También podría gustarte
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- Our National Flag: Iwope ProductionsDocumento37 páginasOur National Flag: Iwope ProductionsipraoAún no hay calificaciones
- Bezwada Wilson - The Fight Against Manual ScavengingDocumento6 páginasBezwada Wilson - The Fight Against Manual ScavengingipraoAún no hay calificaciones
- PGCIL Pension Providing Agency Contact DetailsDocumento4 páginasPGCIL Pension Providing Agency Contact DetailsipraoAún no hay calificaciones
- Leakage Rate Calculations For InsulatorDocumento1 páginaLeakage Rate Calculations For InsulatoripraoAún no hay calificaciones
- Rolling Mill Rolls and Roll Shop PDFDocumento8 páginasRolling Mill Rolls and Roll Shop PDFiprao100% (1)
- Coating Thickness Coulos PDFDocumento8 páginasCoating Thickness Coulos PDFipraoAún no hay calificaciones
- Energy Conservation Opportunity in A Steel Rolling Mill (HSL) by Using Variable Frequency Drive in Descaler UnitDocumento4 páginasEnergy Conservation Opportunity in A Steel Rolling Mill (HSL) by Using Variable Frequency Drive in Descaler UnitipraoAún no hay calificaciones
- 400kv DBR Assembly & Maintenance Instructions-R6 PDFDocumento52 páginas400kv DBR Assembly & Maintenance Instructions-R6 PDFiprao100% (1)
- CR70C Gaskets PDFDocumento2 páginasCR70C Gaskets PDFipraoAún no hay calificaciones
- Acceptance Sampling Is An Important Field of Statistical Quality Control That Was Popularized by Dodge and Romig and Originally Applied by The UDocumento42 páginasAcceptance Sampling Is An Important Field of Statistical Quality Control That Was Popularized by Dodge and Romig and Originally Applied by The UipraoAún no hay calificaciones
- 2018091981-Inspection Report-Raigarh PDFDocumento13 páginas2018091981-Inspection Report-Raigarh PDFiprao50% (2)
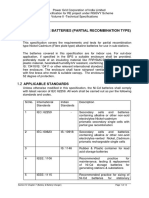
- Technical Specfication Battery & Battery Charger PDFDocumento14 páginasTechnical Specfication Battery & Battery Charger PDFipraoAún no hay calificaciones
- Inspection Call Details: CIP Final Inspection Alstom T&D (India) LTD., KolkatDocumento1 páginaInspection Call Details: CIP Final Inspection Alstom T&D (India) LTD., KolkatipraoAún no hay calificaciones
- 400kV Mapusa - GoaDocumento2 páginas400kV Mapusa - GoaipraoAún no hay calificaciones
- 5 Anghelina 2011 PDFDocumento6 páginas5 Anghelina 2011 PDFipraoAún no hay calificaciones
- Vigilance Angle in InspectionDocumento12 páginasVigilance Angle in InspectionipraoAún no hay calificaciones
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- BiocoagulantDocumento15 páginasBiocoagulantNed CarterAún no hay calificaciones
- Basics of Dusty Plasma: Plasma Physics Reports January 2005Documento12 páginasBasics of Dusty Plasma: Plasma Physics Reports January 2005susobhan ghoshAún no hay calificaciones
- Polymer: Adil Sultan, Faiz MohammadDocumento12 páginasPolymer: Adil Sultan, Faiz MohammadenggsantuAún no hay calificaciones
- Coek - Info Mathematical Models in Coastal EngineeringDocumento1 páginaCoek - Info Mathematical Models in Coastal EngineeringChrome TsauryAún no hay calificaciones
- Lab Sheet CHM256 Exp 3Documento3 páginasLab Sheet CHM256 Exp 3iwana dirayatiAún no hay calificaciones
- 10 1021@acs Iecr 9b02077Documento14 páginas10 1021@acs Iecr 9b02077dipen royAún no hay calificaciones
- Bleaching of WoolDocumento5 páginasBleaching of Woolahmer adnanAún no hay calificaciones
- Act 3 ConclusionDocumento13 páginasAct 3 ConclusionVon A. DamirezAún no hay calificaciones
- Electrostatis - DPP - 02 - Aditya Sir - Electrostatis - DPP - 02 - Aditya Sir - Electrostatis - DPP - 02 - Aditya SirDocumento2 páginasElectrostatis - DPP - 02 - Aditya Sir - Electrostatis - DPP - 02 - Aditya Sir - Electrostatis - DPP - 02 - Aditya SirWasfia ZahraAún no hay calificaciones
- Testing The Hardness of WaterDocumento3 páginasTesting The Hardness of Wateralexduart01Aún no hay calificaciones
- Expt. 3 (Schematic Diagram)Documento1 páginaExpt. 3 (Schematic Diagram)impregnantAún no hay calificaciones
- Trico Bond EpDocumento2 páginasTrico Bond EpBrandon TrocAún no hay calificaciones
- Atterberg Limits - Set 1Documento8 páginasAtterberg Limits - Set 1ahm531Aún no hay calificaciones
- Flowserve - FSG 148 eDocumento10 páginasFlowserve - FSG 148 eraggafeiAún no hay calificaciones
- Determinação E Validação Do Secnidazol em Comprimidos Por Espectrofotometria Na Região Do UltravioletaDocumento11 páginasDeterminação E Validação Do Secnidazol em Comprimidos Por Espectrofotometria Na Região Do UltravioletaROBINAún no hay calificaciones
- Borates PresentationDocumento20 páginasBorates Presentationpoly6icsAún no hay calificaciones
- Section - A: Sample Test - 2Documento4 páginasSection - A: Sample Test - 2Apex Institute0% (1)
- Understanding The Laws of Nature: Weighing HelpsDocumento53 páginasUnderstanding The Laws of Nature: Weighing HelpsleandroniedbalskiAún no hay calificaciones
- Thermic Fluid DTDocumento5 páginasThermic Fluid DTKishorAún no hay calificaciones
- Chemical CompositionDocumento1 páginaChemical CompositionfrusdtAún no hay calificaciones
- Fluid Mech Lecture Part 2 Principles of HydrostaticsDocumento7 páginasFluid Mech Lecture Part 2 Principles of HydrostaticsRosalina JaboneroAún no hay calificaciones
- Chem Lab Oxidation ReductionDocumento3 páginasChem Lab Oxidation ReductionMayara Halper100% (2)
- QP B Pharm 30012020Documento135 páginasQP B Pharm 30012020Spy HanAún no hay calificaciones
- ASTM D2281-10 Standard Test Method For Evaluation of Wetting Agents by Skein TestDocumento3 páginasASTM D2281-10 Standard Test Method For Evaluation of Wetting Agents by Skein TestDerek Vaughn100% (1)
- Surveying Prelim ReviewerDocumento4 páginasSurveying Prelim ReviewerBanana QAún no hay calificaciones
- Electric Bell AnsDocumento4 páginasElectric Bell AnsManishaAún no hay calificaciones
- Physics HeatDocumento6 páginasPhysics Heatsiba padhyAún no hay calificaciones
- Gas Absorption ExperimentDocumento6 páginasGas Absorption Experimentemre06istAún no hay calificaciones
- Me 112 Module Unit 1 Schoology RevisedDocumento16 páginasMe 112 Module Unit 1 Schoology Revisedkenmalgapo320Aún no hay calificaciones
- Fundamentals of LasersDocumento21 páginasFundamentals of Lasersjatin patelAún no hay calificaciones