También podría gustarte
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- AlternatorDocumento21 páginasAlternatorEmmity WangAún no hay calificaciones
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Vwunlli 8 PP 2 S 69 Niim 8Documento415 páginasVwunlli 8 PP 2 S 69 Niim 8viper_oneAún no hay calificaciones
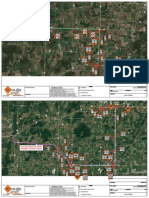
- STH 54 Detour RouteDocumento2 páginasSTH 54 Detour RouteFOX 11 NewsAún no hay calificaciones
- Jettty DesignDocumento14 páginasJettty DesignNnamani ajAún no hay calificaciones
- Imo MSC267 - The International Code On Intact StabilityDocumento94 páginasImo MSC267 - The International Code On Intact StabilitynawanAún no hay calificaciones
- IELTS Graphs and Charts 2023-2024Documento45 páginasIELTS Graphs and Charts 2023-2024Лилит АзарянAún no hay calificaciones
- News Writing ExerciseDocumento1 páginaNews Writing ExerciseAntonio Delgado100% (1)
- 7 Principles For Building Better CitiesDocumento4 páginas7 Principles For Building Better CitiesAmrutha Pavithran100% (2)
- Sweet Lines vs. TevesDocumento1 páginaSweet Lines vs. Tevesgypsy_cutieeeAún no hay calificaciones
- De Guzman VDocumento7 páginasDe Guzman VMary Joy GorospeAún no hay calificaciones
- Data Structures Using C, 2nd EditionDocumento5 páginasData Structures Using C, 2nd Editionrama singhAún no hay calificaciones
- Mechanical Books Url LinksDocumento6 páginasMechanical Books Url Linkskirankuma.jagtapAún no hay calificaciones
- SchemeDocumento1 páginaSchemerama singhAún no hay calificaciones
- CAG in IndiaDocumento16 páginasCAG in Indiarama singhAún no hay calificaciones
- Csir Fellow Datasheet Oct2018Documento834 páginasCsir Fellow Datasheet Oct2018rama singhAún no hay calificaciones
- National Train Enquiry System: 4 TrainsDocumento1 páginaNational Train Enquiry System: 4 Trainsrama singhAún no hay calificaciones
- 2Documento9 páginas2Tapas SwainAún no hay calificaciones
- OflDocumento2 páginasOflrama singhAún no hay calificaciones
- (Freestudy1.Blogspot - Com) ME 4.power Plant EngineeringDocumento7 páginas(Freestudy1.Blogspot - Com) ME 4.power Plant Engineeringrama singhAún no hay calificaciones
- Programming Lab 3 PDFDocumento1 páginaProgramming Lab 3 PDFrama singhAún no hay calificaciones
- Mechanical Engineers HandbookDocumento14 páginasMechanical Engineers Handbookrama singhAún no hay calificaciones
- Programming Lab 3Documento1 páginaProgramming Lab 3rama singhAún no hay calificaciones
- Lecture2 MetalcuttingDocumento40 páginasLecture2 MetalcuttingAkshayVaidyaAún no hay calificaciones
- Mechanical Engineers HandbookDocumento14 páginasMechanical Engineers Handbookrama singhAún no hay calificaciones
- Table Perio PDFDocumento1 páginaTable Perio PDFanoopAún no hay calificaciones
- ReadmeDocumento1 páginaReadmerama singhAún no hay calificaciones
- 9 - Phase DiagramsDocumento25 páginas9 - Phase Diagramswawawa1Aún no hay calificaciones
- Phase Change Substance Property Tables: in SI Units For ME 201 Section 001 Spring 2012Documento26 páginasPhase Change Substance Property Tables: in SI Units For ME 201 Section 001 Spring 2012Dugao Aya-osAún no hay calificaciones
- ME 1.fluid Mechanics PDFDocumento320 páginasME 1.fluid Mechanics PDFsoubhadra nagAún no hay calificaciones
- Mechanical-Engineering Gate2016.InfoDocumento3 páginasMechanical-Engineering Gate2016.InfoHenryAún no hay calificaciones
- Mech Engg-I PDFDocumento13 páginasMech Engg-I PDFpharji4uAún no hay calificaciones
- Implementation 1Documento6 páginasImplementation 1rama singhAún no hay calificaciones
- Mechanical-Engineering Gate2016.InfoDocumento3 páginasMechanical-Engineering Gate2016.InfoHenryAún no hay calificaciones
- Mechanical-Engineering Gate2016.InfoDocumento3 páginasMechanical-Engineering Gate2016.InfoHenryAún no hay calificaciones
- Cat Grey 2012Documento71 páginasCat Grey 2012Tiberiu BalasaAún no hay calificaciones
- Hydra-Cell Hydraulic Oil CoolersDocumento4 páginasHydra-Cell Hydraulic Oil CoolersFábio MathiasAún no hay calificaciones
- ICCT Public Comments On UK Domestic Maritime Decarbonisation ConsultationDocumento16 páginasICCT Public Comments On UK Domestic Maritime Decarbonisation ConsultationThe International Council on Clean TransportationAún no hay calificaciones
- Principles of Naval ArchitectureDocumento435 páginasPrinciples of Naval ArchitecturelimpamaAún no hay calificaciones
- State of The World's Cities Report 2008Documento280 páginasState of The World's Cities Report 2008United Nations Human Settlements Programme (UN-HABITAT)100% (4)
- Maritime Abreviations - Cristian RușDocumento157 páginasMaritime Abreviations - Cristian RușCristianRusAún no hay calificaciones
- Oisd 149 Draft IIIDocumento48 páginasOisd 149 Draft IIIAbhishek DasAún no hay calificaciones
- Installing Pit and Conduit InfrastructureDocumento37 páginasInstalling Pit and Conduit Infrastructureroberto_333Aún no hay calificaciones
- Transport FormDocumento1 páginaTransport Formkunal khandelwalAún no hay calificaciones
- Smart Drive Two Wheeler Insurance Policy: Certificate of Insurance Cum ScheduleDocumento2 páginasSmart Drive Two Wheeler Insurance Policy: Certificate of Insurance Cum ScheduleSHILADITYA DEYAún no hay calificaciones
- A Guide For Expanded Restaurant + Retail SpaceDocumento7 páginasA Guide For Expanded Restaurant + Retail SpaceWWMTAún no hay calificaciones
- Appficiency Reviews - GlassdoorDocumento10 páginasAppficiency Reviews - GlassdoorRaghava R SAún no hay calificaciones
- DF 661094Documento54 páginasDF 661094correcorrecorre123Aún no hay calificaciones
- Forklift Wheel Chain (Sheave) SizeDocumento2 páginasForklift Wheel Chain (Sheave) SizeTeddy NsAún no hay calificaciones
- TM 5-3895-369-24PDocumento512 páginasTM 5-3895-369-24PAdvocateAún no hay calificaciones
- K Standard Pinion GearDocumento1 páginaK Standard Pinion GearHarshal TikekarAún no hay calificaciones
- Manual de Partes Boxer 150 0Documento58 páginasManual de Partes Boxer 150 0Mae Taneza100% (1)
- VMR 6SPDocumento24 páginasVMR 6SPLeonard ReinaAún no hay calificaciones
- Accelerator Control 30014 PDFDocumento14 páginasAccelerator Control 30014 PDF2008profAún no hay calificaciones
- HeathrowDocumento5 páginasHeathrowBrian RayAún no hay calificaciones