También podría gustarte
- S-3000-1360-011 - F-Specification For Identification of Piping MaterialsDocumento20 páginasS-3000-1360-011 - F-Specification For Identification of Piping MaterialsMessaoud Goutas0% (1)
- Tender9 Vol II o II Pig Launcher and Receiver by MeconDocumento31 páginasTender9 Vol II o II Pig Launcher and Receiver by MeconVeena S VAún no hay calificaciones
- 2.30 S-000-1310-002 - Wind CriteriaDocumento39 páginas2.30 S-000-1310-002 - Wind CriteriaPravinAún no hay calificaciones
- API Data Sheet - Wet Crude Storage TankDocumento10 páginasAPI Data Sheet - Wet Crude Storage TankNatarajan RavisankarAún no hay calificaciones
- Bb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Documento24 páginasBb.g-Vsp-Pve-Ed-20-Me-Das-001 - 0Luong AnhAún no hay calificaciones
- Design Calculations for Pressure VesselDocumento37 páginasDesign Calculations for Pressure VesselfnyaclsAún no hay calificaciones
- ITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFDocumento29 páginasITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFBlade ChannelTvAún no hay calificaciones
- Blind Flange Test Flange API 6a Spec SheetDocumento1 páginaBlind Flange Test Flange API 6a Spec SheetahnafAún no hay calificaciones
- A307 6545 104 Enq Rev0Documento283 páginasA307 6545 104 Enq Rev0Yogi YuganAún no hay calificaciones
- Fabrication of Piping SpecificationDocumento35 páginasFabrication of Piping SpecificationLeilei WangAún no hay calificaciones
- Ed D 02.00 I 01Documento25 páginasEd D 02.00 I 01joseellargoAún no hay calificaciones
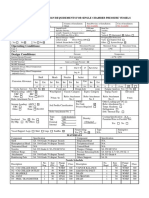
- LPG sphere data sheetDocumento5 páginasLPG sphere data sheetsukubutsuAún no hay calificaciones
- 16 B 06 HDocumento20 páginas16 B 06 HVaibhav Bhoir0% (1)
- Technical Specification Stainless Steel Heat Exchangers: Project No: 338033Documento13 páginasTechnical Specification Stainless Steel Heat Exchangers: Project No: 338033jdgh1986Aún no hay calificaciones
- U Stamp - KK Form - SampleDocumento5 páginasU Stamp - KK Form - SampleshazanAún no hay calificaciones
- Technical Specification PDFDocumento101 páginasTechnical Specification PDFAsma KhanAún no hay calificaciones
- Pressure Vessel Material Selection GuidelinesDocumento3 páginasPressure Vessel Material Selection Guidelinesarjun SinghAún no hay calificaciones
- 08572-TRHT-CE-PL-18-OO-201 - Rev 0Documento63 páginas08572-TRHT-CE-PL-18-OO-201 - Rev 0belhaska100% (1)
- To HQ 02 042 00 Philosophy Civil Works OnshoreDocumento32 páginasTo HQ 02 042 00 Philosophy Civil Works Onshoremarin cristianAún no hay calificaciones
- ES.5.06.0001 RA - PressureVesselsDocumento28 páginasES.5.06.0001 RA - PressureVesselsJagadeesh PuppalaAún no hay calificaciones
- Mechanical Engineer CV for Oil & Gas rolesDocumento4 páginasMechanical Engineer CV for Oil & Gas rolesKarthik AnandanAún no hay calificaciones
- Idbu-Ed-Fspds-000014 Rev C (Human Factor)Documento113 páginasIdbu-Ed-Fspds-000014 Rev C (Human Factor)aan2014211Aún no hay calificaciones
- Eds L 1Documento267 páginasEds L 1Sam Jose100% (1)
- Upgrading Fine Filters at CC Water Injection PlantDocumento83 páginasUpgrading Fine Filters at CC Water Injection PlantNAMOAún no hay calificaciones
- Inspection Release Note (General) : Verification of Completion Yes No N/A CommentsDocumento2 páginasInspection Release Note (General) : Verification of Completion Yes No N/A CommentsjeswinAún no hay calificaciones
- Technical Specification Carbon Steel Heat Exchangers: Project No: 338033Documento14 páginasTechnical Specification Carbon Steel Heat Exchangers: Project No: 338033jdgh1986Aún no hay calificaciones
- 3 OEE 3 144 Mechanical Design Check ListsDocumento13 páginas3 OEE 3 144 Mechanical Design Check ListsAnonymous HDlK5cXc8Aún no hay calificaciones
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocumento15 páginasAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiAún no hay calificaciones
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocumento1 páginaWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- TQ - Air Fin Cooler (CS) - ModificationDocumento6 páginasTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaAún no hay calificaciones
- BD CAL FPSO (HULL) 014 002+M40218 014 002JS 轮机主要设备计算书Documento17 páginasBD CAL FPSO (HULL) 014 002+M40218 014 002JS 轮机主要设备计算书Ben Wong100% (1)
- CHF-ENG-SP-L-300 Rev 0 PDFDocumento302 páginasCHF-ENG-SP-L-300 Rev 0 PDFMo'men Abu-SmaihaAún no hay calificaciones
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Documento22 páginas15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuAún no hay calificaciones
- Index - Amendment To TBPDocumento4 páginasIndex - Amendment To TBPVineet 01Aún no hay calificaciones
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocumento20 páginas6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarAún no hay calificaciones
- IS, I I I: Name of ManufacturerDocumento1 páginaIS, I I I: Name of ManufacturercynideAún no hay calificaciones
- Design of skirt base ring for pressure vesselDocumento3 páginasDesign of skirt base ring for pressure vesseldskr fkshAún no hay calificaciones
- Iocl Tank Spec F-601 Rev 0Documento18 páginasIocl Tank Spec F-601 Rev 0Rama Krishna Reddy Donthireddy100% (1)
- Iqwq FT LTTDS 00 0004 - 0 PDFDocumento8 páginasIqwq FT LTTDS 00 0004 - 0 PDFhapinefeAún no hay calificaciones
- Bes 800-101Documento25 páginasBes 800-101jfferrog100% (1)
- 8474l 000 JSD 2220 001 1 Cold Service InsulationDocumento51 páginas8474l 000 JSD 2220 001 1 Cold Service InsulationlebienthuyAún no hay calificaciones
- Procedure Qualification ReportDocumento5 páginasProcedure Qualification ReportDieu TranAún no hay calificaciones
- (Package-2-Mech Works) : Clean Fuels ProjectDocumento17 páginas(Package-2-Mech Works) : Clean Fuels ProjectsarangpuneAún no hay calificaciones
- D-211 - Pressure Vessel Design and Fab SpecDocumento17 páginasD-211 - Pressure Vessel Design and Fab SpecGidel RinconAún no hay calificaciones
- TBA - Vessel InternalsDocumento5 páginasTBA - Vessel InternalsTifano KhristiyantoAún no hay calificaciones
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Documento14 páginasExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggAún no hay calificaciones
- Iqwq FT LSPDS 00 032003 - 0a PDFDocumento73 páginasIqwq FT LSPDS 00 032003 - 0a PDFhapinefeAún no hay calificaciones
- 08572-Trht-Ms-Ppfm003-A06-004 - D General Arrangement Drawing Lean Amine Surge TankDocumento3 páginas08572-Trht-Ms-Ppfm003-A06-004 - D General Arrangement Drawing Lean Amine Surge TankSamer ArousAún no hay calificaciones
- 645295-P56790A-0154 - 01 Acoustic Insulation PDFDocumento18 páginas645295-P56790A-0154 - 01 Acoustic Insulation PDFAnsar AliAún no hay calificaciones
- Sample Treated Water Storage Tank Detailed DrawingDocumento8 páginasSample Treated Water Storage Tank Detailed DrawingnamasralAún no hay calificaciones
- Foundation Load Table.Documento1 páginaFoundation Load Table.Lcm TnlAún no hay calificaciones
- I Et 3010.0F 1200 956 PPC 006 - ADocumento83 páginasI Et 3010.0F 1200 956 PPC 006 - Aalam0266Aún no hay calificaciones
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocumento7 páginasEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalAún no hay calificaciones
- 8-12 X 3000 M Spherical LPG Storage TankDocumento1 página8-12 X 3000 M Spherical LPG Storage Tankevrim77100% (1)
- BREVIA DE CALCUL PENTRU SEPARATORUL ORIZONTAL TRIFAZIC 80MCDocumento223 páginasBREVIA DE CALCUL PENTRU SEPARATORUL ORIZONTAL TRIFAZIC 80MCakın ersözAún no hay calificaciones
- EBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisDocumento23 páginasEBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisAhmedAún no hay calificaciones
- 3.CSP-03 Rev.3Documento66 páginas3.CSP-03 Rev.3Othman RejabAún no hay calificaciones
- 60-00-Qm-Itp-00039 - 0001 - 0 ITP PipingDocumento109 páginas60-00-Qm-Itp-00039 - 0001 - 0 ITP PipingTauqeer SalimAún no hay calificaciones
- Piping Stress Analysis Calculation and Reports-2: Adnoc Gas ProcessingDocumento2 páginasPiping Stress Analysis Calculation and Reports-2: Adnoc Gas Processingkbtvnr teja100% (2)
- 9686-8470-SP-000-4005 - 01 Welding and NDT SpecDocumento53 páginas9686-8470-SP-000-4005 - 01 Welding and NDT SpecvenkateshAún no hay calificaciones
- 6-12-0014 STD Spec For Weldable Strl. Quality Steel PlateDocumento4 páginas6-12-0014 STD Spec For Weldable Strl. Quality Steel PlateMurli ramchandran100% (1)
- 6-12-0014 STD Specification For Weldable STR SteelDocumento4 páginas6-12-0014 STD Specification For Weldable STR SteelMurli ramchandranAún no hay calificaciones
- Job Spec. For Static Equipment (B018-000!80!42-SP-0020)Documento6 páginasJob Spec. For Static Equipment (B018-000!80!42-SP-0020)Murli ramchandran100% (1)
- 6-24-0006 STD Spec For Filter-CoalescersDocumento9 páginas6-24-0006 STD Spec For Filter-CoalescersMurli ramchandranAún no hay calificaciones
- 6-12-0001 - R05 GS For VesselDocumento13 páginas6-12-0001 - R05 GS For VesselMurli ramchandranAún no hay calificaciones
- Edb Static-EilDocumento18 páginasEdb Static-EilMurli ramchandranAún no hay calificaciones
- 6-15-0091 STD Spec For Hardness Req of Static EqDocumento5 páginas6-15-0091 STD Spec For Hardness Req of Static EqMurli ramchandranAún no hay calificaciones
- 6-44-0002 - Hot InsulationDocumento53 páginas6-44-0002 - Hot InsulationMurli ramchandranAún no hay calificaciones
- 6-12-0011 STD Spec For Boiler Quality CS Plates PDFDocumento7 páginas6-12-0011 STD Spec For Boiler Quality CS Plates PDFMurli ramchandranAún no hay calificaciones
- EIL Fab & Paint RequirementDocumento108 páginasEIL Fab & Paint RequirementMurli ramchandran0% (1)
- 6-12-0014 Rev 5Documento4 páginas6-12-0014 Rev 5Murli ramchandranAún no hay calificaciones
- 6-12-0011 STD Spec For Boiler Quality Cs PlatesDocumento7 páginas6-12-0011 STD Spec For Boiler Quality Cs PlatesMurli ramchandranAún no hay calificaciones
- Pages 3067-3084 of 7583 DocumentDocumento18 páginasPages 3067-3084 of 7583 DocumentMurli ramchandranAún no hay calificaciones
- 6-44-0004 Rev 2Documento45 páginas6-44-0004 Rev 2Murli ramchandranAún no hay calificaciones
- 6-12-0001 - R05 GS For Vessel PDFDocumento13 páginas6-12-0001 - R05 GS For Vessel PDFMurli ramchandran100% (1)
- 6-76-002 STD Spec For Application of Torque and Hydraulic Bolt TensionDocumento33 páginas6-76-002 STD Spec For Application of Torque and Hydraulic Bolt TensionMurli ramchandranAún no hay calificaciones
- 6-79-0013 - r1 Material in Sour ServiceDocumento6 páginas6-79-0013 - r1 Material in Sour ServiceMurli ramchandran100% (1)
- Eil Flanges 18in and Above-058 6-71-0023 Rev 2Documento7 páginasEil Flanges 18in and Above-058 6-71-0023 Rev 2Murli ramchandranAún no hay calificaciones
- 6-15-0091-Rev - 3 - Standard Specification For Hardness Requirement of Static EquipmentsDocumento5 páginas6-15-0091-Rev - 3 - Standard Specification For Hardness Requirement of Static EquipmentsMurli ramchandranAún no hay calificaciones
- 6-24-0004 Catridge FilterDocumento9 páginas6-24-0004 Catridge FilterMurli ramchandran100% (1)
- Eil Pipe Leg Support-7!12!0007-Rev4Documento1 páginaEil Pipe Leg Support-7!12!0007-Rev4Murli ramchandranAún no hay calificaciones
- Eil Skirt Op. Details 7-12-0005Documento2 páginasEil Skirt Op. Details 7-12-0005Murli ramchandranAún no hay calificaciones
- EIL NDT RequirementDocumento10 páginasEIL NDT RequirementMurli ramchandranAún no hay calificaciones
- EIL Technical Notes For PipesDocumento9 páginasEIL Technical Notes For PipesMurli ramchandran100% (1)
- EIL Installation StandardsDocumento85 páginasEIL Installation StandardsMurli ramchandran0% (2)
- EIL Technical Notes For Pipe FittingsDocumento9 páginasEIL Technical Notes For Pipe FittingsMurli ramchandranAún no hay calificaciones
- Slug CatcherDocumento8 páginasSlug CatcherMurli ramchandranAún no hay calificaciones
- Eil Pmi Requirements 6-81-0001 Rev1Documento7 páginasEil Pmi Requirements 6-81-0001 Rev1Murli ramchandran100% (1)
- A545-736-11-42-DS-0031 - A - Flow TeeDocumento2 páginasA545-736-11-42-DS-0031 - A - Flow TeeMurli ramchandranAún no hay calificaciones
- EIL Technical Notes For GasketsDocumento5 páginasEIL Technical Notes For GasketsMurli ramchandranAún no hay calificaciones
- Competency Based Learning Material: Prepare Pipe For Installation Preparing Pipe For InstallationDocumento78 páginasCompetency Based Learning Material: Prepare Pipe For Installation Preparing Pipe For Installationmico alilayaAún no hay calificaciones
- Three Storey Residential BLDG: 3 Roof Drain DetailDocumento3 páginasThree Storey Residential BLDG: 3 Roof Drain DetailLester LazoAún no hay calificaciones
- Centrifugally Cast (Spun) Iron Pressure Pipes For Water, Gas and Sewage - SpecificationDocumento26 páginasCentrifugally Cast (Spun) Iron Pressure Pipes For Water, Gas and Sewage - SpecificationPrapa KaranAún no hay calificaciones
- 002b REFRESHER PLUMBING CODE PDFDocumento601 páginas002b REFRESHER PLUMBING CODE PDFTaki TachibanaAún no hay calificaciones
- Pipe friction loss calculations for proposed air flight facilityDocumento1 páginaPipe friction loss calculations for proposed air flight facilityNIDHILAún no hay calificaciones
- Tonisco Baby: DN10 - DN25 Hot TappingsDocumento4 páginasTonisco Baby: DN10 - DN25 Hot TappingsEduardo Cuadros JuradoAún no hay calificaciones
- Campbell HausfeldDocumento44 páginasCampbell HausfeldMireya Linares MoriAún no hay calificaciones
- Plumbing SymbolsDocumento1 páginaPlumbing Symbolsjeruel50% (2)
- Tube Fitting Installation SeminarDocumento74 páginasTube Fitting Installation SeminarEscarabAún no hay calificaciones
- Pro Ecatalog 4613 INS CombinedDocumento195 páginasPro Ecatalog 4613 INS CombinedJamilAún no hay calificaciones
- Project Proposal for Pipe Loss ApparatusDocumento25 páginasProject Proposal for Pipe Loss ApparatusAnthony Justin EdmaAún no hay calificaciones
- CP 51-2004 - Manufactured Gas Pipe InstallationDocumento46 páginasCP 51-2004 - Manufactured Gas Pipe InstallationNguyên Minh100% (1)
- RTF-11609A Fuller Eaton PDFDocumento44 páginasRTF-11609A Fuller Eaton PDFAntonio MejicanosAún no hay calificaciones
- Securagold Product BrochureDocumento8 páginasSecuragold Product Brochureapi-36492444Aún no hay calificaciones
- GS 130-5 Guidance For Specification 130-5 Flow Elements For Plant Control and Measurement ServiceDocumento28 páginasGS 130-5 Guidance For Specification 130-5 Flow Elements For Plant Control and Measurement ServiceYuasti Hasna FauziyahAún no hay calificaciones
- Cini Handbook 1.3.10Documento1 páginaCini Handbook 1.3.10123spamnstuffAún no hay calificaciones
- Standards - Dimensions Data BaseDocumento395 páginasStandards - Dimensions Data BasekarnagamAún no hay calificaciones
- VIP Red CatalogueIntroduction This catalogue will provide you with an idea of range, which now includes a huge selection of plumbing products and pumps to complement our already extensive engineering range. - our service is constantly reviewed and we aim to offer our customers excellence in all areas. About Us Formed in 1985, we have earned a reputation for setting standards in quality, service and reliability. We supply a wide range of industries including:Documento28 páginasVIP Red CatalogueIntroduction This catalogue will provide you with an idea of range, which now includes a huge selection of plumbing products and pumps to complement our already extensive engineering range. - our service is constantly reviewed and we aim to offer our customers excellence in all areas. About Us Formed in 1985, we have earned a reputation for setting standards in quality, service and reliability. We supply a wide range of industries including:aco1970Aún no hay calificaciones
- Names of All Materials WRT ASTM No.Documento6 páginasNames of All Materials WRT ASTM No.روشان فاطمة روشانAún no hay calificaciones
- Flange Joint Assembly ChecklistDocumento2 páginasFlange Joint Assembly ChecklistRonald Alejandro Bustos Soto100% (1)
- Gas Pressure Control Unit: TYPE 132Documento12 páginasGas Pressure Control Unit: TYPE 132Mohamed El Hadi RedjaimiaAún no hay calificaciones
- 2018 AWWA Thrust Block PresentationDocumento64 páginas2018 AWWA Thrust Block PresentationFebefebeAún no hay calificaciones
- Enerpac ATM ManualDocumento11 páginasEnerpac ATM ManualTitanplyAún no hay calificaciones
- Method Statement For Installation of Upvc Drainage and Rain Water PilesDocumento50 páginasMethod Statement For Installation of Upvc Drainage and Rain Water PilesAnandu Ashokan100% (1)
- Rural Mason-Q FileDocumento43 páginasRural Mason-Q FileSrinidhi RaoAún no hay calificaciones
- Week 15-17 - Fluid Line FittingsDocumento6 páginasWeek 15-17 - Fluid Line FittingsMicah ChuaAún no hay calificaciones
- Water Distribution SystemsDocumento17 páginasWater Distribution SystemsNathyAún no hay calificaciones
- Tender Notice 07-10-14 BOQ Pile DesignDocumento158 páginasTender Notice 07-10-14 BOQ Pile DesignJibonGhoshPritomAún no hay calificaciones
- Manual de Operacion DESMI PDFDocumento27 páginasManual de Operacion DESMI PDFNippur de LagashAún no hay calificaciones
- Anek Industrial Plastics-Welding Machine, Electro Fusion Machine, Hdpe Pipes, Hdpe DWC Pipe, Hdpe PLB Duct, Hdpe Pipe Fittings in MumbaiDocumento4 páginasAnek Industrial Plastics-Welding Machine, Electro Fusion Machine, Hdpe Pipes, Hdpe DWC Pipe, Hdpe PLB Duct, Hdpe Pipe Fittings in Mumbaianek pipeAún no hay calificaciones