También podría gustarte
- Fabricacion de CableDocumento12 páginasFabricacion de CableZazSolAún no hay calificaciones
- Medición de resistencias en laboratorioDocumento11 páginasMedición de resistencias en laboratorioF1252100% (1)
- Ejercisio BDocumento3 páginasEjercisio BJuan0% (1)
- Practica 1 Liquidos PenetrantesDocumento12 páginasPractica 1 Liquidos Penetrantesricardo palomera100% (1)
- LáserDocumento8 páginasLáserViridiana HiralesAún no hay calificaciones
- Proyecto ElectrotecniaDocumento15 páginasProyecto ElectrotecniaFrank GuerreroAún no hay calificaciones
- Soldadura TigDocumento21 páginasSoldadura TigJuan Esteban PosadaAún no hay calificaciones
- SOLDADURA CON HAZ DE ELECTRONES FinalDocumento28 páginasSOLDADURA CON HAZ DE ELECTRONES FinalRey David Castillo VegaAún no hay calificaciones
- FresadorasDocumento40 páginasFresadorascar_linAún no hay calificaciones
- Moldes 2Documento8 páginasMoldes 2Raul Córdova MermaAún no hay calificaciones
- Procesos de Soldadura AutogenaDocumento6 páginasProcesos de Soldadura AutogenaelkmaleonAún no hay calificaciones
- Alambres Electrodos GmawDocumento12 páginasAlambres Electrodos GmawJulian MarinAún no hay calificaciones
- 10 Ingenieria de MaterialesDocumento4 páginas10 Ingenieria de MaterialesAimee RoarAún no hay calificaciones
- Soldadura-25 preguntasDocumento2 páginasSoldadura-25 preguntasFernandoiAún no hay calificaciones
- 0 Manual de Evaluación de Uniones Soldadas Discontinuidades Defectos SoldaduraDocumento16 páginas0 Manual de Evaluación de Uniones Soldadas Discontinuidades Defectos SoldaduraAnonymous eqNch4QC9Aún no hay calificaciones
- Proceso de LaminadoDocumento15 páginasProceso de LaminadoUber Andres Mora100% (1)
- Reporte Practica 1Documento7 páginasReporte Practica 1Alberto Ivan Lopez ReyesAún no hay calificaciones
- Endurecimiento Por EnvejecimientoDocumento4 páginasEndurecimiento Por EnvejecimientoMatias GiorgettiAún no hay calificaciones
- Ensayo de JominyDocumento12 páginasEnsayo de JominyRicardo Chavez CordovaAún no hay calificaciones
- Soldadura Por Haz de ElectronesDocumento28 páginasSoldadura Por Haz de ElectronesEmmanuel Lopez CortesAún no hay calificaciones
- Crote Arco Aire RanuradoDocumento5 páginasCrote Arco Aire RanuradoresiselecAún no hay calificaciones
- DIODODocumento6 páginasDIODOChuchuy ChocochuyAún no hay calificaciones
- G-10 Operacion TronzadoDocumento38 páginasG-10 Operacion TronzadoMarisol Guaman rosas100% (1)
- Soldadura Por InduccionDocumento5 páginasSoldadura Por InduccionLeonardoAlomiaAún no hay calificaciones
- Laminación (Variable de Proceso) PDFDocumento20 páginasLaminación (Variable de Proceso) PDFFernando Iván MedinaAún no hay calificaciones
- Mecanizado No ConvencionalDocumento5 páginasMecanizado No ConvencionalJosé MiguelAún no hay calificaciones
- Diseno Electroiman PDFDocumento3 páginasDiseno Electroiman PDFCamilo Ortega ManjarresAún no hay calificaciones
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- ElectropulidoDocumento8 páginasElectropulidoavielmacAún no hay calificaciones
- Curso Soldar Arco PDFDocumento50 páginasCurso Soldar Arco PDFJaime FernandezAún no hay calificaciones
- Soldadura Del AluminioDocumento15 páginasSoldadura Del AluminioalejandroAún no hay calificaciones
- Curva de MagnetizaciónDocumento11 páginasCurva de MagnetizaciónAdelaidoAún no hay calificaciones
- Informe Lab SoldaduraDocumento11 páginasInforme Lab SoldaduraEstebanD.MelendezRagaAún no hay calificaciones
- Procesos de Manufactura en Metalurgía de PolvosDocumento18 páginasProcesos de Manufactura en Metalurgía de PolvosYaird MalakaraAún no hay calificaciones
- Exposicion Tratamientos Termicos en Los AcerosDocumento33 páginasExposicion Tratamientos Termicos en Los AcerosCristian Danilo Avila Abril100% (1)
- Cuaderno de Prácticas - Sap 2023-24Documento82 páginasCuaderno de Prácticas - Sap 2023-24hermestonto12Aún no hay calificaciones
- E986 - E15 Mediciones Básicas Con Cintas ExtensometricasDocumento14 páginasE986 - E15 Mediciones Básicas Con Cintas ExtensometricasCristian Andrés Pacó MoyaAún no hay calificaciones
- Fundamentos de Soldadura SmawDocumento15 páginasFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoAún no hay calificaciones
- 4.4 Corte Por PlasmaDocumento5 páginas4.4 Corte Por PlasmaSamuel RiverollAún no hay calificaciones
- Soldadura GMAW y GtawDocumento16 páginasSoldadura GMAW y GtawMarco AlbanAún no hay calificaciones
- Laboratorio de Fisica N 8Documento12 páginasLaboratorio de Fisica N 8Andres BermonAún no hay calificaciones
- Aceros para MatricesDocumento7 páginasAceros para MatricesLuis ArellanoAún no hay calificaciones
- 5.diagrama Hierro - CarbonoDocumento27 páginas5.diagrama Hierro - CarbonogforceAún no hay calificaciones
- Fabricación de CablesDocumento18 páginasFabricación de CablesJorge ValderfAún no hay calificaciones
- Procesos de SoldaduraDocumento29 páginasProcesos de SoldaduraJose Mariano GuarangaAún no hay calificaciones
- Efecto Skin en ConductoresDocumento4 páginasEfecto Skin en ConductoresJose Vicente Ruiz PeñaAún no hay calificaciones
- Pernos y SoldaduraDocumento18 páginasPernos y Soldaduraandrewww07100% (1)
- Taller de MetalurgiaDocumento10 páginasTaller de MetalurgiaWilmer Albeiro100% (1)
- Corrosión Por Celda Galvánica Microscópica de Electrodos SencillosDocumento29 páginasCorrosión Por Celda Galvánica Microscópica de Electrodos SencillosAlberto AlvercaAún no hay calificaciones
- Laboratorio 6Documento10 páginasLaboratorio 6Cristian ChoZegAún no hay calificaciones
- Informe 11 Soldadura 2 PDFDocumento7 páginasInforme 11 Soldadura 2 PDFAndrea GuzmanAún no hay calificaciones
- Soldadura por Resistencia: Procesos y AplicacionesDocumento58 páginasSoldadura por Resistencia: Procesos y AplicacionesjemmyjimenezAún no hay calificaciones
- Laboratorio 9 - HisteresisDocumento9 páginasLaboratorio 9 - HisteresisJA JBAún no hay calificaciones
- Fabricación de Cables de CobreDocumento2 páginasFabricación de Cables de CobreEduardo RomeroAún no hay calificaciones
- Transmision Por Cables-1Documento22 páginasTransmision Por Cables-1dfanny2Aún no hay calificaciones
- Transmision Por Cables-1Documento22 páginasTransmision Por Cables-1Jenni Raso100% (2)
- Cable de AceroDocumento16 páginasCable de AceroJohaa KheiirAún no hay calificaciones
- Guías y cables de acero: Propiedades y aplicacionesDocumento14 páginasGuías y cables de acero: Propiedades y aplicacionesYeiner LondoñoAún no hay calificaciones
- Elementos FlexiblesDocumento13 páginasElementos FlexiblesFernando VasquezAún no hay calificaciones
- Metodos para Tensar Completamente Los Tornillos de Alta ResistenciaDocumento2 páginasMetodos para Tensar Completamente Los Tornillos de Alta ResistenciaHiillary Greciia CaroAún no hay calificaciones
- Liderazgo InvestigacionDocumento9 páginasLiderazgo InvestigacionHiillary Greciia CaroAún no hay calificaciones
- CONEXIONES ATORNILLADAS DiaposDocumento37 páginasCONEXIONES ATORNILLADAS DiaposHiillary Greciia Caro100% (1)
- Comparacion de Cementos ExpoDocumento4 páginasComparacion de Cementos ExpoHiillary Greciia CaroAún no hay calificaciones
- Ley de Ampere explicadaDocumento6 páginasLey de Ampere explicadaHiillary Greciia CaroAún no hay calificaciones
- Mi Fundamento Administrar El DineroDocumento9 páginasMi Fundamento Administrar El DineroHiillary Greciia CaroAún no hay calificaciones
- Historia Del ConcretoDocumento12 páginasHistoria Del ConcretoAlexander Mancilla HuaytaAún no hay calificaciones
- Encofrado metálico para muros: proceso de montajeDocumento11 páginasEncofrado metálico para muros: proceso de montajeHiillary Greciia CaroAún no hay calificaciones
- Causas Del Efecto InvernaderoDocumento5 páginasCausas Del Efecto InvernaderoHiillary Greciia CaroAún no hay calificaciones
- DISEÑO Con Cuarto DiseñoDocumento6 páginasDISEÑO Con Cuarto DiseñoHiillary Greciia CaroAún no hay calificaciones
- Compresion UniaxialDocumento11 páginasCompresion UniaxialPaulo CondoriAún no hay calificaciones
- Modelo de Papel y CintaDocumento11 páginasModelo de Papel y CintaHiillary Greciia CaroAún no hay calificaciones
- Introducción al concreto: componentes y tiposDocumento59 páginasIntroducción al concreto: componentes y tiposHiillary Greciia CaroAún no hay calificaciones
- Trabajo de Tecno ConcretoDocumento8 páginasTrabajo de Tecno ConcretoHiillary Greciia CaroAún no hay calificaciones
- Analisis Granulometrico CamanaDocumento2 páginasAnalisis Granulometrico CamanaHiillary Greciia CaroAún no hay calificaciones
- AGREGADOSDocumento49 páginasAGREGADOSyunettAún no hay calificaciones
- Universidad Nacional de San Agustin Hidraulica ExpoDocumento30 páginasUniversidad Nacional de San Agustin Hidraulica ExpoHiillary Greciia CaroAún no hay calificaciones
- Peso EspecificoDocumento5 páginasPeso EspecificoHiillary Greciia CaroAún no hay calificaciones
- Análisis de fallas por rigidez y resistencia en cuerdas con diferentes materialesDocumento4 páginasAnálisis de fallas por rigidez y resistencia en cuerdas con diferentes materialesHiillary Greciia CaroAún no hay calificaciones
- Steffens enDocumento10 páginasSteffens enHiillary Greciia CaroAún no hay calificaciones
- Distribucion de EquiposDocumento9 páginasDistribucion de EquiposWilmar Osma DuarteAún no hay calificaciones
- Proyecto PresforzadoDocumento34 páginasProyecto PresforzadoBrayan Rodriguez AlmendrasAún no hay calificaciones
- Puente H motorreductor 228Documento5 páginasPuente H motorreductor 228Juny SilvaAún no hay calificaciones
- TOR Instrucciones PDFDocumento54 páginasTOR Instrucciones PDFmanetoriAún no hay calificaciones
- LeyREV Mayo2017 ASIQUIM PDFDocumento44 páginasLeyREV Mayo2017 ASIQUIM PDFZamora Tidrawolf CristopherAún no hay calificaciones
- Actividad 4 - TallerDocumento3 páginasActividad 4 - TallerEstiven Luna44% (9)
- Almacen JosCeloct20-2Documento32 páginasAlmacen JosCeloct20-2samiralilianavillcaAún no hay calificaciones
- TITANIODocumento25 páginasTITANIOJaime Jose Batista100% (1)
- Entrevista al Regidor sobre el transporte públicoDocumento20 páginasEntrevista al Regidor sobre el transporte públicoDaniel SalinasAún no hay calificaciones
- Investigación SupercapacitoresDocumento6 páginasInvestigación SupercapacitoresChris MolinaAún no hay calificaciones
- Empresa WARI URPI preserva cultura textil WariDocumento5 páginasEmpresa WARI URPI preserva cultura textil WariDeybis Steev Aguilar ChavarriaAún no hay calificaciones
- 5 Encofrado para TechoDocumento3 páginas5 Encofrado para TechoFili ChafloqueAún no hay calificaciones
- Tanques AbulonadosDocumento6 páginasTanques AbulonadosfurtanAún no hay calificaciones
- Quiz - Actividad de PresaberesDocumento5 páginasQuiz - Actividad de PresaberesrocioAún no hay calificaciones
- Proyecto Modelo Cancha2Documento26 páginasProyecto Modelo Cancha2Kelvin Kamel100% (1)
- Procedimiento de Logueo Geotecnico PDFDocumento16 páginasProcedimiento de Logueo Geotecnico PDFIsabel ChoqueAún no hay calificaciones
- Borda CJDocumento122 páginasBorda CJAlvarin Csboy100% (1)
- Informe de PuentesDocumento16 páginasInforme de PuentessheylaAún no hay calificaciones
- Metodologia Centro ComercialDocumento15 páginasMetodologia Centro ComercialIvan De Jesus JuarezAún no hay calificaciones
- INFORME DsddsDocumento20 páginasINFORME DsddsiberthAún no hay calificaciones
- Memoria de Calculo Estructural Edificio 2 Niveles PDFDocumento36 páginasMemoria de Calculo Estructural Edificio 2 Niveles PDFGustavo Buenrostro RuizAún no hay calificaciones
- Folleto - Un Pipeteo Mejor - Eppendorf Xplorer y Eppendorf Xplorer Plus - Las Pipetas ElectrónicasDocumento12 páginasFolleto - Un Pipeteo Mejor - Eppendorf Xplorer y Eppendorf Xplorer Plus - Las Pipetas ElectrónicasXuarami EstradaAún no hay calificaciones
- Albañilería semana 03Documento11 páginasAlbañilería semana 03lemin219077Aún no hay calificaciones
- 01 - Sensores e Identificación de Un Sistema Mecatrónico (2017.2)Documento21 páginas01 - Sensores e Identificación de Un Sistema Mecatrónico (2017.2)Cristian Silver CbsAún no hay calificaciones
- El Tesoro de Monedas Arabes de Carmona yDocumento26 páginasEl Tesoro de Monedas Arabes de Carmona yIsabel GomezAún no hay calificaciones
- NORMATIVADGIF00 Ferrocarriles PDFDocumento17 páginasNORMATIVADGIF00 Ferrocarriles PDFacalancAún no hay calificaciones
- Covenin 3511-99-Equipos de Izamiento-Gruas TorresDocumento38 páginasCovenin 3511-99-Equipos de Izamiento-Gruas Torresromanvictor200050% (2)
- Tabla Rendimientos 2Documento213 páginasTabla Rendimientos 2Natt BatistaAún no hay calificaciones
- FICHATECMXL - Hidraulico MH 300Documento1 páginaFICHATECMXL - Hidraulico MH 300Angel Negrete Bones100% (1)
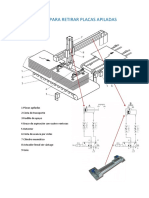
- Equipo para Retirar Placas ApiladasDocumento2 páginasEquipo para Retirar Placas ApiladasJose Bryan Miranda0% (1)