También podría gustarte
- 2022-Revisado Plan Maestro NuevoDocumento28 páginas2022-Revisado Plan Maestro NuevoBrayan100% (3)
- Electricidad Especialidad ConquistadoresDocumento3 páginasElectricidad Especialidad ConquistadoresSOLOMAR33% (3)
- Las 7 M de Un Proceso ProductivoDocumento3 páginasLas 7 M de Un Proceso ProductivoRicardo DavilaAún no hay calificaciones
- Taller N°11 ISO 9001-2015Documento6 páginasTaller N°11 ISO 9001-2015FELIX JAVIER PEÑA DELGADOAún no hay calificaciones
- Ciclo de DemingDocumento9 páginasCiclo de DemingLuiscito MaccapaAún no hay calificaciones
- Ejercicio2 - Planeacion de PlantasDocumento7 páginasEjercicio2 - Planeacion de PlantasCarlos SalinasAún no hay calificaciones
- Mapas Mentales Psicofisiologia NataliaDocumento3 páginasMapas Mentales Psicofisiologia NataliaIdali Bejarano Delgado0% (1)
- 8 Disciplinas para resolver problema de caída de cerdas en escobasDocumento9 páginas8 Disciplinas para resolver problema de caída de cerdas en escobasErick PalaciosAún no hay calificaciones
- APLICACIÓN DEL METODO GAUSS NuevoDocumento8 páginasAPLICACIÓN DEL METODO GAUSS Nuevoluisvar1243% (7)
- Control de Calidad de Materias PrimasDocumento18 páginasControl de Calidad de Materias PrimasVíctor Manuel Pescorán DelfínAún no hay calificaciones
- Año de la lucha contra la corrupción e impunidadDocumento9 páginasAño de la lucha contra la corrupción e impunidadjorge luis33% (3)
- Entregable 1 Automatizacion de Procesos Administrativos Casos EmpresarialesDocumento11 páginasEntregable 1 Automatizacion de Procesos Administrativos Casos EmpresarialesGelmer Salazar90% (10)
- Entregable 1 Tarea de Casos de Estudio Parte 1 A La 3.Documento9 páginasEntregable 1 Tarea de Casos de Estudio Parte 1 A La 3.Gelmer SalazarAún no hay calificaciones
- Ejemplo Plan de Desarrollo de Software RUPDocumento16 páginasEjemplo Plan de Desarrollo de Software RUPErnestoAún no hay calificaciones
- Entreble 1 Dany Oliver Herrera Navas 21000498Documento11 páginasEntreble 1 Dany Oliver Herrera Navas 21000498Dany Oliver Herrera NavasAún no hay calificaciones
- Formato:: 1. ÍndiceDocumento23 páginasFormato:: 1. ÍndiceCarlos PérezAún no hay calificaciones
- Mapas Conceptuales - Atencion, Memoria, PercepciónDocumento3 páginasMapas Conceptuales - Atencion, Memoria, PercepciónIdali Bejarano DelgadoAún no hay calificaciones
- Mapas Conceptuales - Atencion, Memoria, PercepciónDocumento3 páginasMapas Conceptuales - Atencion, Memoria, PercepciónIdali Bejarano DelgadoAún no hay calificaciones
- Fase 1 - Preliminar - Identificación y Definición Del Problema.Documento6 páginasFase 1 - Preliminar - Identificación y Definición Del Problema.Idali Bejarano Delgado100% (2)
- Fase 1 - Preliminar - Identificación y Definición Del Problema.Documento6 páginasFase 1 - Preliminar - Identificación y Definición Del Problema.Idali Bejarano Delgado100% (2)
- Fase 1 - Preliminar - Identificación y Definición Del Problema.Documento6 páginasFase 1 - Preliminar - Identificación y Definición Del Problema.Idali Bejarano Delgado100% (2)
- Fase 1 - Preliminar - Identificación y Definición Del Problema.Documento6 páginasFase 1 - Preliminar - Identificación y Definición Del Problema.Idali Bejarano Delgado100% (2)
- Taller N°2Documento4 páginasTaller N°2Guanilo AvalosAún no hay calificaciones
- Caso de estudio Textiles H&A: Análisis FODA y estructuración de procesosDocumento11 páginasCaso de estudio Textiles H&A: Análisis FODA y estructuración de procesosEvy VissoniAún no hay calificaciones
- Evaluación Unidad 2 - Estadística 1 - JFSGDocumento10 páginasEvaluación Unidad 2 - Estadística 1 - JFSGJulián Fernando Sánchez Gómez67% (3)
- Fase 2 Grupo 302582 - 8Documento12 páginasFase 2 Grupo 302582 - 8Anonymous VrBYG0Aún no hay calificaciones
- Producto Academico #03 Delsy H.Documento7 páginasProducto Academico #03 Delsy H.Dante FrancescoAún no hay calificaciones
- Informe AuditoriaDocumento18 páginasInforme AuditoriaSeul JimenezAún no hay calificaciones
- Evidencia 9Documento13 páginasEvidencia 9CRISTIAN STEVEN GAONA CLOPATOFSKYAún no hay calificaciones
- Caso Paul Chesler - Grupo 9 - GOP - MBA LXDocumento9 páginasCaso Paul Chesler - Grupo 9 - GOP - MBA LXFernando Perez GuevaraAún no hay calificaciones
- Actividad1 U3 PalaciosAzuaDocumento7 páginasActividad1 U3 PalaciosAzuaErick Palacios50% (2)
- 7 Ms .ProduccionDocumento5 páginas7 Ms .ProduccionMónica CampomanesAún no hay calificaciones
- Las 7 M'sDocumento3 páginasLas 7 M'sPaula Sanchez Dela BarqueraAún no hay calificaciones
- Coesca ProsumisacDocumento35 páginasCoesca ProsumisacDiana XimenaAún no hay calificaciones
- Taller Actividad 4-Auditoría IntegralDocumento13 páginasTaller Actividad 4-Auditoría IntegrallorenaAún no hay calificaciones
- PA3 Jhon DanteDocumento7 páginasPA3 Jhon DanteDante FrancescoAún no hay calificaciones
- Tarea1 de Calidad TotalDocumento9 páginasTarea1 de Calidad TotalAnghelo DaysAún no hay calificaciones
- Transformaciòn Organizacional de La Empresa ProcarsasDocumento9 páginasTransformaciòn Organizacional de La Empresa ProcarsasKenya GarciaAún no hay calificaciones
- Tarea#1 - Fin de CicloDocumento6 páginasTarea#1 - Fin de CicloNewton Marcel Garcia IntriagoAún no hay calificaciones
- Capitulo 6Documento4 páginasCapitulo 6duvan guzmanAún no hay calificaciones
- Hillary Bucklin Control02Documento4 páginasHillary Bucklin Control02Hillary BucklinAún no hay calificaciones
- Entregable Semana 4Documento3 páginasEntregable Semana 4jenniferAún no hay calificaciones
- Actividad ColaborativaDocumento11 páginasActividad Colaborativadilce ariasAún no hay calificaciones
- Examen FinalDocumento5 páginasExamen FinalNiko JudoAún no hay calificaciones
- Verificacion de Puesta en Marcha y Verificacion Por AutocontrolDocumento31 páginasVerificacion de Puesta en Marcha y Verificacion Por AutocontrolFrancy ClarosAún no hay calificaciones
- Renzo Trabajo Finalllllll 20022Documento15 páginasRenzo Trabajo Finalllllll 20022Renzo Manuel Pisfil ChanduviAún no hay calificaciones
- Introduccion Teorica JARABESDocumento9 páginasIntroduccion Teorica JARABESGeovana Haydee Condori CortezAún no hay calificaciones
- CASOS DE ESTUDIO ASSESSMENT CENTER 2020 Óptica CaroniDocumento6 páginasCASOS DE ESTUDIO ASSESSMENT CENTER 2020 Óptica CaronirikachuxAún no hay calificaciones
- Taller de Auditoría y EvaluaciónDocumento10 páginasTaller de Auditoría y EvaluaciónDebani OchoaAún no hay calificaciones
- Punto 8 5Documento8 páginasPunto 8 5Monica Morales GalvánAún no hay calificaciones
- Manual de Procedimientos Laboratorio Control de CalidadDocumento6 páginasManual de Procedimientos Laboratorio Control de CalidadchapadanyAún no hay calificaciones
- Plan de Calidad SHENKAIDocumento20 páginasPlan de Calidad SHENKAIovelasquez1160Aún no hay calificaciones
- Caso Cannon PDFDocumento5 páginasCaso Cannon PDFmaritzaAún no hay calificaciones
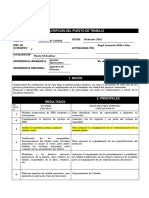
- Descripción Del Puesto - Analista de Calidad OCT. 2021Documento4 páginasDescripción Del Puesto - Analista de Calidad OCT. 2021Rubén Eduardo Galindo CarmonaAún no hay calificaciones
- Evidencia 11Documento6 páginasEvidencia 11Carlos Daniel Silva NietoAún no hay calificaciones
- Evaluación T1 Gest Est Oper Grupo 6Documento20 páginasEvaluación T1 Gest Est Oper Grupo 6giancarlo quispeAún no hay calificaciones
- Menéndez (2001) Evolución de La Calidad PDFDocumento7 páginasMenéndez (2001) Evolución de La Calidad PDFKarla LopezAún no hay calificaciones
- CP CaucaDocumento9 páginasCP CaucaJacoh Ramos MamaniAún no hay calificaciones
- Continua 2 Gestion de OperacionesDocumento4 páginasContinua 2 Gestion de OperacionesRenzo CayoAún no hay calificaciones
- Herramientas Básicas de Análisis de CalidadDocumento10 páginasHerramientas Básicas de Análisis de CalidadObed MagañaAún no hay calificaciones
- Act 6-Ansis-Equipo 4Documento17 páginasAct 6-Ansis-Equipo 4Diego SubzeroAún no hay calificaciones
- Admi OperacionesDocumento10 páginasAdmi Operacionestelly tonAún no hay calificaciones
- 7MDocumento22 páginas7MAlain HerreraAún no hay calificaciones
- Laboratorio de ProductividadDocumento4 páginasLaboratorio de ProductividadAris CaballeroAún no hay calificaciones
- Proyecto MEDICIÓN DEL TRABAJODocumento16 páginasProyecto MEDICIÓN DEL TRABAJORubèn AscanioAún no hay calificaciones
- Af4 U2 Muñoz Ñanco CamposDocumento7 páginasAf4 U2 Muñoz Ñanco CamposElizabeth VinkaAún no hay calificaciones
- Control 8 Fundamentos AdmDocumento6 páginasControl 8 Fundamentos Admariel salgado100% (2)
- Propuesta de Un Modelo de Gestión de Calidad para Mejorar La Productividad Del Area de Produccion de La Empresa Ladrillera LaDocumento7 páginasPropuesta de Un Modelo de Gestión de Calidad para Mejorar La Productividad Del Area de Produccion de La Empresa Ladrillera LakarenAún no hay calificaciones
- Práctica Calificada 1 GSCTDocumento4 páginasPráctica Calificada 1 GSCTshantal veli veraAún no hay calificaciones
- Foro 1. Los Costos de Calidad y Productividad.Documento6 páginasForo 1. Los Costos de Calidad y Productividad.perez156655Aún no hay calificaciones
- Plantilla CanvasDocumento3 páginasPlantilla CanvasIdali Bejarano DelgadoAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Paso 1 - Reconocimiento Del CursoDocumento5 páginasGuía de Actividades y Rúbrica de Evaluación - Paso 1 - Reconocimiento Del CursoIdali Bejarano DelgadoAún no hay calificaciones
- Icv 1 de 1Documento652 páginasIcv 1 de 1josephAún no hay calificaciones
- Formato Informe de Investigación AplicadaDocumento1 páginaFormato Informe de Investigación AplicadaIdali Bejarano DelgadoAún no hay calificaciones
- Matriz 3 - Enfoques Metodológicos Fase 4.Documento3 páginasMatriz 3 - Enfoques Metodológicos Fase 4.Idali Bejarano DelgadoAún no hay calificaciones
- PoemaDocumento2 páginasPoemaIdali Bejarano DelgadoAún no hay calificaciones
- Caso Psicologia OrganizacionalDocumento5 páginasCaso Psicologia OrganizacionalOlivaAún no hay calificaciones
- 6701-Texto Del Artículo-27744-1-10-20220506Documento24 páginas6701-Texto Del Artículo-27744-1-10-20220506Idali Bejarano DelgadoAún no hay calificaciones
- Bienvenidos A HodaDocumento4 páginasBienvenidos A HodaIdali Bejarano DelgadoAún no hay calificaciones
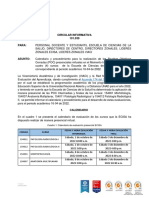
- Circular Viaci 101.039 - 2022 - Evaluaciones Poc Intermedia y Final Ecisa 1604Documento36 páginasCircular Viaci 101.039 - 2022 - Evaluaciones Poc Intermedia y Final Ecisa 1604Idali Bejarano DelgadoAún no hay calificaciones
- Ceba BovinosDocumento214 páginasCeba BovinosIdali Bejarano DelgadoAún no hay calificaciones
- Análisis PESTEL Empresa EjemploDocumento4 páginasAnálisis PESTEL Empresa EjemplodanielaAún no hay calificaciones
- Mapa Curricular SST 6 de MARZO de 2019Documento2 páginasMapa Curricular SST 6 de MARZO de 2019jose silvaAún no hay calificaciones
- Guía de Actividades y Rubrica de Evaluación - Unidad 1 - Etapa 1 - Desarrollar Serie de Problemas 1Documento14 páginasGuía de Actividades y Rubrica de Evaluación - Unidad 1 - Etapa 1 - Desarrollar Serie de Problemas 1Idali Bejarano DelgadoAún no hay calificaciones
- Guía de Actividades y Rubrica de Evaluación - Unidad 1 - Etapa 1 - Desarrollar Serie de Problemas 1Documento14 páginasGuía de Actividades y Rubrica de Evaluación - Unidad 1 - Etapa 1 - Desarrollar Serie de Problemas 1Idali Bejarano DelgadoAún no hay calificaciones
- Costos y Presupuestos SeñalizaciónDocumento6 páginasCostos y Presupuestos SeñalizaciónIdali Bejarano DelgadoAún no hay calificaciones
- Anexo 1 - Instructivo Matriz FODADocumento12 páginasAnexo 1 - Instructivo Matriz FODAGrace Duvel73% (11)
- Costos y Presupuestos SeñalizaciónDocumento6 páginasCostos y Presupuestos SeñalizaciónIdali Bejarano DelgadoAún no hay calificaciones
- SOLVeDocumento8 páginasSOLVeJoel MejiaAún no hay calificaciones
- SOLVeDocumento8 páginasSOLVeJoel MejiaAún no hay calificaciones
- SOLVeDocumento8 páginasSOLVeJoel MejiaAún no hay calificaciones
- Costos y Presupuestos SeñalizaciónDocumento6 páginasCostos y Presupuestos SeñalizaciónIdali Bejarano DelgadoAún no hay calificaciones
- Observador Del EstudianteDocumento2 páginasObservador Del EstudianteIdali Bejarano DelgadoAún no hay calificaciones
- Catálogo 2007 vigas y estructuras prefabricadasDocumento37 páginasCatálogo 2007 vigas y estructuras prefabricadasMike CebHerAún no hay calificaciones
- Plan Estratégico de Desarrollo Urbano y Espacio Público Tunja, BoyacáDocumento71 páginasPlan Estratégico de Desarrollo Urbano y Espacio Público Tunja, BoyacácataaAún no hay calificaciones
- Instructivo Cargo Auxiliar de BodegaDocumento1 páginaInstructivo Cargo Auxiliar de BodegaRafael NuñezAún no hay calificaciones
- Squid Teoria y ConfiguracionDocumento10 páginasSquid Teoria y ConfiguracionPepe PerezaAún no hay calificaciones
- Cuadro vs MapaDocumento8 páginasCuadro vs MapaFelix Rafael Diaz Cruz100% (1)
- IEDHDocumento11 páginasIEDHEdson David Soza AndradeAún no hay calificaciones
- FormulariosDocumento6 páginasFormulariossamerabou1010Aún no hay calificaciones
- Walter A. ShewhartDocumento4 páginasWalter A. ShewhartMiguel HernándezAún no hay calificaciones
- Repaso Mecánica de Fluidos: Ejercicios y Conceptos ClaveDocumento2 páginasRepaso Mecánica de Fluidos: Ejercicios y Conceptos ClaveCanelaAún no hay calificaciones
- Medio San Juan - Choco - PSMV 2007 (Pag 139 - 1.887 KB)Documento139 páginasMedio San Juan - Choco - PSMV 2007 (Pag 139 - 1.887 KB)AndresDarioVillalbaRuizAún no hay calificaciones
- Thomas Alva EdisonDocumento6 páginasThomas Alva Edisonjoseph48Aún no hay calificaciones
- 2115-2004 Transformadores de Distribucion Nuevos Trifasicos. Valores de Corriente Sin Carga, Perdidas y Voltaje de CCDocumento8 páginas2115-2004 Transformadores de Distribucion Nuevos Trifasicos. Valores de Corriente Sin Carga, Perdidas y Voltaje de CCJose Luis Barreto BaptistaAún no hay calificaciones
- Anexo N 1 - Formulario de Inscripci N AnteproyectoDocumento5 páginasAnexo N 1 - Formulario de Inscripci N AnteproyectojorgeAún no hay calificaciones
- Minihidroelectricas PDFDocumento15 páginasMinihidroelectricas PDFacademicopersonalAún no hay calificaciones
- Informe de Metrados Ejecutados y Porcentaje de AvanceDocumento9 páginasInforme de Metrados Ejecutados y Porcentaje de AvanceAlex MVAún no hay calificaciones
- 01 Proy Truchas Xls ReformuladoDocumento67 páginas01 Proy Truchas Xls ReformuladoAbraham San MartinAún no hay calificaciones
- Reglamento de Las ComunicacionesDocumento660 páginasReglamento de Las Comunicacionesfrancis_128Aún no hay calificaciones
- Válvulas de control: tipos y funcionesDocumento7 páginasVálvulas de control: tipos y funcionesChuchuy ChocochuyAún no hay calificaciones
- Taller de La Unidad 1Documento7 páginasTaller de La Unidad 1Mauren Osorio Díaz95% (19)
- Act 3.2. - Conservación de La Energía en El Movimiento de FluidosDocumento4 páginasAct 3.2. - Conservación de La Energía en El Movimiento de FluidosAsiel BecerraAún no hay calificaciones
- Proyecto 2. Caladero-Mercadona - Inter 2Documento15 páginasProyecto 2. Caladero-Mercadona - Inter 2krisgarcia10Aún no hay calificaciones
- Taller de RefrigeracionDocumento9 páginasTaller de RefrigeracionFran Dussan100% (1)
- Manual Gestion Nch2909Documento118 páginasManual Gestion Nch2909Daniela Moyano100% (1)
- Suite de ProtocolosDocumento4 páginasSuite de ProtocolosFrancisco Alberto Reina AlvaradoAún no hay calificaciones
- Solicitud Agustin Codazzi BogotaDocumento2 páginasSolicitud Agustin Codazzi BogotaLuis MiguelAún no hay calificaciones
- NOrmas de La Auditoria InformaticaDocumento7 páginasNOrmas de La Auditoria InformaticaAlexandra MartinezAún no hay calificaciones