También podría gustarte
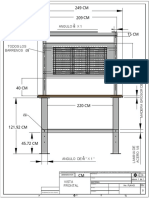
- Vista Frontal-Mesa 2Documento1 páginaVista Frontal-Mesa 2isaiasangmirAún no hay calificaciones
- VocabularioDocumento3 páginasVocabularioisaiasangmirAún no hay calificaciones
- Introducción Al Estudio Del Trabajo, 4ta Edición - George KanawatyDocumento521 páginasIntroducción Al Estudio Del Trabajo, 4ta Edición - George KanawatyJuancci Echevarria100% (5)
- Mesa AlambreDocumento1 páginaMesa AlambreisaiasangmirAún no hay calificaciones
- Inciso 5Documento1 páginaInciso 5isaiasangmirAún no hay calificaciones
- PPAP 4 2006 EspañolDocumento75 páginasPPAP 4 2006 EspañolAse México82% (11)
- PpapDocumento8 páginasPpapisaiasangmirAún no hay calificaciones
- MesaDocumento1 páginaMesaisaiasangmirAún no hay calificaciones
- Ciclo de VidaDocumento1 páginaCiclo de VidaisaiasangmirAún no hay calificaciones
- JustificaciónDocumento1 páginaJustificaciónisaiasangmirAún no hay calificaciones
- Experiencia en MondragónDocumento3 páginasExperiencia en MondragónisaiasangmirAún no hay calificaciones
- Inciso 4Documento2 páginasInciso 4isaiasangmirAún no hay calificaciones
- Actividad 4 Isaias Angeles MirandaDocumento6 páginasActividad 4 Isaias Angeles MirandaisaiasangmirAún no hay calificaciones
- Actividad 2 Isaias Angeles MirandaDocumento7 páginasActividad 2 Isaias Angeles MirandaisaiasangmirAún no hay calificaciones
- Inciso 5Documento1 páginaInciso 5isaiasangmirAún no hay calificaciones
- Modos Tiempos Verbal EsDocumento10 páginasModos Tiempos Verbal EsmigueAún no hay calificaciones
- Inciso 3Documento1 páginaInciso 3isaiasangmirAún no hay calificaciones
- 2 Actividad-1Documento1 página2 Actividad-1isaiasangmirAún no hay calificaciones
- 2 ActividadDocumento8 páginas2 ActividadisaiasangmirAún no hay calificaciones
- ConclusiónDocumento1 páginaConclusiónisaiasangmirAún no hay calificaciones
- Inciso 1Documento1 páginaInciso 1isaiasangmirAún no hay calificaciones
- Instrumento 1Documento2 páginasInstrumento 1isaiasangmirAún no hay calificaciones
- Modelo Conjugación PDFDocumento8 páginasModelo Conjugación PDFSandraEspañaTorresAún no hay calificaciones
- PPAP 4 2006 EspañolDocumento75 páginasPPAP 4 2006 EspañolAse México82% (11)
- Revista Eureka Sobre Enseñanza y Divulgación de Las Ciencias 1697-011XDocumento16 páginasRevista Eureka Sobre Enseñanza y Divulgación de Las Ciencias 1697-011XisaiasangmirAún no hay calificaciones
- 23 Conoce La Lengua El Verbo PDFDocumento26 páginas23 Conoce La Lengua El Verbo PDFelsa0% (1)
- Fundamentos de La Economía 8448151542Documento21 páginasFundamentos de La Economía 8448151542Osvaldo CortesAún no hay calificaciones
- PpapDocumento8 páginasPpapisaiasangmirAún no hay calificaciones
- Una Propuesta Didáctica para La Enseñanza de Las Magnitudes Masa Y Peso en La Educación BásicaDocumento89 páginasUna Propuesta Didáctica para La Enseñanza de Las Magnitudes Masa Y Peso en La Educación BásicaisaiasangmirAún no hay calificaciones
- Resumen Cap 1 y 2 Cdta Verbal SkinnerDocumento5 páginasResumen Cap 1 y 2 Cdta Verbal SkinnerAndres Felipe Munera Pinto100% (1)
- Densidad materiaDocumento7 páginasDensidad materialucy hernandezAún no hay calificaciones
- "Panorama Laboral para Los Jóvenes PDFDocumento54 páginas"Panorama Laboral para Los Jóvenes PDFRosaEQuintanaAún no hay calificaciones
- CITAS TEXTUAL de SolucionDocumento2 páginasCITAS TEXTUAL de SolucionLeo Castro50% (2)
- Trabajo TPM - Astiller - TPMDocumento22 páginasTrabajo TPM - Astiller - TPMLuis LzoAún no hay calificaciones
- Taller 1 Mecanica de FluidosDocumento3 páginasTaller 1 Mecanica de Fluidosjasmin romoAún no hay calificaciones
- Acherontia Styx (Polilla de La Muerte)Documento12 páginasAcherontia Styx (Polilla de La Muerte)Gustavo LimachiAún no hay calificaciones
- Taller de MantenimientoDocumento44 páginasTaller de Mantenimientoarmando cartagenaAún no hay calificaciones
- Recursos Didácticos - Claves para Una Lectura Filosófica de El Principito, de Saint-ExupéryDocumento6 páginasRecursos Didácticos - Claves para Una Lectura Filosófica de El Principito, de Saint-ExupérymarcosAún no hay calificaciones
- Felici DadDocumento3 páginasFelici DadEstefaniaMeloAún no hay calificaciones
- Evaluación Cuantitativa de La Pérdida de Humedales en MéxicoDocumento17 páginasEvaluación Cuantitativa de La Pérdida de Humedales en MéxicoProyecto PuenteAún no hay calificaciones
- Fundamentos de La Administracion Semana 1 PDFDocumento20 páginasFundamentos de La Administracion Semana 1 PDFNaomi Scarlett De La Torre ValdezAún no hay calificaciones
- Cálculo de equilibrios múltiples en sistemas complejosDocumento43 páginasCálculo de equilibrios múltiples en sistemas complejosEMERSONAún no hay calificaciones
- Reinicio de Obras Directiva 052020CIACEPDocumento17 páginasReinicio de Obras Directiva 052020CIACEPalexAún no hay calificaciones
- Taller de Dinámicas de Pareja para CoachesDocumento43 páginasTaller de Dinámicas de Pareja para CoachesROSALY IRPANOCCA QUINTANAAún no hay calificaciones
- Medición e Investigación: Variables, Muestras y CuestionariosDocumento10 páginasMedición e Investigación: Variables, Muestras y CuestionariosMonse RamirezAún no hay calificaciones
- Métodos Numéricos Problemas Resueltos y Prácticas - (PG 1 - 146) PDFDocumento146 páginasMétodos Numéricos Problemas Resueltos y Prácticas - (PG 1 - 146) PDFKevin VillaAún no hay calificaciones
- Tipos de falacias lógicasDocumento10 páginasTipos de falacias lógicasAlexia PerezAún no hay calificaciones
- Filosofia Del Grado de CompañeroDocumento6 páginasFilosofia Del Grado de CompañeroYsmael MaureraAún no hay calificaciones
- 04 Programación JunioDocumento40 páginas04 Programación JunioShoany VasquezAún no hay calificaciones
- 1096-Texto Del Artículo-1101-2-10-20161028Documento17 páginas1096-Texto Del Artículo-1101-2-10-20161028José Carlos ChiofaloAún no hay calificaciones
- Evaluacion 2 CRMDocumento8 páginasEvaluacion 2 CRMalbeiro palaciosAún no hay calificaciones
- Naturaleza de CambioDocumento48 páginasNaturaleza de Cambiolenin fabianAún no hay calificaciones
- Tesis Azpitia FinallllDocumento60 páginasTesis Azpitia FinallllLuis Javier Perez100% (1)
- Amollan Ip (2003)Documento8 páginasAmollan Ip (2003)Andrés Rodriguez GodoyAún no hay calificaciones
- Pieles y Textura PDFDocumento38 páginasPieles y Textura PDFGMartinez Pamela100% (1)
- Guia Taller 7° MATEMATICAS NUMEROS ENTEROSDocumento3 páginasGuia Taller 7° MATEMATICAS NUMEROS ENTEROSMILENA NEGRETEAún no hay calificaciones
- Diseño Estr RecipientesDocumento316 páginasDiseño Estr RecipientesviglesAún no hay calificaciones
- DS-019-2017-MTC Plan Estratégico Nacional de Seguridad Vial 2017-2021Documento72 páginasDS-019-2017-MTC Plan Estratégico Nacional de Seguridad Vial 2017-2021RaúlAún no hay calificaciones
- Sujetos de La Educacion Terigi y ZaccagniniDocumento32 páginasSujetos de La Educacion Terigi y ZaccagniniRiflex Soler86% (7)