También podría gustarte
- Elementos Del 797Documento2 páginasElementos Del 797CristóbalJaraAún no hay calificaciones
- Modelo DeltaDocumento20 páginasModelo DeltaNadia Yesquen Puertas100% (9)
- Clase 3-09-08 FormatosDocumento6 páginasClase 3-09-08 FormatosCristóbalJaraAún no hay calificaciones
- Apunte 016Documento5 páginasApunte 016Yesenia Oncebay SeguraAún no hay calificaciones
- Guía de Estudio Certamen 1Documento1 páginaGuía de Estudio Certamen 1CristóbalJaraAún no hay calificaciones
- Tarea 1Documento14 páginasTarea 1CristóbalJaraAún no hay calificaciones
- Programa Administración - Ingenieros-2Documento5 páginasPrograma Administración - Ingenieros-2CristóbalJaraAún no hay calificaciones
- Correctivo PrevenDocumento2 páginasCorrectivo PrevenCristóbalJaraAún no hay calificaciones
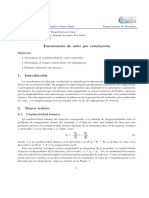
- Lab1 ConduccionDocumento5 páginasLab1 ConduccionCristóbalJaraAún no hay calificaciones
- Ayudantia Fund Dis 1Documento1 páginaAyudantia Fund Dis 1CristóbalJaraAún no hay calificaciones
- Tarea 1.22222Documento56 páginasTarea 1.22222CristóbalJaraAún no hay calificaciones
- Aplicaciones Distribucion Weibull Ingenieria ConfiabilidadDocumento14 páginasAplicaciones Distribucion Weibull Ingenieria Confiabilidadmonchaino100% (1)
- Proyecto Grupo 3 - Presentación 2Documento39 páginasProyecto Grupo 3 - Presentación 2CristóbalJaraAún no hay calificaciones
- Ayudantia 10Documento2 páginasAyudantia 10CristóbalJaraAún no hay calificaciones
- Articles-37620 PDF MetalmecanicoDocumento74 páginasArticles-37620 PDF MetalmecanicoJuan BautistaAún no hay calificaciones
- 2016-2 C2 EjerciciosDocumento2 páginas2016-2 C2 EjerciciosCristóbalJaraAún no hay calificaciones
- Informe 5 MantenimientoDocumento3 páginasInforme 5 MantenimientoCristóbalJaraAún no hay calificaciones
- ApunteDocumento300 páginasApunteCristóbalJaraAún no hay calificaciones
- Tarea N 1 - Notaci On Punto FlotanteDocumento3 páginasTarea N 1 - Notaci On Punto FlotanteCristóbalJaraAún no hay calificaciones
- Informe Final Administracion Echave-JaraDocumento9 páginasInforme Final Administracion Echave-JaraCristóbalJaraAún no hay calificaciones
- Impacto Psicológico de La Pandemia Del COVID 19 en NiñosDocumento12 páginasImpacto Psicológico de La Pandemia Del COVID 19 en NiñosIngrid Giovana Peñaloza TorrezAún no hay calificaciones
- Motivación laboral en la facultad de ciencias empresarialesDocumento21 páginasMotivación laboral en la facultad de ciencias empresarialesCarlos Enrique Mechan GonzalesAún no hay calificaciones
- Ejercicios de muestreo, intervalos de confianza y pruebas de hipótesisDocumento2 páginasEjercicios de muestreo, intervalos de confianza y pruebas de hipótesisLinda Sagitario Calderon Arevalo40% (5)
- Variabilidades de MejoraDocumento4 páginasVariabilidades de MejoraMaru Caro100% (3)
- Química 3° Sec I y II BimDocumento72 páginasQuímica 3° Sec I y II BimSantiago Yvan Loyola MarquezadoAún no hay calificaciones
- 14 Procedimiento de Descapote y CompatacionDocumento4 páginas14 Procedimiento de Descapote y CompatacionJulie Paola GonzalezAún no hay calificaciones
- Agitadores y AcondicionadoresDocumento11 páginasAgitadores y AcondicionadoresDelfinLeonHanccoAún no hay calificaciones
- Marco Teorico de PetroleoDocumento24 páginasMarco Teorico de Petroleoadrid_20ficAún no hay calificaciones
- Motivación Organizacional en Bodega AurreraDocumento1 páginaMotivación Organizacional en Bodega AurreraDaniel Fabian EligioAún no hay calificaciones
- PERSONAL SOCIAL 18 - 7 Dep. LibertadDocumento9 páginasPERSONAL SOCIAL 18 - 7 Dep. LibertadELIZABETH N.100% (1)
- Práctica de Divisibilidad 001Documento2 páginasPráctica de Divisibilidad 001leoabelAún no hay calificaciones
- Programa 3° MEDIODocumento181 páginasPrograma 3° MEDIOClaudia Cáceres RuizAún no hay calificaciones
- Postgrados EvaDocumento16 páginasPostgrados EvaLuindy PeñaAún no hay calificaciones
- ERICKDocumento20 páginasERICKkamila zapataAún no hay calificaciones
- Violentometros 2022Documento9 páginasViolentometros 2022J Jose Morales100% (1)
- Actividad 3 - Cuadro ComparativoDocumento3 páginasActividad 3 - Cuadro Comparativojennifer cassandra garciaAún no hay calificaciones
- Proyecto de Integracion y Plan 2022Documento314 páginasProyecto de Integracion y Plan 2022santiAún no hay calificaciones
- Evidencia3 Modelo CANVAS Eq.3Documento8 páginasEvidencia3 Modelo CANVAS Eq.3Axel Alejandro Ramírez GuerraAún no hay calificaciones
- Identidad Cultural de El Salvador OriginalDocumento17 páginasIdentidad Cultural de El Salvador OriginalCarlos Escobar100% (2)
- CARTELESDocumento4 páginasCARTELESDoroteoDoroteoAún no hay calificaciones
- Resolución declara improcedente denuncia por competencia deslealDocumento14 páginasResolución declara improcedente denuncia por competencia deslealJoshep Eduardo AliagaAún no hay calificaciones
- Preguntas para Discusión Tarea 2Documento5 páginasPreguntas para Discusión Tarea 2Geoffrey MogollonAún no hay calificaciones
- Manual de Instrucciones Del PropietarioDocumento14 páginasManual de Instrucciones Del PropietarioGladys MontillaAún no hay calificaciones
- Ansiedad Psicoeducacion.Documento4 páginasAnsiedad Psicoeducacion.Taller Rescatando mi poder Interior Francy CaviedesAún no hay calificaciones
- AcordeónDocumento12 páginasAcordeónCoquito GranateAún no hay calificaciones
- ViscosidadDocumento6 páginasViscosidadValentina VascoAún no hay calificaciones
- Sistemas de ecuaciones para determinar emisiones de CO2 en automóvilesDocumento7 páginasSistemas de ecuaciones para determinar emisiones de CO2 en automóvilesTimoteo AviesAún no hay calificaciones
- Reaccion MecanicaDocumento4 páginasReaccion MecanicaKatherine SandovalAún no hay calificaciones
- DNS-320L A3 Manual v1.20 (ES)Documento443 páginasDNS-320L A3 Manual v1.20 (ES)Mario Alberto Gonzalez PeñalverAún no hay calificaciones
- Mapa Conceptual El LenguajeDocumento2 páginasMapa Conceptual El LenguajeAnaAún no hay calificaciones