También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Memory Organisation & Operation Main Memory (RAM) OrganisationDocumento23 páginasMemory Organisation & Operation Main Memory (RAM) Organisationpratik thakareAún no hay calificaciones
- Introduction To Python Programming: Assignment 2Documento1 páginaIntroduction To Python Programming: Assignment 2pratik thakareAún no hay calificaciones
- Risc and CiscDocumento21 páginasRisc and Ciscits_andy2000Aún no hay calificaciones
- 8086 PinDocumento13 páginas8086 PinArvind ShrivastavaAún no hay calificaciones
- 2 Slides MemoryOrganisationDocumento11 páginas2 Slides MemoryOrganisationAnonymous zN7CjfgnEAún no hay calificaciones
- CS601: Microprocessor & Interfacing: UNIT 1: 05/03/2010 1 Arvind ShrivastavaDocumento23 páginasCS601: Microprocessor & Interfacing: UNIT 1: 05/03/2010 1 Arvind ShrivastavaArvind ShrivastavaAún no hay calificaciones
- Cloud Based Student Information Chatbot PDFDocumento4 páginasCloud Based Student Information Chatbot PDFpratik thakareAún no hay calificaciones
- SR - N O. Option1 Option2 Option3 Option4 Answ ErDocumento17 páginasSR - N O. Option1 Option2 Option3 Option4 Answ ErChhavi ChawlaAún no hay calificaciones
- Cprogramming Mock Test IIDocumento17 páginasCprogramming Mock Test IINadeem KhanAún no hay calificaciones
- (WWW - Entrance Exam - Net) CDAC Paper 5Documento15 páginas(WWW - Entrance Exam - Net) CDAC Paper 5Ritesh AkhandeAún no hay calificaciones
- (WWW - Entrance-Exam - Net) - CDAC PaperDocumento12 páginas(WWW - Entrance-Exam - Net) - CDAC Paperpratik thakareAún no hay calificaciones
- Study of Various Credit Card Fraud Detection MethodsDocumento13 páginasStudy of Various Credit Card Fraud Detection Methodspratik thakareAún no hay calificaciones
- Cprogramming Mock Test I PDFDocumento18 páginasCprogramming Mock Test I PDFKetan TakaleAún no hay calificaciones
- (WWW - Entrance-Exam - Net) - CDAC PaperDocumento16 páginas(WWW - Entrance-Exam - Net) - CDAC Paperpratik thakareAún no hay calificaciones
- Lab Assignment 1Documento1 páginaLab Assignment 1pratik thakareAún no hay calificaciones
- Conversational Agent For Student Srvice and Support PDFDocumento3 páginasConversational Agent For Student Srvice and Support PDFpratik thakareAún no hay calificaciones
- AI and Web Based Human Like Nteractive University Chatbot PDFDocumento3 páginasAI and Web Based Human Like Nteractive University Chatbot PDFpratik thakareAún no hay calificaciones
- Conversational Agent For Student Srvice and Support PDFDocumento3 páginasConversational Agent For Student Srvice and Support PDFpratik thakareAún no hay calificaciones
- AI and Web Based Human Like Nteractive University Chatbot PDFDocumento3 páginasAI and Web Based Human Like Nteractive University Chatbot PDFpratik thakareAún no hay calificaciones
- Cloud Based Student Information Chatbot PDFDocumento4 páginasCloud Based Student Information Chatbot PDFpratik thakareAún no hay calificaciones
- Introduction To Python Programming: Assignment 2Documento1 páginaIntroduction To Python Programming: Assignment 2pratik thakareAún no hay calificaciones
- Da Vinci JR 1.0 ProDocumento1 páginaDa Vinci JR 1.0 Propratik thakareAún no hay calificaciones
- Da Vinci SuperDocumento15 páginasDa Vinci Superpratik thakareAún no hay calificaciones
- The College chatbot-VJTI PDFDocumento4 páginasThe College chatbot-VJTI PDFpratik thakareAún no hay calificaciones
- The College chatbot-VJTI PDFDocumento4 páginasThe College chatbot-VJTI PDFpratik thakareAún no hay calificaciones
- A Text Book On Automobile Chassis and Body Engineering (ADocumento58 páginasA Text Book On Automobile Chassis and Body Engineering (Ahunny29100% (2)
- Ppe AssignmentDocumento1 páginaPpe Assignmentpratik thakareAún no hay calificaciones
- LBM NikhilDocumento10 páginasLBM Nikhilpratik thakareAún no hay calificaciones
- Milling FixturesDocumento15 páginasMilling Fixturespratik thakareAún no hay calificaciones
- Department of Mechanical Engineering: Sub: Production Process-III Prepared By: Prof. Nikhil V. KhatekarDocumento2 páginasDepartment of Mechanical Engineering: Sub: Production Process-III Prepared By: Prof. Nikhil V. Khatekarpratik thakareAún no hay calificaciones
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (120)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2101)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Dela Cruz V Capital InsuranceDocumento1 páginaDela Cruz V Capital InsuranceAlfonso Miguel LopezAún no hay calificaciones
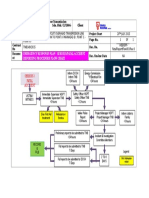
- Emergency Response Plan - Serious/Fatal Accident Reporting Procedure Flow ChartDocumento1 páginaEmergency Response Plan - Serious/Fatal Accident Reporting Procedure Flow ChartNabil MazelanAún no hay calificaciones
- Timeline Berlin Blockade Crisis 1948Documento2 páginasTimeline Berlin Blockade Crisis 1948ColdWar2011100% (2)
- 2011 Prelim YearlyDocumento23 páginas2011 Prelim YearlyAndrewHannaAún no hay calificaciones
- Cessna 414 Updated Manual List As of June 2017Documento5 páginasCessna 414 Updated Manual List As of June 2017Elmer VillegasAún no hay calificaciones
- Fire StationDocumento7 páginasFire StationJen Morano RamosAún no hay calificaciones
- Stewart DepositionDocumento12 páginasStewart DepositionNewsChannel 9Aún no hay calificaciones
- 2012 70E New Requirements - 2011 IAEI Western Section MTGDocumento67 páginas2012 70E New Requirements - 2011 IAEI Western Section MTGemelectricAún no hay calificaciones
- Present Continuous (I Am Doing)Documento12 páginasPresent Continuous (I Am Doing)Luvsanjamiyan GanzorigAún no hay calificaciones
- F3 ArgoDocumento20 páginasF3 ArgoAdrian Quiambao0% (1)
- Rr599 Overview of TEMPSC Performance StandardsDocumento86 páginasRr599 Overview of TEMPSC Performance StandardsRichard HollidayAún no hay calificaciones
- 06-Accidental Death BenefitDocumento2 páginas06-Accidental Death BenefitGna OngAún no hay calificaciones
- 2017-01-18 Chandra Letter To FAA Officials and Abernathy at OSHA With Exhibits AttachedDocumento52 páginas2017-01-18 Chandra Letter To FAA Officials and Abernathy at OSHA With Exhibits AttachedCourtney NicoleAún no hay calificaciones
- A320 QRHDocumento225 páginasA320 QRHVojinovic Vojin100% (2)
- O Saathi ReDocumento86 páginasO Saathi ReBeas BanerjeeAún no hay calificaciones
- Winchester Model 1894 Rifle Owner's ManualDocumento36 páginasWinchester Model 1894 Rifle Owner's Manualcarlosfanjul10% (1)
- Aviation - Glossary of TermsDocumento36 páginasAviation - Glossary of TermsRoberto Alejandro100% (1)
- The Cave Divers Who Went Back For Their FriendsDocumento5 páginasThe Cave Divers Who Went Back For Their FriendsRocio TobaresAún no hay calificaciones
- Euroncap Skoda Fabia 2000 4stars PDFDocumento2 páginasEuroncap Skoda Fabia 2000 4stars PDFGeorgiana-Ioana Si Catalin BaicoianuAún no hay calificaciones
- 296-800 WAC Safety and Health Core RulesDocumento2 páginas296-800 WAC Safety and Health Core RulesMuneer HaqAún no hay calificaciones
- ProposalDocumento18 páginasProposalapi-264276114Aún no hay calificaciones
- Apmdc - Mangampet Barytes MineDocumento1 páginaApmdc - Mangampet Barytes MineKamal Shivaji NettipalliAún no hay calificaciones
- Chase RulesDocumento18 páginasChase RulesRonny HartAún no hay calificaciones
- Chassis: Introduction of Chassis FrameDocumento16 páginasChassis: Introduction of Chassis FrameYaser MohamedAún no hay calificaciones
- Mersey: Report of The Chief Inspector of Marine Accidents Into The Explosion On The Motor TankerDocumento39 páginasMersey: Report of The Chief Inspector of Marine Accidents Into The Explosion On The Motor TankerShyam KishoreAún no hay calificaciones
- The Role of Safety OfficerDocumento10 páginasThe Role of Safety OfficerSiddharth100% (1)
- E H S Management SystemDocumento26 páginasE H S Management SystemSavant100% (1)
- Boy Scout EMergency Preparedness AwardDocumento7 páginasBoy Scout EMergency Preparedness AwardDre LockhartAún no hay calificaciones