También podría gustarte
- Engrenages À Denture ConiqueDocumento28 páginasEngrenages À Denture ConiquefernandtAún no hay calificaciones
- Examen 2013 Correction PDFDocumento10 páginasExamen 2013 Correction PDFNassim RabaouiAún no hay calificaciones
- 2 Éme Cours de Dessin Industriel 3 CMDocumento14 páginas2 Éme Cours de Dessin Industriel 3 CMMohamed IsLemAún no hay calificaciones
- Exercice 8Documento12 páginasExercice 8akouAún no hay calificaciones
- EDM-CHAP2 Éléments D'assemblagesDocumento19 páginasEDM-CHAP2 Éléments D'assemblagesFa TehAún no hay calificaciones
- Exercice BE2 Ensam MeknesDocumento8 páginasExercice BE2 Ensam MeknesThe ShadowAún no hay calificaciones
- E Learning Visserie-BoulonnerieDocumento5 páginasE Learning Visserie-BoulonnerieBryan PicoutAún no hay calificaciones
- La Liaison Glissiere (Diapos)Documento14 páginasLa Liaison Glissiere (Diapos)mehdiAún no hay calificaciones
- 669 1 PDFDocumento4 páginas669 1 PDFMohsen LaabidiAún no hay calificaciones
- Fraisage 2DDocumento30 páginasFraisage 2DMeryemHmouriAún no hay calificaciones
- TD Doc ÉlèveDocumento12 páginasTD Doc ÉlèveMurakamiensAún no hay calificaciones
- 21 - Le Schéma Cinématique MinimaleDocumento22 páginas21 - Le Schéma Cinématique MinimaleManal El Matmour M'hairAún no hay calificaciones
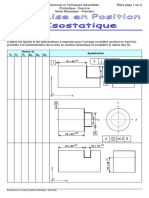
- Exercices Sur La Mise en Position IsostatiqueDocumento2 páginasExercices Sur La Mise en Position IsostatiqueFosseni DialloAún no hay calificaciones
- PolyGlissiere A TrouDocumento18 páginasPolyGlissiere A TrouHassenKhlifiAún no hay calificaciones
- TD Statique CinématiqueDocumento5 páginasTD Statique CinématiqueNour Allah tabibAún no hay calificaciones
- Dossier CorrigeDocumento7 páginasDossier CorrigeKamel TayahiAún no hay calificaciones
- Examen Final Correction - CopieDocumento2 páginasExamen Final Correction - CopieSaid DirsAún no hay calificaciones
- TD Serie No 2.1Documento2 páginasTD Serie No 2.1omardzstAún no hay calificaciones
- TD 1 LiaisonsschmacinmatiqueDocumento6 páginasTD 1 LiaisonsschmacinmatiqueSamba SallAún no hay calificaciones
- TD-Poulie Embrayage Centrifuge PFDDocumento5 páginasTD-Poulie Embrayage Centrifuge PFDbhsbhs19Aún no hay calificaciones
- Module Techniques D Usinage Mécanique Les Bases PDFDocumento9 páginasModule Techniques D Usinage Mécanique Les Bases PDFMohamed SahilAún no hay calificaciones
- Train Epicycloidal Simple PDFDocumento4 páginasTrain Epicycloidal Simple PDFEdgar ÉtapeAún no hay calificaciones
- A47cours Frottement AdhrenceDocumento2 páginasA47cours Frottement AdhrenceSegaAlainCoulibaly100% (1)
- Liaison EncastrementDocumento18 páginasLiaison Encastrementkhocine100% (1)
- C R Reducteur 1Documento16 páginasC R Reducteur 1Amal AmalAún no hay calificaciones
- Cours MicrDocumento30 páginasCours MicrDOUNIAAún no hay calificaciones
- Chapitre 8 2 PDFDocumento45 páginasChapitre 8 2 PDFTabka SouheilAún no hay calificaciones
- Transmission de Puissance Prof PDFDocumento16 páginasTransmission de Puissance Prof PDFRuppy MIYOUNAAún no hay calificaciones
- Modélisation Des AM - Robot 5 Axes (Correction)Documento2 páginasModélisation Des AM - Robot 5 Axes (Correction)hufioAún no hay calificaciones
- Rondelles BellevilleDocumento5 páginasRondelles BellevilleMahrez ZaafouriAún no hay calificaciones
- Corrigé Des Exercices Module Technologie Exercices: Surface Ou L'organe de LiaisonDocumento8 páginasCorrigé Des Exercices Module Technologie Exercices: Surface Ou L'organe de LiaisonpinamarkAún no hay calificaciones
- CoussinetDocumento1 páginaCoussinetntayoubAún no hay calificaciones
- Cours RDM Concentration de ContraintesDocumento6 páginasCours RDM Concentration de ContraintescaropayqueAún no hay calificaciones
- Cours Encastrement 2 Les MoyensDocumento6 páginasCours Encastrement 2 Les Moyenszakarov for lifeAún no hay calificaciones
- Cours Choix Outil Tournage PDFDocumento5 páginasCours Choix Outil Tournage PDFHasni ChawiAún no hay calificaciones
- Guide de Débutant en SolidworksDocumento39 páginasGuide de Débutant en Solidworksomar cheikhrouhouAún no hay calificaciones
- ANNEXEDocumento12 páginasANNEXENaoufel FaresAún no hay calificaciones
- Schéma CinématiqueDocumento41 páginasSchéma CinématiquesadikiAún no hay calificaciones
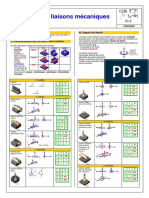
- Les Liaisons Mécaniques: I. Définition III. Degrés de LibertéDocumento2 páginasLes Liaisons Mécaniques: I. Définition III. Degrés de Libertéjawaher100% (2)
- Conception Mécanique - Analyse Structurelle CMDocumento22 páginasConception Mécanique - Analyse Structurelle CMsie Rachid TraoreAún no hay calificaciones
- CH 2 - CotationDocumento42 páginasCH 2 - CotationHadda ChokriAún no hay calificaciones
- MoulageDocumento17 páginasMoulageNajib Nouisser100% (1)
- Exercice ReducteurDocumento8 páginasExercice ReducteurGyAún no hay calificaciones
- F3 ApefDocumento5 páginasF3 ApefZouhairAún no hay calificaciones
- 0 COURS Sollicitations Composées ResumeDocumento1 página0 COURS Sollicitations Composées ResumesaraAún no hay calificaciones
- TDMMC Novembre 2010Documento19 páginasTDMMC Novembre 2010Taysir AbidiAún no hay calificaciones
- 12 - Le Schéma Cinématique MinimaleDocumento31 páginas12 - Le Schéma Cinématique MinimaleMahmoud Moncef100% (2)
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceDe EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceAún no hay calificaciones
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesAún no hay calificaciones
- Examen #1Documento17 páginasExamen #1Aboubakr MedjAún no hay calificaciones
- Output 19Documento20 páginasOutput 19lahjouji imaneAún no hay calificaciones
- TDn°1 Éléments de Correction Procédés de Mise en FormeDocumento11 páginasTDn°1 Éléments de Correction Procédés de Mise en Formerobin barracouAún no hay calificaciones
- Résistance Des Matériaux 2 Baccalauréat Design Industriel Interrogation 1 2008 - 2009Documento6 páginasRésistance Des Matériaux 2 Baccalauréat Design Industriel Interrogation 1 2008 - 2009yfuyyAún no hay calificaciones
- 2RDM TD1 21.06Documento8 páginas2RDM TD1 21.06Constantin DamianAún no hay calificaciones
- Examen de Pratique A05Documento10 páginasExamen de Pratique A05khaled rouabehAún no hay calificaciones
- EMBOUTISSAGEDocumento25 páginasEMBOUTISSAGEJihen LassouedAún no hay calificaciones
- 4 .4 Pliage-DúcoupageDocumento6 páginas4 .4 Pliage-DúcoupageAhmed SlimenAún no hay calificaciones
- PliageDocumento22 páginasPliageLanjar RanimAún no hay calificaciones
- Corrigé Examen Passage TSBECM 2007Documento8 páginasCorrigé Examen Passage TSBECM 2007MAGRI100% (1)
- TRANSMISSION Par EntrainementDocumento2 páginasTRANSMISSION Par EntrainementAbdallah SbaghdiAún no hay calificaciones
- Tout Savoir Sur Le Logement Le Logement Promotionnel Aid LPADocumento6 páginasTout Savoir Sur Le Logement Le Logement Promotionnel Aid LPAAbdallah SbaghdiAún no hay calificaciones
- 4technologie PDFDocumento28 páginas4technologie PDFAbdallah SbaghdiAún no hay calificaciones
- 1cours1 PDFDocumento4 páginas1cours1 PDFAbdallah SbaghdiAún no hay calificaciones
- Rupture PapierDocumento76 páginasRupture PapierZakaria MaazazAún no hay calificaciones
- MécaniqueComposites Chapitre 10Documento9 páginasMécaniqueComposites Chapitre 10Fessal KpekyAún no hay calificaciones
- Examen A04 V2 SolutionDocumento10 páginasExamen A04 V2 SolutionAbdallah SbaghdiAún no hay calificaciones
- Tout Savoir Sur Le Logement Le Logement Promotionnel Aid LPADocumento6 páginasTout Savoir Sur Le Logement Le Logement Promotionnel Aid LPAAbdallah SbaghdiAún no hay calificaciones
- 4 Cotation Fonctionnelle CalculDocumento34 páginas4 Cotation Fonctionnelle CalculAbdallah SbaghdiAún no hay calificaciones
- BT Agencement Bureau D Etudes 2006Documento7 páginasBT Agencement Bureau D Etudes 2006Abdallah SbaghdiAún no hay calificaciones
- ING1035 Final H04 S PDFDocumento13 páginasING1035 Final H04 S PDFAbdallah SbaghdiAún no hay calificaciones
- Mat CompositesDocumento47 páginasMat CompositesRevival JamAún no hay calificaciones
- M13 - Programmation, Réglage Et Conduite Des MOCN Version 2Documento44 páginasM13 - Programmation, Réglage Et Conduite Des MOCN Version 2shi_salbe_1583880% (5)
- CH 22 Composites TDDocumento13 páginasCH 22 Composites TDsaded05Aún no hay calificaciones
- Produit Metallurgique Information Technique (Emile Maurin)Documento23 páginasProduit Metallurgique Information Technique (Emile Maurin)qqazertyAún no hay calificaciones
- TD Cycle Cellulaire 2015Documento4 páginasTD Cycle Cellulaire 2015Abdallah Sbaghdi100% (2)
- Analyse de FabricationDocumento29 páginasAnalyse de FabricationAbdallah Sbaghdi100% (2)
- 47274241Documento7 páginas47274241Abdallah SbaghdiAún no hay calificaciones
- Plan D'expérience FCDocumento91 páginasPlan D'expérience FCAbdallah SbaghdiAún no hay calificaciones
- TP Numero 24 Construire Un Porte-Piece Modulaire: Lycée Technique Privé Saint-Nicolas 92 Rue de Vaugirard 75006 ParisDocumento7 páginasTP Numero 24 Construire Un Porte-Piece Modulaire: Lycée Technique Privé Saint-Nicolas 92 Rue de Vaugirard 75006 ParisAbdallah SbaghdiAún no hay calificaciones
- 7-CH 1-1 Expo PDFDocumento18 páginas7-CH 1-1 Expo PDFAbdallah SbaghdiAún no hay calificaciones
- 1616054016bosch Rexroth 4ws e 2e Valvola Valve rf29583Documento20 páginas1616054016bosch Rexroth 4ws e 2e Valvola Valve rf29583guevbaAún no hay calificaciones
- Nombres ReelsDocumento4 páginasNombres ReelsRima SamaraniAún no hay calificaciones
- Principes de Régulation en Boucle Fermée - Approche en Mode Glissant en CourantDocumento12 páginasPrincipes de Régulation en Boucle Fermée - Approche en Mode Glissant en CourantXiaoShan LIUAún no hay calificaciones
- Manometro 0-100mbarDocumento2 páginasManometro 0-100mbarjeysonsaAún no hay calificaciones
- Operations Unitaires PlanDocumento19 páginasOperations Unitaires Plankolabot90% (10)
- Al7ma02tepa0213 Sequence 06Documento48 páginasAl7ma02tepa0213 Sequence 06Ch SirajAún no hay calificaciones
- Série TD Evaporation Master GCDocumento2 páginasSérie TD Evaporation Master GCNihed Samson75% (4)
- Son TilaDocumento51 páginasSon TilaYacoudimaAún no hay calificaciones
- La Durabilité Des Ouvrages en Béton ArméDocumento105 páginasLa Durabilité Des Ouvrages en Béton ArméKerby Pierre LouisAún no hay calificaciones
- Inbound 7631933295959326832Documento16 páginasInbound 7631933295959326832Hôûs SêmëAún no hay calificaciones
- Cellule Solaire Module SolaireDocumento18 páginasCellule Solaire Module SolaireKesraoui HichemAún no hay calificaciones
- Presentation de L Analyse Frequentielle 2008 PDFDocumento6 páginasPresentation de L Analyse Frequentielle 2008 PDFMustafa Moussaoui100% (1)
- Biochimie CliniqueDocumento37 páginasBiochimie CliniqueMACON824100% (1)
- BTI-012 Alimentation Souterraine C2010Documento21 páginasBTI-012 Alimentation Souterraine C2010Joshua OneillAún no hay calificaciones
- Robert Linssen - Science Et Spiritualité Entretien 1986Documento8 páginasRobert Linssen - Science Et Spiritualité Entretien 1986helabzAún no hay calificaciones
- Effet Kirlian... - Afis - Association Française Pour L'information ScientifiqueDocumento8 páginasEffet Kirlian... - Afis - Association Française Pour L'information Scientifiquebenben31100% (1)
- Catalogue Emea Industrie FR 4 13Documento224 páginasCatalogue Emea Industrie FR 4 13benzAún no hay calificaciones
- THGR 2016 Td2 CorrigeDocumento3 páginasTHGR 2016 Td2 Corrigebouhrara faroukAún no hay calificaciones
- Exercices MEF PDFDocumento3 páginasExercices MEF PDFgehikaw67% (3)
- Isométrie 1Documento2 páginasIsométrie 1gharsyessmineAún no hay calificaciones
- Circuit de ChargeDocumento10 páginasCircuit de Chargearimi87100% (1)
- TD10 - Accouplemnt Et JointDocumento28 páginasTD10 - Accouplemnt Et JointBOUAZIZAún no hay calificaciones
- Restitution Des Connaissances (10 Points) : Outil RôleDocumento3 páginasRestitution Des Connaissances (10 Points) : Outil RôleGhizlane GhizlaneAún no hay calificaciones
- Cour de Chimie en SolutionDocumento20 páginasCour de Chimie en SolutionIhsan Mokhlisse100% (28)
- RecurDocumento2 páginasRecurIhsan MokhlisseAún no hay calificaciones
- Polycopi CoursdanalyseIDocumento115 páginasPolycopi CoursdanalyseIPresli KprtinoAún no hay calificaciones
- Les EmulsionsDocumento10 páginasLes Emulsionsshinichi62kudoAún no hay calificaciones
- 1 Conception Des Structures en AcierDocumento47 páginas1 Conception Des Structures en AcierHajar OhmadAún no hay calificaciones
- Cc1-3 S1 1ér Année Collège FR CCCCCCCCCCCCCCCom)Documento2 páginasCc1-3 S1 1ér Année Collège FR CCCCCCCCCCCCCCCom)عبدالرزاق أفرياضAún no hay calificaciones
- M D S (TP5)Documento5 páginasM D S (TP5)aida arAún no hay calificaciones