los AstmDocumento5 páginasClasificacion de Los AstmOlaf HerreraAún no hay calificaciones
- Guia MacrografiaDocumento5 páginasGuia MacrografiaJuank TorresAún no hay calificaciones
- Posición: Smaw 3G JT 1 07/08/2020 SmawDocumento1 páginaPosición: Smaw 3G JT 1 07/08/2020 SmawJoseph Cristian Cruz LuqueAún no hay calificaciones
- Para La Soldadura Con Aleaciones de PlataDocumento7 páginasPara La Soldadura Con Aleaciones de PlataamantessAún no hay calificaciones
- Macroataque Import Sold PDFDocumento29 páginasMacroataque Import Sold PDFDavid LiliAún no hay calificaciones
- Punzonado PDFDocumento30 páginasPunzonado PDFedwincrdm2767Aún no hay calificaciones
- SoldabilidadDocumento65 páginasSoldabilidadelkin GomezAún no hay calificaciones
- Calibradores de SoldaduraDocumento8 páginasCalibradores de SoldaduraAbisai GarciaAún no hay calificaciones
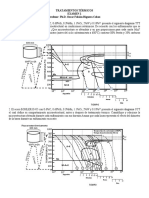
- Tratamientos térmicos de acero con diagrama TTT y CCTDocumento1 páginaTratamientos térmicos de acero con diagrama TTT y CCTedicarAún no hay calificaciones
- Puntos críticos y transformaciones en el diagrama hierro-carbonoDocumento15 páginasPuntos críticos y transformaciones en el diagrama hierro-carbonoEddy Llanos50% (4)
- Preparación de La Probeta MetalográficaDocumento4 páginasPreparación de La Probeta MetalográficaJhefersonMontoyaCcoylloAún no hay calificaciones
- Ensayos No DestructivosDocumento23 páginasEnsayos No DestructivosDany Falero RomeroAún no hay calificaciones
- 9.0 Metalurgia de La SoldaduraDocumento88 páginas9.0 Metalurgia de La SoldaduraVictor Angel Fuertes SaboyaAún no hay calificaciones
- Diagrama de SchaefferDocumento4 páginasDiagrama de SchaefferErick ManosalvasAún no hay calificaciones
- Muelas AbrasivasDocumento24 páginasMuelas AbrasivasTomas Ignacio ScagliottiAún no hay calificaciones
- MetalografiaDocumento3 páginasMetalografiaJorge Enrique Cardenas Garcia100% (1)
- Clasificación de Los ElectrodosDocumento8 páginasClasificación de Los ElectrodosPoletteAún no hay calificaciones
- Módulo 14 Refractarios Nicolás PardoDocumento26 páginasMódulo 14 Refractarios Nicolás PardoMaria isabelAún no hay calificaciones
- Uso Del Diagrama de Shaeffler para El Soldeo de Inoxidables CompressDocumento83 páginasUso Del Diagrama de Shaeffler para El Soldeo de Inoxidables CompressANGIE VIVIANA ROZO RAMIREZAún no hay calificaciones
- Area de SoldaduraDocumento20 páginasArea de SoldaduraChuchoHernandezHernandezAún no hay calificaciones
- Corrosión IntergranularDocumento12 páginasCorrosión IntergranularHelder Daniel Cutire SotoAún no hay calificaciones
- Corrosion Por Picaduras PDFDocumento35 páginasCorrosion Por Picaduras PDFJaz Ale JuarezAún no hay calificaciones
- Diagrama Fe-C y Sus AleacionesDocumento26 páginasDiagrama Fe-C y Sus AleacionesGerman Felipe ColiboroAún no hay calificaciones
- Examen de Soldadura de Aceros InoxidablesDocumento4 páginasExamen de Soldadura de Aceros InoxidablesJesus Manuel Tambo LimachiAún no hay calificaciones
- Código Asme y API 1104Documento12 páginasCódigo Asme y API 1104richardAún no hay calificaciones
- Alambres Utilizados Con Soldadura MIGDocumento4 páginasAlambres Utilizados Con Soldadura MIGthordeasgard100% (1)
- Brinell, Rockwell, VikersDocumento3 páginasBrinell, Rockwell, VikersYozie FHAún no hay calificaciones
- Ejercicios Metalografia y DurezasDocumento2 páginasEjercicios Metalografia y Durezascarlos-roAún no hay calificaciones
- Defectos de SoldaduraDocumento4 páginasDefectos de Soldadurawgomez_175543Aún no hay calificaciones
- Catalogo ConarcoDocumento24 páginasCatalogo ConarcoGuilherme GomesAún no hay calificaciones
- Placas PrecalentamientoDocumento22 páginasPlacas PrecalentamientoIsrael ErazoAún no hay calificaciones
- Examen JulioDocumento4 páginasExamen JulioOscar MartinesAún no hay calificaciones
- UeraDocumento1 páginaUeraOscar MartinesAún no hay calificaciones
- Láminas Clase DemostrativaDocumento4 páginasLáminas Clase DemostrativaOscar MartinesAún no hay calificaciones
- El Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporDocumento2 páginasEl Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporOscar MartinesAún no hay calificaciones
- El Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de Vapor Porque No Se Puede Alcanzar en La PrácticaDocumento14 páginasEl Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de Vapor Porque No Se Puede Alcanzar en La PrácticaOscar MartinesAún no hay calificaciones
- Reactivos Segundo Parcial Examen FinalDocumento16 páginasReactivos Segundo Parcial Examen FinalOscar Martines0% (1)
- El Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporDocumento2 páginasEl Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporOscar MartinesAún no hay calificaciones
- Prep 7Documento2 páginasPrep 7Oscar MartinesAún no hay calificaciones
- 55 EjercElemtDProbabilidadDocumento3 páginas55 EjercElemtDProbabilidadMaria BustamanteAún no hay calificaciones
- El Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporDocumento2 páginasEl Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporOscar MartinesAún no hay calificaciones
- No RenovableDocumento2 páginasNo RenovableOscar MartinesAún no hay calificaciones
- Resumen ShigleyDocumento6 páginasResumen ShigleyOscar MartinesAún no hay calificaciones
- El Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporDocumento2 páginasEl Ciclo de Carnot No Es Un Modelo Adecuado para Los Ciclos de Potencia de VaporOscar MartinesAún no hay calificaciones
- Prep 7Documento2 páginasPrep 7Oscar MartinesAún no hay calificaciones
- Deber DomeDocumento3 páginasDeber DomeOscar MartinesAún no hay calificaciones
- Costos Fijos y VariablesDocumento11 páginasCostos Fijos y VariablesOscar MartinesAún no hay calificaciones
- Nave IndustrialDocumento3 páginasNave IndustrialJohannita Tdt SolisAún no hay calificaciones
- Aplicación de Matriz de Riesgos Laborales MRLDocumento6 páginasAplicación de Matriz de Riesgos Laborales MRLJulio PambabayAún no hay calificaciones
- Organigrama estructura fabrica asientos busDocumento1 páginaOrganigrama estructura fabrica asientos busOscar MartinesAún no hay calificaciones
- DepreciacionDocumento7 páginasDepreciacionOscar MartinesAún no hay calificaciones
- Avance de Proyecto 1Documento2 páginasAvance de Proyecto 1Oscar MartinesAún no hay calificaciones
- Diferencia de CalderosDocumento4 páginasDiferencia de CalderosYonel AlbercoAún no hay calificaciones
- Conclusion EsDocumento1 páginaConclusion EsOscar MartinesAún no hay calificaciones
- CalculosDocumento7 páginasCalculosOscar MartinesAún no hay calificaciones
- QuimicosDocumento6 páginasQuimicosOscar MartinesAún no hay calificaciones
- Modelos Solicitudes FICMDocumento9 páginasModelos Solicitudes FICMChristian DavidAún no hay calificaciones
- Esfuerzos de contacto en rueda sobre superficie planaDocumento20 páginasEsfuerzos de contacto en rueda sobre superficie planaOscar Martines100% (2)
- TorresDocumento1 páginaTorresOscar MartinesAún no hay calificaciones
- Producto Académico N3Documento15 páginasProducto Académico N3juan_orihuela_1Aún no hay calificaciones
- Costos y PresupuestoDocumento4 páginasCostos y PresupuestoMariliny HerreraAún no hay calificaciones
- La Evolucion Del Ser Humano o El Proceso de HominizacionDocumento2 páginasLa Evolucion Del Ser Humano o El Proceso de HominizacionErika Laura NajarAún no hay calificaciones
- CC - HH Resolucion Sesion 11Documento3 páginasCC - HH Resolucion Sesion 11Adrian Machuca QuispeAún no hay calificaciones
- PRONAREADocumento15 páginasPRONAREAGisela SchiavaAún no hay calificaciones
- Banco de Palabras Periodo 2018Documento8 páginasBanco de Palabras Periodo 2018Eduardo Sánchez FigueroaAún no hay calificaciones
- Normalizacion de Una Base de DatoDocumento14 páginasNormalizacion de Una Base de DatoMaria doloresAún no hay calificaciones
- VIVIENDA ALTA DENSIDAD CARTAGENADocumento15 páginasVIVIENDA ALTA DENSIDAD CARTAGENAFabrizzio MilanoAún no hay calificaciones
- Proceso captación selección personal empresaDocumento4 páginasProceso captación selección personal empresaYaryAún no hay calificaciones
- Ballou 09Documento105 páginasBallou 09Paolo ZanoniAún no hay calificaciones
- Brazo Robot SCARA Vision Artificial UpiicsaDocumento10 páginasBrazo Robot SCARA Vision Artificial UpiicsaocobotAún no hay calificaciones
- Reflexion VideoDocumento2 páginasReflexion VideoNathalia Montejo MontejoAún no hay calificaciones
- Tarea 2 - TQMDocumento8 páginasTarea 2 - TQMvesquichaAún no hay calificaciones
- Reologia e HidraulicosDocumento32 páginasReologia e HidraulicosnestoredosAún no hay calificaciones
- 2022.02 - Práctica N°1 (LSEP) FormularioDocumento3 páginas2022.02 - Práctica N°1 (LSEP) FormularioPiero Portal RazaAún no hay calificaciones
- Etica Ambiental y MineriaDocumento7 páginasEtica Ambiental y MineriaJoel Alexander Ojeda PerezAún no hay calificaciones
- Informe 2 Presion HidrostaticaDocumento11 páginasInforme 2 Presion HidrostaticaDiego RamirezAún no hay calificaciones
- Psicología FisiológicaDocumento2 páginasPsicología FisiológicaGisca Leal Guerrero60% (5)
- Anexo LenguadoDocumento47 páginasAnexo LenguadoCarlos Aleman AsteAún no hay calificaciones
- Taller de IndicadoresDocumento12 páginasTaller de IndicadoresJaine CalvoAún no hay calificaciones
- Sesion MT Jueves15Documento5 páginasSesion MT Jueves15ginaAún no hay calificaciones
- Libro Rilco 2015Documento383 páginasLibro Rilco 2015Kimberlly MedinaAún no hay calificaciones
- Silabo Edafología Agronomía 2018 IIDocumento7 páginasSilabo Edafología Agronomía 2018 IIAnita Lopez SaucedoAún no hay calificaciones
- Cómo han evolucionado las telecomunicaciones desde 1870Documento10 páginasCómo han evolucionado las telecomunicaciones desde 1870Ricardo Jarquin AndurayAún no hay calificaciones
- Acta 1523Documento5 páginasActa 1523Bernardita PalauAún no hay calificaciones
- Diseño Geometrico de Carreteras - Clase 1Documento55 páginasDiseño Geometrico de Carreteras - Clase 1Atila MesalaAún no hay calificaciones
- Toma de decisiones en organizacionesDocumento16 páginasToma de decisiones en organizacionesMarta MaviramaAún no hay calificaciones
- Reglas de Netiqueta ResumenDocumento2 páginasReglas de Netiqueta ResumenJuanita Amaya BAún no hay calificaciones