También podría gustarte
- Tecnología Fusión FlashDocumento9 páginasTecnología Fusión FlashJonatahn Cortes CortesAún no hay calificaciones
- Horno cementero del siglo XXI: 10 parámetros claveDocumento8 páginasHorno cementero del siglo XXI: 10 parámetros claveNelly Isabel Narvaez PachecoAún no hay calificaciones
- Los Quemadores de FlsDocumento9 páginasLos Quemadores de FlsNelly Isabel Narvaez PachecoAún no hay calificaciones
- Los Grandes Errores y Aciertos en La Historia Del Horno CementeroDocumento6 páginasLos Grandes Errores y Aciertos en La Historia Del Horno CementeroAnonymous duvAl5Aún no hay calificaciones
- Los Grandes Errores y Aciertos en La Historia Del Horno CementeroDocumento6 páginasLos Grandes Errores y Aciertos en La Historia Del Horno CementeroAnonymous duvAl5Aún no hay calificaciones
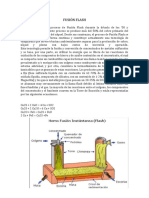
- Fusión FlashDocumento8 páginasFusión FlashAlex Ronaldy Araujo Gonzales100% (1)
- La evolución del diseño de quemadores para hornos cementeros en el siglo XXDocumento8 páginasLa evolución del diseño de quemadores para hornos cementeros en el siglo XXDAvid HallasiAún no hay calificaciones
- La evolución del diseño de quemadores para hornos cementerosDocumento8 páginasLa evolución del diseño de quemadores para hornos cementerosCarlos MontalvoAún no hay calificaciones
- Evolución de Los Quemadores para Hornos CementerosDocumento8 páginasEvolución de Los Quemadores para Hornos CementerosLuis Angel BusturiaAún no hay calificaciones
- Laboratorio de Ingenieria Mecanica II - Calderos A VaporDocumento23 páginasLaboratorio de Ingenieria Mecanica II - Calderos A VaporMirko Yanque Tomasevich100% (1)
- Procesos de refinación petrolera en la refinería de TalaraDocumento15 páginasProcesos de refinación petrolera en la refinería de TalaraRaphael FernandoAún no hay calificaciones
- Procesado de Escoria y Fusión de Chatarra en Los Hornos Rotatorios BasculantesDocumento10 páginasProcesado de Escoria y Fusión de Chatarra en Los Hornos Rotatorios BasculantesCamilo SabogalAún no hay calificaciones
- Instalaciones de Turbinas de Vapor y GasDocumento20 páginasInstalaciones de Turbinas de Vapor y GasYak Frank Pajares Moreno0% (1)
- Termo PaperDocumento10 páginasTermo PaperFernando Velásquez PeraltillaAún no hay calificaciones
- EL QUEMADOR DUOFLAME DE FLSmidthDocumento8 páginasEL QUEMADOR DUOFLAME DE FLSmidthContreras Carl100% (2)
- Descripción Del ProyectoDocumento69 páginasDescripción Del ProyectoJuver Zuñiga BustillosAún no hay calificaciones
- Caldera de TermofluidoDocumento14 páginasCaldera de TermofluidoEdison Paul Tierra TierraAún no hay calificaciones
- Horno Flash IncoDocumento31 páginasHorno Flash IncojjoaanAún no hay calificaciones
- Curso de Turbinas A Gas LM 2500Documento146 páginasCurso de Turbinas A Gas LM 2500esteban50% (2)
- CURSO DE TURBINAS A GAS 2015 CompletoDocumento285 páginasCURSO DE TURBINAS A GAS 2015 Completoesteban100% (2)
- Tuberías y CalderasDocumento12 páginasTuberías y CalderasPedro JacoboAún no hay calificaciones
- Ciclo Combinado ExamenDocumento10 páginasCiclo Combinado Examenalberth44100% (1)
- El proceso FASTMET fue desarrollado en los años 90 por varios actores clave de la industria para crear un proceso de fabricación de hierro más rentable para combatir el aumento de los precios del gas natural que impulsó unDocumento3 páginasEl proceso FASTMET fue desarrollado en los años 90 por varios actores clave de la industria para crear un proceso de fabricación de hierro más rentable para combatir el aumento de los precios del gas natural que impulsó unFelipe Romario Hilario QuispeAún no hay calificaciones
- CalderasDocumento6 páginasCalderasNixon AlviaAún no hay calificaciones
- Intercambiadores de calor tubularesDocumento11 páginasIntercambiadores de calor tubularesalex Villalba ContrerasAún no hay calificaciones
- Equipos de Fusión y ConversiónDocumento16 páginasEquipos de Fusión y ConversiónDámaris Urquidi HernándezAún no hay calificaciones
- Prototipo de Una CalderaDocumento67 páginasPrototipo de Una CalderaJaelRiosCamaraAún no hay calificaciones
- CalderaDocumento12 páginasCalderaKevin CedeñoAún no hay calificaciones
- Calderos de vapor: tipos, normas y funcionesDocumento32 páginasCalderos de vapor: tipos, normas y funcionesJosh Yôsef PinoAún no hay calificaciones
- Discurso Turbinas de AviacionDocumento7 páginasDiscurso Turbinas de AviacionRaul Arce AguilarAún no hay calificaciones
- 1598 - SpanienDocumento5 páginas1598 - Spanienja23gonzAún no hay calificaciones
- Transferencia InvDocumento6 páginasTransferencia Invxnnjvbg6hcAún no hay calificaciones
- Partes de Una Caldera PirotubularDocumento21 páginasPartes de Una Caldera PirotubularAlonso Mayorga Lamas67% (3)
- Funcionamiento del horno cubiloteDocumento13 páginasFuncionamiento del horno cubiloteDiego Zea RamirezAún no hay calificaciones
- Informe Caldera UnsaDocumento8 páginasInforme Caldera UnsajucejumoAún no hay calificaciones
- Generador de vaporDocumento28 páginasGenerador de vaporBill Kevin Leonardo MarianoAún no hay calificaciones
- Plantas de ciclo combinado en Perú y América del Sur: Comparación, energía consumida y producida, nuevos proyectosDocumento5 páginasPlantas de ciclo combinado en Perú y América del Sur: Comparación, energía consumida y producida, nuevos proyectosKelvinLuqueAún no hay calificaciones
- Calderas IndustrialesDocumento87 páginasCalderas IndustrialesLENIN704100% (1)
- Estado Del Arte TermoDocumento6 páginasEstado Del Arte TermoGuzman Romero CesarAún no hay calificaciones
- TEMARIODocumento36 páginasTEMARIOAldo Celaya TonchezAún no hay calificaciones
- WMORILLOPRAC2Documento14 páginasWMORILLOPRAC2Wendy AlinaAún no hay calificaciones
- Ciclo CombinadoDocumento24 páginasCiclo CombinadoVictor Andrey Delgado BalarezoAún no hay calificaciones
- Compresores aire centrífugos industriaDocumento7 páginasCompresores aire centrífugos industriaFernando Coronado MamaniAún no hay calificaciones
- CalderasDocumento23 páginasCalderasDiana Cueva MillaAún no hay calificaciones
- Turbina A GasDocumento33 páginasTurbina A GasAyrton Estrada SotoAún no hay calificaciones
- Noviembre2005 - Caldera Recuperadoras ModernasDocumento4 páginasNoviembre2005 - Caldera Recuperadoras ModernasClaudio TorresAún no hay calificaciones
- Curso de Turbina MS 5001 G.E.Documento47 páginasCurso de Turbina MS 5001 G.E.esteban100% (13)
- RankineDocumento5 páginasRankineXavier GuillenAún no hay calificaciones
- Conversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Documento14 páginasConversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Rajaes1958Aún no hay calificaciones
- Procesos Flash y BathDocumento18 páginasProcesos Flash y BathCristian Reyes IlicAún no hay calificaciones
- Conversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Documento14 páginasConversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Rajaes1958Aún no hay calificaciones
- T Espel 0051Documento153 páginasT Espel 0051juanelmer100% (2)
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDe EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaAún no hay calificaciones
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónDe EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónAún no hay calificaciones
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108De EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Calificación: 5 de 5 estrellas5/5 (1)
- Transmisión de calor en motores alternativos: aplicación al aprovechamiento energético de los gasesDe EverandTransmisión de calor en motores alternativos: aplicación al aprovechamiento energético de los gasesAún no hay calificaciones
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarDe EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarCalificación: 3.5 de 5 estrellas3.5/5 (4)
- 12 Sesión de AprendizajeDocumento1 página12 Sesión de AprendizajelandagoAún no hay calificaciones
- Sesión de IncendioDocumento3 páginasSesión de Incendiolandago92% (13)
- Registro AnecdotarioDocumento1 páginaRegistro AnecdotarioSonia ChaucaAún no hay calificaciones
- 12 Sesión de AprendizajeDocumento3 páginas12 Sesión de AprendizajelandagoAún no hay calificaciones
- 60 Sesión de AprendizajeDocumento4 páginas60 Sesión de AprendizajelandagoAún no hay calificaciones
- Diseno Transmision Cadena Rodillos 1Documento15 páginasDiseno Transmision Cadena Rodillos 1marceloAún no hay calificaciones
- 11 Sesión de AprendizajeDocumento3 páginas11 Sesión de AprendizajelandagoAún no hay calificaciones
- Sesión de IncendioDocumento3 páginasSesión de Incendiolandago92% (13)
- 12 Sesión de AprendizajeDocumento3 páginas12 Sesión de AprendizajelandagoAún no hay calificaciones
- SeguridadEquipos Mineros PDFDocumento88 páginasSeguridadEquipos Mineros PDFlandagoAún no hay calificaciones
- 74 Sesión de Aprendizaje NDocumento3 páginas74 Sesión de Aprendizaje NlandagoAún no hay calificaciones
- Sesión de Aprendizaje #17Documento8 páginasSesión de Aprendizaje #17landagoAún no hay calificaciones
- Combustión Gasificación Y Pirólisis de Lignosulfonato de Calcio Mediante Tg-Dsc-MsDocumento180 páginasCombustión Gasificación Y Pirólisis de Lignosulfonato de Calcio Mediante Tg-Dsc-MslandagoAún no hay calificaciones
- PORTADA Inter PDFDocumento130 páginasPORTADA Inter PDFlandagoAún no hay calificaciones
- Catalogo TROMEL LAVADOR PDFDocumento2 páginasCatalogo TROMEL LAVADOR PDFlandago100% (1)
- Puente Grúa DimensionamientoDocumento22 páginasPuente Grúa DimensionamientoLucio Martino100% (2)
- Estructura soporte harneroDocumento34 páginasEstructura soporte harneroitaloperaltaAún no hay calificaciones
- Tox PDFDocumento3 páginasTox PDFlandagoAún no hay calificaciones
- Neurocirugia PDFDocumento36 páginasNeurocirugia PDFlandagoAún no hay calificaciones
- Ing Luis Eduardo de Ávila RuedaDocumento15 páginasIng Luis Eduardo de Ávila RuedalandagoAún no hay calificaciones
- Refractarios en La Industria Del CementoDocumento13 páginasRefractarios en La Industria Del CementoChristian Aguilar Diaz100% (1)
- Me Neurocirugia PDFDocumento2 páginasMe Neurocirugia PDFlandagoAún no hay calificaciones
- Ing Luis Eduardo de Ávila Rueda PDFDocumento24 páginasIng Luis Eduardo de Ávila Rueda PDFlandagoAún no hay calificaciones
- Metalurgia Del Cobre PDFDocumento70 páginasMetalurgia Del Cobre PDFMiguel Angel Simon MartinezAún no hay calificaciones
- Ing Luis Eduardo de Ávila Rueda PDFDocumento24 páginasIng Luis Eduardo de Ávila Rueda PDFlandagoAún no hay calificaciones
- FIBERGLASS Catalogo General de ImpermeabilizaciónDocumento46 páginasFIBERGLASS Catalogo General de ImpermeabilizaciónDavid Carrasco DcAún no hay calificaciones
- CONDUCCION Estado TransienteDocumento52 páginasCONDUCCION Estado TransienteJhonatan Castro RiosAún no hay calificaciones
- INTRODUCCION Informe de AguaDocumento16 páginasINTRODUCCION Informe de AguaMisael SalazarAún no hay calificaciones
- Educación Tecnológica 1er. AñoDocumento65 páginasEducación Tecnológica 1er. AñoTeresa Maisterra86% (28)
- Propiedades y clasificación de los refrigerantes más usadosDocumento23 páginasPropiedades y clasificación de los refrigerantes más usadosVictor Andres Simon AguilarAún no hay calificaciones
- Análisis instrumental BYF514Documento7 páginasAnálisis instrumental BYF514Camila Córdova LópezAún no hay calificaciones
- Curriculum Carlos Molina PDFDocumento1 páginaCurriculum Carlos Molina PDFCarlos Alberto Molina TiradoAún no hay calificaciones
- Transformadores - Informe #1 (2022-1)Documento15 páginasTransformadores - Informe #1 (2022-1)Santiago JuradoLizarazo (DJsantijliz)Aún no hay calificaciones
- Vibración en Turbinas de VaporDocumento6 páginasVibración en Turbinas de VaporALEXANDER DONATO HUAMANI TUEROSAún no hay calificaciones
- FV Intro Guia de Los Estudios 130622Documento18 páginasFV Intro Guia de Los Estudios 130622Milo MoleAún no hay calificaciones
- Prácticas Automatizacion Industrial PDFDocumento42 páginasPrácticas Automatizacion Industrial PDFTomas LosadaAún no hay calificaciones
- Informe PrevencionDocumento37 páginasInforme PrevencionJean PardoAún no hay calificaciones
- Formato - Contrato Arrendamiento - 2021 22.23.19 22.23.19Documento18 páginasFormato - Contrato Arrendamiento - 2021 22.23.19 22.23.19Víctor ArenasAún no hay calificaciones
- El Proceso de HilaturaDocumento3 páginasEl Proceso de HilaturaLeonardo MamaniAún no hay calificaciones
- Informes PasantiasDocumento10 páginasInformes PasantiasDanny LoaizaAún no hay calificaciones
- Guia Apertura EconomicaDocumento3 páginasGuia Apertura EconomicaJuan Esteban HernándezAún no hay calificaciones
- Anuario Estadístico Pemex 2017Documento119 páginasAnuario Estadístico Pemex 2017FJ RiversAún no hay calificaciones
- CALORIMETRIADocumento2 páginasCALORIMETRIAxeoxmacAún no hay calificaciones
- Ejer Cici OsDocumento22 páginasEjer Cici Osmela0% (2)
- Ej 1Documento2 páginasEj 1KoslerAún no hay calificaciones
- Catálogo 2021 AccuratexDocumento20 páginasCatálogo 2021 Accuratexivan lopez otazoAún no hay calificaciones
- Los Problemas Ambientales Más PreocupantesDocumento11 páginasLos Problemas Ambientales Más PreocupantesJenny SarangoAún no hay calificaciones
- Nom-001-Secre 2010Documento23 páginasNom-001-Secre 2010Nicole WilliamsAún no hay calificaciones
- Check List Accesorios de Izaje - ...Documento15 páginasCheck List Accesorios de Izaje - ...lpillacaa936100% (1)
- Fase 2 - Diseñar La Etapa de Conmutación Por SPWMDocumento10 páginasFase 2 - Diseñar La Etapa de Conmutación Por SPWMCarlosAún no hay calificaciones
- Hormigones EspecialesDocumento25 páginasHormigones EspecialesSolAún no hay calificaciones
- Hojas de Costos ModificarDocumento17 páginasHojas de Costos ModificarRozzy OrtizAún no hay calificaciones
- P6 - Medidas Eléctricas de Línea de TelefoníaDocumento6 páginasP6 - Medidas Eléctricas de Línea de Telefoníajavier100% (1)
- D. Calculos Presion-VolumenDocumento32 páginasD. Calculos Presion-VolumenAlekzander GDAún no hay calificaciones
- Equipos y Procesos de Tratamientos de AguasDocumento48 páginasEquipos y Procesos de Tratamientos de Aguaskamimaze628Aún no hay calificaciones