Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Aluminum Filler Metal Selection Chart
Cargado por
fogdartDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Aluminum Filler Metal Selection Chart
Cargado por
fogdartCopyright:
Formatos disponibles
ALUMINUM FILLER
METAL SELECTION CHART
Pure Aluminum -
METAL GROUPS Aluminum - Copper Aluminum - Magnesium AL-Mg2 Si AL - Zinc AL - Castings METAL GROUPS
Aluminum Manganese
5086, 511.0, 512.0 6061,6005 7005, 7021 413.0, 443.0 319.0, 333.0
BASE FILLER 1100, 1060,
1070, 1080, 2219 3003, 3004, 5005, 5050 513.0, 514.0 6063,6070 7039, 7046 444.0, 356.0 354.0, 355.0 FILLER BASE
2014, 2036 5083, 5454
METAL METAL 1350 Alclad 3003 Alclad 3004 5052, 5652 5456, 5383
535.0 6151,6201 7146 A356.0, 357.0
C355.0, 380.0 METAL METAL
5154, 5254 6351,6951,6082 710.0, 711.0 359.0
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
WELD METAL PROPERTIES
CRACK SENSITIVITY The Probability of Hot Cracking - this rating is established through use
CRACKING
of crack sensitivity curves (Developed by Alcoa) and the consideration of filler metal and base WELD METAL WELD METAL
metal chemistry combinations. There are levels of various alloying elements within aluminum PROPERTIES PROPERTIES
Explanation of Relative Rating A, B, C, & D that have been identified as seriously affecting hot cracking susceptibility during weld solidifi-
Filler metal property ratings A, B, C and D cation. This rating is primarily based on the probability of producing a weld outside these crack
are relative values for welding base metals sensitive chemistry ranges.
STRENGTH DUCTILITY
indicated in a specific box. An “A” rating is STRENGTH Ratings are for fillet weld and groove weld strength in the as welded condition. 319.0, 333.0 2319 B A A A A A A A B A A A A A A A B AA A A A A A 2319 319.0, 333.0
354.0, 355.0 4043/4943** B A A A A A C C C B C A A B C C C B C A A B C B BA A A A C B BA A A A C A A AA A A D B BA A A A C B B A A A A C B B A A A A C 4043/4943** 354.0, 355.0
the best fit for the weldment property and Groove welds – Any specified filler metal with a rating can provide minimum transverse tensile C355.0, 380.0 4145 A A B A A A D A B C B A A A D A B C B A A A D A AB A A A DA AB A A A D A AB A A A D A A B A A A D A AB A A A D A CB B A A A D 4145 C355.0, 380.0
“D” rating is the least fit. A “blank” rating strength in groove welds that will meet the as-welded strength of the base material. 413.0, 443.0 4043/4943**
4145
A
A
A
A
A
B
A
B
A A
A
C
D
B
A
B
A
A
B
A
A
A
A
A B
A
C
D
B
A
B
A
A
B
A
A
A
A
A B
A
C A AA A A A
D
DA AA A A A DA B AA A A D A
A
BA
AB
A
B
A A
A
C
D
A
A
D
C
B
B
A
B
A A
A
C
D
A
A
DA
CB
A
B
A
A
A
B
C
C
C 4043/4943**
D 4145
413.0, 443.0
Fillet welds – Ratings provided are for fillet weld shear strength. 444.0, 356.0 444.0, 356.0
A356.0 A AA A A A C A
indicates that the filler metal is not recom- A356.0, 357.0 A357.0 A AA A A A C B
A356.0
A357.0 A356.0, 357.0
mended for that specific weldment property 359.0 5356 B A B B A A A A A A B 5356 359.0
DUCTILITY This characteristic of the completed weld may be of consideration if forming 4043/4943** A DC A A D B BA A A C B BA A A C A DC A A D A DC B A DB DC B A D ADC B A D B DC BA D 4043/4943**
application. All ratings listed are in the as 7005, 7021 4145 A AB A A D A AB A A D 4145 7005, 7021
operations are to be used on a completed weldment during fabrication. 5183 B AB A A B B AB A A B B A B A A B A A B A A B A AB A A B AA B A A B AA B A A B AAB A A B A A B A A C B 5183
welded condition. For post weld heat Note: Testing procedure requirements for guided bend tests may need to be adjusted to
7039, 7046
5356 B BA A A A B BA A A A B B A A A A A B A A A A A BA A A A AB A A A A AB A A A A AB A A A A A B A A A C A 5356
7039, 7046
7146 7146
treatment (PWHT) ratings, refer to the table accommodate the varying ductility of filler metals (AWS D1.2). 710.0, 711.0
5554
5556 B AB A A
B
B B AB A A
C C
B B A
A
B
A
A
A A
A
B
B
B
A
C
A
A
B
A A A
A A
B
B A AB A A
B C
B AA
A
B
A
A
A
A
B
B
B C
AA
A
B
A A A
A A
B
B
B CA
AA B
A A A
A A
B
B
B
A
C
A
A AA A
B A A
C
C
B
B
5554
5556 710.0, 711.0
on the right. 5654 C C A A B B B C A A A B BC A A A B BC A A A B BC A A A A B C A A A C B 5654
4043** A D C A A C B BA A A C B BA A A C A D C A A C A D C A A C A D C A A D ADB A A B D 4043**
4145 A C D B A DA AB A A D A AB A A D A C DB A DB C D B A D 4145 6061,6005
Filler Metal Selection for Aluminum Welding
CORROSION
CORROSION RESISTANCE This variable may be a consideration for some environmental 6061,6005 4943** A C C A A C A C C A A C A C C A A C A C C A A D AC B A A A D 4943** 6063,6070
conditions. The rating is based on exposure to fresh and salt water environments and is not 6063,6070 5183
5356
B
B
A
B
B
A
A
A
B
A
B A
B B
B
A
A
A
B B A
A B B
B
A
A
A
B
A
B
B
A
B
B
A
C
C
B
A
B
A
A
A
A
B
B
A
A
A
A
A
B
A
B
B
A
B
B
A
C
C
A
A
B
A
B
B
A
B
B
A
C
C
A
A
B
D
BA
BB
A
A
C
C
A
A
B
A
5183
5356 6151,6201
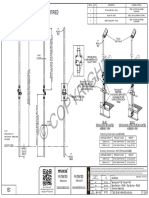
6151,6201 This chart is a tool that is designed to help you select the most
associated with a specific chemical exposure. It gives an indication as to the possibility of 5554 C C A B A B B B C A A A B C C A B A B C C A A A A B CC A B B A C B 5554 6351,6951,
Explanation of Ratings A, B, C, & D - galvanic corrosion due to the difference in the electrode potential between the base metal and
6351,6951,6082 5556
5654
B AB A B B A B A B B A B A B B
C
A
C
B
A
C
B
B
A
B A
B
A
C
B
A
A
A
A
B
B
B
B
C
A
C
B
A
C
B
A
A
B
B
B
C
A
C
B
A
C
B
A
B
B
B
BA
CC
A
A
C
B
A
B
B
B
5556
5654
6082 appropriate filler metal, taking into consideration base metal, the
Comparison Between Boxes Ratings have the filler metal. For consideration for other environmental and chemical exposures contact application, and the desired weld metal properties.
5183 B A B B A B B A B A A B B A B B A B A A BB A B A A B B A B A A B B A B A A B B A B 5183
comparative meaning within a single box MAXAL. 5356 B B A B A A B B A B A A B B A B A A A B AB A A A B A B A A A B A B A A A B A B A A 5356 5454 How to use the Chart
TEMPERATURE
5454
only. For example, an “A” rating in one box ELEVATED TEMPERATURE SERVICE This rating is based on the reaction of some filler 5554
5556
C
B
C
A
A
B
A A A
B A
B
B
C
B
C
A
A
B
A A A
B A
B
B
C
B
C
A
A
B
A A A
B A
B
B
C
A
C
A
AA A A
BB A
B
B
B
A
C
A
A
B
A
B
A
A
B
B
B
A
C
A
A A
B B
A
A
B
B
B
A
C
A
A A A A
B B A
B
B
5554
5556 1. Determine which of the weld metal properties are most important for your
does not have any comparative value to an metals when exposed to sustained elevated temperature: 150°F to 350°F (66°C to 180°C). If 5654 B C AB B B B C A A B B B C A B B B 5654 application. (Table located on far left)
511.0, 512.0 5183 B A B B A B B A B B A B B A B B A B A A BB B B A A B A A B A A B B B B 5183 511.0, 512.0
“A” rating in another box. 5xxx series base metal or filler metal with more than 3% magnesium content are subjected to 513.0, 514.0 5356 B B A B A A B B A B A A B B A B A A A B A B A A A B A A A A A B A B A A 5356 513.0, 514.0
2. Locate the base metal to be welded in the blue left hand column and in the blue
5554 C C A A A B C C A A A B C C A A A B C C A A B B B C A A A B B C A A B B 5554 row across the top of the chart.
prolonged exposure to these temperatures, precipitate can form within them that is highly 535.0 5556 B A B B A B B A B B A B B A B B A B A A BB B B A A B A A B A A B B A B 5556 535.0 3. Locate the white box where the base metal row and column intersect.
anodic to the aluminum-magnesium matrix. It is this continuous grain boundary network of 5154, 5254 5654 C C A A B B C C A A B B C C A A B B B C AA A B B C A A B B B C A A A B 5654 5154, 5254 4. Examine the data in the white box and select the row that provides the best match
precipitate that produces susceptibility to stress corrosion cracking (SCC) and the potential for 5183 A A B A A B A A B A A B A A B A A B A A BA A B A * B A A B 5183 for your application based on the weld metal properties. (There may be more than
5086, 5356 A B A A A A A B A A A A A B A A A A A B AA A A A * A A A A 5356 5086,
premature component failure. 5554 C C AA A B 5554 5083, one filler metal that is acceptable.)
5083,
**Special Filler Metal Considerations 5456, 5383
5556 A AB A A B AA B A A BA A BA A B A A BA A B A * BA A B 5556 5456, 5383 5. Once you identify the row that gives you the properties you need, follow that row to
COLOR MATCH AFTER ANODIZING Base metal and filler metal color match after post-weld
COLOR
5654 B C AB A B 5654 the left or right until you come to a gray box. The filler metal located in that row in the
Filler Metal 4943 anodizing can be of major concern in cosmetic applications. Some filler metals closely match 4043/4943** A DC A A D A D C A A DA D C A A D A D CB A D 4043/4943** gray box is the most suitable match.
5183 B AB A B B A B A BB A B A B A A BA A B 5183 Example:
4943 will provide substantially higher the base metal color after anodizing and others will react to the anodizing process by changing
5005, 5050 5356 B BA A A B B A A A B B A A A A B AA A A 5356 5005, 5050
Welding 5454 base material that will be used as a
6. Economic Considerations:
5052, 5652 5554 C C AA A A B 5554 5052, 5652 If there is more than one filler metal that meets the design criteria requirements,
strength with comparable weldability and to a color very different to that of the base metal. 5556 B AB A B B A B A B B A B A B A A BA A B 5556 support bracket for an industrial heater – This choose the most economical product. More than 85% of all aluminum filler metal
crack sensitivity when compared to 4043. POST WELD HEAT TREATMENT This rating applies to the ability of a weld to respond to
5654 B C AB A B 5654
weldment will be subjected to sustained elevated that is used is 5356 or 4043. These two products are easily acquired and, because of
1100 D D A A A A C C A A AA C 1100 their production volume the cost of these products is generally less than others.
This filler metal has an addition of Mg which post-weld heat treatment in the form of solution heat treatment and artificial aging. An “A” 4043/4943** A C C A A D A C C A A DA D D A A D 4043/4943** temperature of 250 to 300°F (121 to 149°C).
4145 B C D B A D B C D B A D 4145 3004,
provides it with higher as-welded strength rating indicates that the filler metal is heat treatable and will therefore respond to post weld heat 3004 5183 C A B B B C A B C A B B A C C A B 5183
Alclad 3004
Alclad 3004 5356 C B B B A C B B C A A B B B C A A 5356
without dependence on dilution from base treatment even without dilution of the base metal. A “B” rating indicates that the filler metal is 1. As the welded component is operating at tempera-
PWHT
5554 C C A B A A B 5554
material. It will also provide greater strength not heat treatable. However, it may be used for applications requiring post weld heat treatment 5556 C A B B B C B C A B B A C C A B 5556 ture above 150°F (66°C). Elevated TEMPERATURE is
3003, 1100 B B A A A A A B A A AA A 1100 3003,
in components that are subjected to post but with the understanding that the weld may or may not acquire substantial increase in 4043/4943** A A B A A D B A AA A D BA A A A D A A B A A D 4043/4943** the most important weld metal property.
Alclad 3003 Alclad 3003
strength dependent on the joint design, welding procedure, and resultant amount of dilution of 4145 A A C B A D A A BA A D AA B A A D A A C B A D 4145 2. Left hand column 5454 (fifth from top), and top row
weld heat treatment (solutionizing and/or 2319 B AAA A A A A AAA A A A A A 2319
base metal obtained during welding. A “C” rating requires consultation with MAXAL®. No 2219 4043/4943** B BA A A D B CBC A B D BC B C A B D 4043/4943** 2219 5454 (fifth from right). 5454
precipitation hardening).
CRACKING
STRENGTH
DUCTILITY
CORROSION
TEMPERATURE
COLOR
PWHT
TOUGHNESS
rating indicates that the filler metal is not heat treatable and that it should not be used for 4145 A AB A A D A BCB A A D A BC B A A D 4145 3. See insert picture of intersecting row and column
Filler Metal 4047 applications requiring post weld heat treatment as it may result in substantial reduction in weld 2014, 2036
2319
4043/4943** B BA A A
C AAA A A A A
D B CBC A B D
2319
4043/4943** 2014, 2036 *5XXX Series Strength Ratings (On Right).
4047 has a lower melting temperature, performance. 4145 A AB A A D A BCB A A D 4145
Base Metal Filler Metal Strength Rating 4. There is only one row that has a rating for elevated 5454
1100, 1060, 1070, 1100 B BA A A B A 1100 1100,1060,1070,
slightly higher shear strength, higher fluidity TOUGHNESS This rating applies to the ability of an aluminum weldment to deform plastically 1080, 1350 1188 C A A A A A 1188
1080,1350 5356 C temperature.
TOUGHNESS
4043/4943** A AB A A D 4043/4943** 5086
and reduced sensitivity to termination in the presence of stress raisers without low-energy initiation and propagation of cracks. The
5183 B 5. For this particular application we only have one filler
5556 A
cracking when compared to 4043. It is often most useful test data is from tear resistance testing expressed in unit propagation energy of 5356
metal that is suitable for this application, and that is
selected for leak-tight joints and may also measured crack lengths. In structural design, notch toughness is becoming more emphasized 5083 5183 B filler metal 5554. All the other filler metals within the
make a good substitute for 4043 when by designers to facilitate the ability to inspect highly stressed structures and find cracks in 5556 A box have a blank rating for elevated temperature which
5356 indicates that they are not suitable for this particular
welding other types of thin sections. weldments before catastrophic failure occurs. It may also be a design consideration if fatigue 5456, 5383 5183 5183 A A B B A B
and impact loading are factors directly associated with a weldment. 5556 A welding application. 5454 5356 A B A B A A
5554 B C A A A A B
Note: Any strength rating will meet the minimum transverse tensile 5556 A A B B A B
strength requirements of AWS D1.2, a blank rating typically will not. 5654 B C A B B B
También podría gustarte
- WeldPulse - Welding Software BrochureDocumento13 páginasWeldPulse - Welding Software BrochureWeldPulse100% (1)
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDe EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceAún no hay calificaciones
- WJ 2013 05Documento128 páginasWJ 2013 05Matija BušićAún no hay calificaciones
- TACOM Weld Code - Alumn (12472301A)Documento123 páginasTACOM Weld Code - Alumn (12472301A)mtcengineeringAún no hay calificaciones
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocumento2 páginasSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraAún no hay calificaciones
- Bohler Welding Guide PDFDocumento515 páginasBohler Welding Guide PDFParveen (Atam Valves)100% (1)
- Aw StandartsDocumento12 páginasAw StandartsKiukStaksAún no hay calificaciones
- Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas Heating TorchesDocumento7 páginasRecommended Practices For Heat Shaping and Straightening With Oxyfuel Gas Heating Torchesvampiredraak2712Aún no hay calificaciones
- Welding Inspection: Welding Symbols Course Reference WIS 5Documento52 páginasWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotAún no hay calificaciones
- Carefully Evaluate Code RequirementsDocumento3 páginasCarefully Evaluate Code Requirementsmayav1Aún no hay calificaciones
- d10 12m-d10 12PVDocumento6 páginasd10 12m-d10 12PVkhairy20130% (1)
- Stainless Steel Electrode Comparison ChartDocumento7 páginasStainless Steel Electrode Comparison Chartmiker100Aún no hay calificaciones
- Ssec - Tip - 56 Cambered Steel Beams PDFDocumento4 páginasSsec - Tip - 56 Cambered Steel Beams PDFAdrian Guerra EspinosaAún no hay calificaciones
- Aws B2.1-001 PDFDocumento10 páginasAws B2.1-001 PDFAli SASSIAún no hay calificaciones
- Filler Metal SelectionDocumento7 páginasFiller Metal SelectionMidhun K ChandraboseAún no hay calificaciones
- Filler MetalsDocumento28 páginasFiller MetalsPeerasak ArunAún no hay calificaciones
- Iso 544-2011Documento14 páginasIso 544-2011Vũ Đình PhongAún no hay calificaciones
- 2015 KOBELCO Defect PDFDocumento25 páginas2015 KOBELCO Defect PDFayushAún no hay calificaciones
- Weld Filler Metal SelectionDocumento7 páginasWeld Filler Metal SelectionsusanwebAún no hay calificaciones
- Welders Hand BookDocumento23 páginasWelders Hand Booksamyqatar100% (2)
- Aws D10.12-00Documento45 páginasAws D10.12-00Erick GoyesAún no hay calificaciones
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDocumento5 páginasFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- SG CDN2 Fab B - 5Documento1 páginaSG CDN2 Fab B - 5Titus PraveenAún no hay calificaciones
- Factors in Selection of Filler Metals in WeldingDocumento2 páginasFactors in Selection of Filler Metals in WeldingBalakumarAún no hay calificaciones
- The Nelson System Catalouge Version 2 2017 Shear StudsDocumento8 páginasThe Nelson System Catalouge Version 2 2017 Shear StudsMacAún no hay calificaciones
- The Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Documento2 páginasThe Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Ivan GarzonAún no hay calificaciones
- Vicwest Hi-Bond Composite Deck Design ManualDocumento42 páginasVicwest Hi-Bond Composite Deck Design ManualMike Smith100% (1)
- Welding Recommendation TS890Documento2 páginasWelding Recommendation TS890max_powerAún no hay calificaciones
- Selection of Welding ConsumablesDocumento13 páginasSelection of Welding ConsumablesbassemaeAún no hay calificaciones
- Advanced Gas Metal Arc Welding ProcDocumento20 páginasAdvanced Gas Metal Arc Welding ProcjavadmohammadiAún no hay calificaciones
- Technical Specs PDFDocumento12 páginasTechnical Specs PDFcsolanki6586100% (1)
- A1010 WeldingDocumento20 páginasA1010 WeldingCurious RajAún no hay calificaciones
- Star Core 6Documento2 páginasStar Core 6jmur10Aún no hay calificaciones
- Cigweld-Deposited Rates PDFDocumento7 páginasCigweld-Deposited Rates PDFNam_HitechAún no hay calificaciones
- Basic Welding GuideDocumento71 páginasBasic Welding GuideIsac Newton100% (1)
- Astm A500.1978 PDFDocumento8 páginasAstm A500.1978 PDFpradellesAún no hay calificaciones
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Documento2 páginasProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmAún no hay calificaciones
- Cast Carbon Steels in AWS D1.1 PDFDocumento3 páginasCast Carbon Steels in AWS D1.1 PDFIndra NainggolanAún no hay calificaciones
- Plus, Get A Publication For Just .: Save 25% On Today'S Book OrderDocumento22 páginasPlus, Get A Publication For Just .: Save 25% On Today'S Book Ordermaro151Aún no hay calificaciones
- AWS - PHB-8-1998 The Everyday Pocket Handbook For Gas Metal Arc Welding (GMAW) of Aluminum PDFDocumento30 páginasAWS - PHB-8-1998 The Everyday Pocket Handbook For Gas Metal Arc Welding (GMAW) of Aluminum PDFmohamadAún no hay calificaciones
- 2017 Welding School CatalogDocumento34 páginas2017 Welding School CatalogDiego AlonsoAún no hay calificaciones
- Filler Metal Data Handbook - CompleteDocumento330 páginasFiller Metal Data Handbook - Completeessnelson100% (2)
- Add02 1060.1Documento14 páginasAdd02 1060.1Diego Calderón AlvaradoAún no hay calificaciones
- Welding Complete PPT With QuestionDocumento50 páginasWelding Complete PPT With QuestionKBSMANITAún no hay calificaciones
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocumento71 páginasEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Aún no hay calificaciones
- Norma Astm A-123 InglesDocumento8 páginasNorma Astm A-123 InglesMarilu' CrAún no hay calificaciones
- Schaeffler Diagram PDFDocumento16 páginasSchaeffler Diagram PDFrajesh_14Aún no hay calificaciones
- WC-475 - Weld Joints, Sections, Symbols PDFDocumento1 páginaWC-475 - Weld Joints, Sections, Symbols PDFNathanLaertePiaiAún no hay calificaciones
- AWS D16.1M D16.1 - 2004 Specification For Robotic Arc Weldinf SafetyDocumento27 páginasAWS D16.1M D16.1 - 2004 Specification For Robotic Arc Weldinf Safetymasv792512100% (2)
- Aluminum Selection ChartDocumento1 páginaAluminum Selection ChartFahri Risfa ZulfiAún no hay calificaciones
- Aluminum Filler Metal Selection ChartDocumento1 páginaAluminum Filler Metal Selection ChartbrrrrzzzzAún no hay calificaciones
- Aluminum Selecti TTQVGDocumento1 páginaAluminum Selecti TTQVGa.kamyabiAún no hay calificaciones
- 1 No. Ver Bracing Required As Drawn MKD' - 1Vb-47: Bolt List For Assembly MKD' 1Vb-47 X 1 Dia. Qty. Bolt GradeDocumento1 página1 No. Ver Bracing Required As Drawn MKD' - 1Vb-47: Bolt List For Assembly MKD' 1Vb-47 X 1 Dia. Qty. Bolt Grademo3azAún no hay calificaciones
- Petrol Chemical Onshore Structure ModuleDocumento18 páginasPetrol Chemical Onshore Structure ModulehavutaAún no hay calificaciones
- C IEC S3 M1 4040 003 (HG AL) Rev 3Documento1 páginaC IEC S3 M1 4040 003 (HG AL) Rev 3John Bell Rey SarsabaAún no hay calificaciones
- Alum A Beam Product SheetDocumento2 páginasAlum A Beam Product SheetatiAún no hay calificaciones
- Government Standard Design On Poles PDFDocumento7 páginasGovernment Standard Design On Poles PDFSuhas AnilAún no hay calificaciones
- Bureau of Design: LegendDocumento1 páginaBureau of Design: LegendMAún no hay calificaciones
- S-1.1 Proposed Filling Station (Caltex Station) : Typical Column-Footing (C1-F1) DetailDocumento1 páginaS-1.1 Proposed Filling Station (Caltex Station) : Typical Column-Footing (C1-F1) DetailCarmela Andrea BuenafeAún no hay calificaciones
- ScalmalloyDocumento8 páginasScalmalloyfogdartAún no hay calificaciones
- Rocketry R&D Jan2000Documento22 páginasRocketry R&D Jan2000fogdartAún no hay calificaciones
- MN 110 Pi Ovra Limpet Mine OkDocumento2 páginasMN 110 Pi Ovra Limpet Mine OkfogdartAún no hay calificaciones
- The "Michell" Crankless Engine - Why Was It Not A Commercial Success?Documento25 páginasThe "Michell" Crankless Engine - Why Was It Not A Commercial Success?fogdartAún no hay calificaciones
- Comparison of Blast Pressures and Effects Methodologies (2009)Documento58 páginasComparison of Blast Pressures and Effects Methodologies (2009)fogdartAún no hay calificaciones
- Dexta Onerw ManualDocumento54 páginasDexta Onerw Manualfogdart100% (1)
- Pyrotechnics (1972)Documento251 páginasPyrotechnics (1972)fogdartAún no hay calificaciones
- Drive Rider&Pushmower PartsDocumento36 páginasDrive Rider&Pushmower Partsfogdart100% (2)
- Heating and AC Mobile HomeDocumento26 páginasHeating and AC Mobile HomefogdartAún no hay calificaciones
- Perkins DieselDocumento31 páginasPerkins Dieselfogdart100% (6)
- 2009 Parts SectionDocumento60 páginas2009 Parts SectionfogdartAún no hay calificaciones
- Lawn-Boy F Series DriveDocumento13 páginasLawn-Boy F Series DrivefogdartAún no hay calificaciones
- Bridgestone Firestone Supplemental Details 05-12-17Documento19 páginasBridgestone Firestone Supplemental Details 05-12-17fogdartAún no hay calificaciones
- 42" Snow Blade: Operator's ManualDocumento20 páginas42" Snow Blade: Operator's ManualfogdartAún no hay calificaciones
- Desktop PC Users Guide 8512780Documento96 páginasDesktop PC Users Guide 8512780fogdartAún no hay calificaciones
- Lennox CX34 CX33 Coils Installation Manual PDFDocumento20 páginasLennox CX34 CX33 Coils Installation Manual PDFfogdart100% (1)
- G60UHV Series PDFDocumento70 páginasG60UHV Series PDFfogdartAún no hay calificaciones
- HCDBX 5 BTDocumento76 páginasHCDBX 5 BTfogdartAún no hay calificaciones
- WARING-2012 Int Part Price BookDocumento152 páginasWARING-2012 Int Part Price BookfogdartAún no hay calificaciones
- Toro 51587 Super Blower Vac Manual, 1998-1999Documento16 páginasToro 51587 Super Blower Vac Manual, 1998-1999fogdartAún no hay calificaciones
- 7012BU 7012G 7012S: 2 Piece LidDocumento3 páginas7012BU 7012G 7012S: 2 Piece LidfogdartAún no hay calificaciones
- 7.92×57mm Mauser PDFDocumento7 páginas7.92×57mm Mauser PDFfogdart50% (2)
- Downloaded From Manuals Search EngineDocumento60 páginasDownloaded From Manuals Search EnginefogdartAún no hay calificaciones
- Cub Cadet Parts Manual For Model 2155 Tractor SN 326006 and UpDocumento87 páginasCub Cadet Parts Manual For Model 2155 Tractor SN 326006 and UpfogdartAún no hay calificaciones
- Waring Pro Manual PDFDocumento16 páginasWaring Pro Manual PDFfogdart100% (1)
- 7012BU 7012G 7012S: 2 Piece LidDocumento3 páginas7012BU 7012G 7012S: 2 Piece LidfogdartAún no hay calificaciones
- Module 3-CUTTING TOOL MATERIALSDocumento88 páginasModule 3-CUTTING TOOL MATERIALSsushilAún no hay calificaciones
- The Importance of Welding Electrode FluxDocumento105 páginasThe Importance of Welding Electrode FluxAnnamalai Ram JGCAún no hay calificaciones
- Feeds & Speeds Chart For Drills, Reamers, Mills & Saws (Carbide Tipped)Documento1 páginaFeeds & Speeds Chart For Drills, Reamers, Mills & Saws (Carbide Tipped)Sunil KumarAún no hay calificaciones
- Three-Dimensional Geometallurgical Data Integration For Predicting Concentrate Quality and Tailings Composition in A Massive Sulfide DepositDocumento6 páginasThree-Dimensional Geometallurgical Data Integration For Predicting Concentrate Quality and Tailings Composition in A Massive Sulfide DepositWiku PadmonoboAún no hay calificaciones
- Smithy: Applications of ForgingDocumento8 páginasSmithy: Applications of Forginghuman kindAún no hay calificaciones
- (Aluminium Industries) : Geography OptionalDocumento10 páginas(Aluminium Industries) : Geography OptionalIbrahim IslamiAún no hay calificaciones
- 4CH1 2C Que 20211120Documento24 páginas4CH1 2C Que 20211120Fazal AhmedAún no hay calificaciones
- Extraction of MetalsDocumento3 páginasExtraction of MetalsYasmin YehiaAún no hay calificaciones
- Aluminum 356.0-F, Sand Cast: Metal Nonferrous Metal Aluminum Alloy Aluminum Casting AlloyDocumento1 páginaAluminum 356.0-F, Sand Cast: Metal Nonferrous Metal Aluminum Alloy Aluminum Casting AlloyNabil RidwanAún no hay calificaciones
- Tek 07-01DDocumento18 páginasTek 07-01DCarlos AlvaAún no hay calificaciones
- NABL TestsDocumento22 páginasNABL TestsSandeep YadavAún no hay calificaciones
- Feedback The Correct Answer Is: Anode To Cathode: Incorrect Mark 0.00 Out of 1.00Documento5 páginasFeedback The Correct Answer Is: Anode To Cathode: Incorrect Mark 0.00 Out of 1.00John Nathan RegioAún no hay calificaciones
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocumento7 páginasVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsalucard375Aún no hay calificaciones
- Class-10 - Science - Practice - 2022-23 - 1Documento8 páginasClass-10 - Science - Practice - 2022-23 - 1Tanish MehtaAún no hay calificaciones
- Smelter and Refiner List in Samsungs Supply Chain 2022Documento13 páginasSmelter and Refiner List in Samsungs Supply Chain 2022pepe romeroAún no hay calificaciones
- MD002Documento248 páginasMD002Christopher Lennon Dela CruzAún no hay calificaciones
- Types of Cement and ReinforcementsDocumento25 páginasTypes of Cement and ReinforcementsJyothishAún no hay calificaciones
- Amendment No. 3 March 2017 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - SpecificationDocumento3 páginasAmendment No. 3 March 2017 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - Specificationraviteja036Aún no hay calificaciones
- IMYP Lab Work Redox and Electrochemical CellsDocumento6 páginasIMYP Lab Work Redox and Electrochemical CellsVaida MatulevičiūtėAún no hay calificaciones
- Soldaduras PlatinoDocumento10 páginasSoldaduras PlatinoTaller Rupay AntüAún no hay calificaciones
- Colquijirca-Epitermal y CordilleranoDocumento13 páginasColquijirca-Epitermal y CordilleranoMiguel Quintana HernandezAún no hay calificaciones
- TGL Report ProjectsDocumento7 páginasTGL Report ProjectsJoseph MofatAún no hay calificaciones
- Machine Shop Elements: Answer ADocumento32 páginasMachine Shop Elements: Answer ATatsAún no hay calificaciones
- Mono58 7Documento119 páginasMono58 7Marcus BragaAún no hay calificaciones
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDocumento5 páginasSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification Formohamed salahAún no hay calificaciones
- Aerospace Material SpecificationDocumento6 páginasAerospace Material SpecificationAnonymous T6GllLl0Aún no hay calificaciones
- Combined Science 2020 May QP 22Documento16 páginasCombined Science 2020 May QP 22Ahmed MansourAún no hay calificaciones
- Surface Production Operations 9Documento61 páginasSurface Production Operations 9Сергей ВельдяксовAún no hay calificaciones
- Titanium CorrosionDocumento12 páginasTitanium CorrosionJasper MaraisAún no hay calificaciones
- 2019 - Corani - Ni43-101 - r1 - Final - Compressed (2) - 56-104Documento49 páginas2019 - Corani - Ni43-101 - r1 - Final - Compressed (2) - 56-104Jheison YunguriAún no hay calificaciones