También podría gustarte
- Mechanical SealsDocumento9 páginasMechanical SealsAbubakar Siddiq100% (1)
- The Dual Seal ArrangementDocumento17 páginasThe Dual Seal Arrangementnyuvaraj1981Aún no hay calificaciones
- Construction Maintenance Department: Mechanical Technician Qualification ModuleDocumento109 páginasConstruction Maintenance Department: Mechanical Technician Qualification ModuleAndinata Sitepu100% (1)
- 4.10 Shaft SealingDocumento11 páginas4.10 Shaft SealingSandi AslanAún no hay calificaciones
- Dry Gas Seal For CompressorsDocumento15 páginasDry Gas Seal For CompressorsHoney Tiwari100% (2)
- Coupling - John Crane PDFDocumento133 páginasCoupling - John Crane PDFsurawutwijarn100% (1)
- How To Determine Primary Cause of Mechanical Seal FailureDocumento2 páginasHow To Determine Primary Cause of Mechanical Seal Failurerizki akhadiAún no hay calificaciones
- Flowserve Pump Gas SealsDocumento37 páginasFlowserve Pump Gas Sealsmujeebmehar50% (2)
- S 28AT XP EXP EngDocumento6 páginasS 28AT XP EXP EngpramodtryAún no hay calificaciones
- Root Cause On Seal Failure RefineryDocumento8 páginasRoot Cause On Seal Failure RefineryVaibhav SinghAún no hay calificaciones
- Dry Gas Seal ElliotDocumento2 páginasDry Gas Seal ElliotFATHYAún no hay calificaciones
- Mechanical Seal Installation InstructionDocumento4 páginasMechanical Seal Installation InstructionSandi AslanAún no hay calificaciones
- Mechanical Seals (Compatibility Mode)Documento81 páginasMechanical Seals (Compatibility Mode)mechanikyAún no hay calificaciones
- Mechanical SealsDocumento2 páginasMechanical Sealscuraaj100% (1)
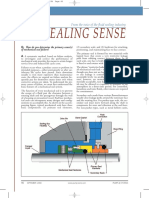
- Sealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?Documento3 páginasSealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?madairkifAún no hay calificaciones
- Mechanical Seal ReplacementDocumento21 páginasMechanical Seal ReplacementshahjahanhashimaliAún no hay calificaciones
- Centrifugal Pumps and SealDocumento32 páginasCentrifugal Pumps and SealAnatoli KarpobAún no hay calificaciones
- 13 Ways To Kill A Mechanical Seal FINALDocumento16 páginas13 Ways To Kill A Mechanical Seal FINALRanjit Koshy AlexanderAún no hay calificaciones
- DGS NewDocumento20 páginasDGS NewKanishk KothariAún no hay calificaciones
- Mechanical Seal Principles Manual - Chapter 1Documento28 páginasMechanical Seal Principles Manual - Chapter 1avciayAún no hay calificaciones
- Compressors - Written ReportDocumento17 páginasCompressors - Written ReportJenina Rosa P. LlanesAún no hay calificaciones
- 5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Documento5 páginas5 Day Combined Mechanical Seals Dry Gas Seals Course 2013Siddiqui Abdul KhaliqAún no hay calificaciones
- Handbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235Documento4 páginasHandbook of Reliability Prediction Procedures For Mechanical Equipment 15 May 2011 PP 235kalam2k2Aún no hay calificaciones
- 002 - Reciprocating CompressorDocumento16 páginas002 - Reciprocating CompressorMuhammad TariqAún no hay calificaciones
- Mech Seals Selection Guide 2Documento6 páginasMech Seals Selection Guide 2taghdirimAún no hay calificaciones
- API Plan 32 Flush Systems. Avoiding Seal FailuresDocumento1 páginaAPI Plan 32 Flush Systems. Avoiding Seal Failuresdk4monjureAún no hay calificaciones
- KS3-Steam Turbine Over Speed Trip SystemsDocumento8 páginasKS3-Steam Turbine Over Speed Trip SystemsArul Kumaran Kothandapani100% (1)
- Understanding Mechanical SealsDocumento42 páginasUnderstanding Mechanical SealsMUHAMMAD SOHAIB UR REHMANAún no hay calificaciones
- DGS SealDocumento87 páginasDGS SealAhtsham Ahmad50% (2)
- Compressor Choke: by TMI Staff & Contributors On August 27, 2019Documento5 páginasCompressor Choke: by TMI Staff & Contributors On August 27, 2019Tusar KoleAún no hay calificaciones
- DGS - 2. JCDocumento15 páginasDGS - 2. JCfjafarvand100% (1)
- Why Mech Seal FailDocumento5 páginasWhy Mech Seal FailMunam AhmedAún no hay calificaciones
- What Determines Seal Leakage?Documento3 páginasWhat Determines Seal Leakage?Pradeep MotaparthyAún no hay calificaciones
- Technical Presentation - Mechanical SealsDocumento54 páginasTechnical Presentation - Mechanical SealsAlen Koo100% (2)
- Mechanical SealDocumento15 páginasMechanical SealTinu Paul Jepin100% (2)
- Mechanical Seals ModuleDocumento93 páginasMechanical Seals ModuleAnthony MayAún no hay calificaciones
- Session-6 - Mechanical SealsDocumento83 páginasSession-6 - Mechanical SealsPankaj SharmaAún no hay calificaciones
- Surge ProtectedDocumento42 páginasSurge ProtectedRaul Roque Yujra100% (2)
- Reciprocating CompressorsDocumento4 páginasReciprocating CompressorsRoyalAryans100% (1)
- Dry - Gas - Seal - Blowdown PDFDocumento5 páginasDry - Gas - Seal - Blowdown PDFchemsac2Aún no hay calificaciones
- TF Seal SelectionDocumento42 páginasTF Seal SelectionPete PompesAún no hay calificaciones
- Rolon Dry Gas SealsDocumento39 páginasRolon Dry Gas Sealsnarayan rajuAún no hay calificaciones
- Mechanical Seals According To StandardsDocumento6 páginasMechanical Seals According To StandardsSunit MishraAún no hay calificaciones
- 3-Day Gen Open 112003 1a (Compatibility Mode)Documento84 páginas3-Day Gen Open 112003 1a (Compatibility Mode)api-3703348100% (1)
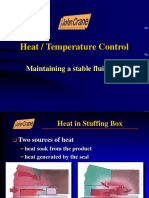
- Heat / Temperature Control: Maintaining A Stable Fluid FilmDocumento94 páginasHeat / Temperature Control: Maintaining A Stable Fluid FilmBradley Nelson100% (1)
- Section 03 - Compressor Basics PDFDocumento17 páginasSection 03 - Compressor Basics PDFmohamedAún no hay calificaciones
- Rotating EquipmentDocumento51 páginasRotating EquipmentsaravananAún no hay calificaciones
- DgsDocumento18 páginasDgssayed100% (1)
- Mechanical Seal Support Systems ASME ANSI APIDocumento18 páginasMechanical Seal Support Systems ASME ANSI APIYang Gul LeeAún no hay calificaciones
- Api 23Documento3 páginasApi 23sapu11jagat5855Aún no hay calificaciones
- EagleBurgmann DGSDocumento8 páginasEagleBurgmann DGSdfAún no hay calificaciones
- Dry Gas Seal - SIEMENSDocumento107 páginasDry Gas Seal - SIEMENSreguii100% (3)
- Mech - Seal HPCLDocumento88 páginasMech - Seal HPCLAnjani GantiAún no hay calificaciones
- Eh Sealpot WPDocumento10 páginasEh Sealpot WPAditya BulusuAún no hay calificaciones
- Process Engineering Seal That PumpDocumento6 páginasProcess Engineering Seal That PumpArturo Valles TerrazasAún no hay calificaciones
- End Face Mechanical Seal: Navigation SearchDocumento16 páginasEnd Face Mechanical Seal: Navigation SearchCarlito PantalunanAún no hay calificaciones
- Mechanical Seals DescriptionDocumento11 páginasMechanical Seals DescriptionMunam AhmedAún no hay calificaciones
- SUBJECT: A Quick Reference Guide For Mechanical Seal Failure 4-11Documento5 páginasSUBJECT: A Quick Reference Guide For Mechanical Seal Failure 4-11Liz Lynn LimAún no hay calificaciones
- Mechanical Seal Failure ModesDocumento9 páginasMechanical Seal Failure Modespmdongre100% (2)
- Mechanical Seal Failure ModesDocumento9 páginasMechanical Seal Failure ModesMostafa MahmoudAún no hay calificaciones
- Lubrication Systems For Turbomachinery by Fredrick B. WilcoxDocumento4 páginasLubrication Systems For Turbomachinery by Fredrick B. Wilcoxkamal arabAún no hay calificaciones
- A Comprehensive Guide To Oil Sight GlassesDocumento10 páginasA Comprehensive Guide To Oil Sight Glasseskamal arabAún no hay calificaciones
- 卧式离心泵说明书英文(大连双龙)Documento16 páginas卧式离心泵说明书英文(大连双龙)kamal arabAún no hay calificaciones
- 一级反渗透高压泵安装维修保养手册(英文)Documento63 páginas一级反渗透高压泵安装维修保养手册(英文)kamal arabAún no hay calificaciones
- Biral NBDocumento48 páginasBiral NBkamal arabAún no hay calificaciones
- LP(T)型立式排水泵Documento18 páginasLP(T)型立式排水泵kamal arabAún no hay calificaciones
- Cepstrum Analysis and Gearbox Fault Diagnosis - Bruel and Kaer PDFDocumento21 páginasCepstrum Analysis and Gearbox Fault Diagnosis - Bruel and Kaer PDFbackvlackoAún no hay calificaciones
- GL XX Mobilgrease SpecialDocumento2 páginasGL XX Mobilgrease SpecialTiago PaivaAún no hay calificaciones
- MSDS 650920Documento10 páginasMSDS 650920Rafay SaeedAún no hay calificaciones
- Hydraulic Cylinders and Lifting Products EN-AUDocumento58 páginasHydraulic Cylinders and Lifting Products EN-AUkamal arabAún no hay calificaciones
- GL XX Mobilgrease XHP 460 SeriesDocumento3 páginasGL XX Mobilgrease XHP 460 Serieskamal arabAún no hay calificaciones
- Vibration Analysis Dictionary: AccelerationDocumento36 páginasVibration Analysis Dictionary: Accelerationkamal arabAún no hay calificaciones
- Mechanical Seals - Mechanical Seals For Pumps - Elastomer Bellows SealsDocumento7 páginasMechanical Seals - Mechanical Seals For Pumps - Elastomer Bellows SealsChrist Rodney MAKANAAún no hay calificaciones
- Vertical Turbine PumpDocumento24 páginasVertical Turbine Pumpkamal arabAún no hay calificaciones
- Rev.5 SonicViewDocumento100 páginasRev.5 SonicViewLincoln Luiz CorrêaAún no hay calificaciones
- Hilbert Transform TharaneDocumento40 páginasHilbert Transform TharanemaxAún no hay calificaciones
- Rotordynamics 92 PDFDocumento44 páginasRotordynamics 92 PDFkamal arabAún no hay calificaciones
- E 25120 enDocumento36 páginasE 25120 enkamal arabAún no hay calificaciones
- KVT High Pressure Large Bore Valves PDFDocumento16 páginasKVT High Pressure Large Bore Valves PDFkamal arabAún no hay calificaciones
- 02.T Throttle Type Globe Valve Bonnetless: FeaturesDocumento1 página02.T Throttle Type Globe Valve Bonnetless: Featureskamal arabAún no hay calificaciones
- Guide To Electric Motor Bearing LubricationDocumento7 páginasGuide To Electric Motor Bearing LubricationUber_Konstruktor100% (2)
- Lubrication of Rolling Bearings Tips and Advice PDFDocumento44 páginasLubrication of Rolling Bearings Tips and Advice PDFrfriosEPAún no hay calificaciones
- Grease-Lubricated Electric Motors - A New PerspectiveDocumento9 páginasGrease-Lubricated Electric Motors - A New Perspectivekamal arabAún no hay calificaciones
- Ersatzteilliste Typ 41-23 Spare Parts List Type 41-23 Pièces de Rechange Type 41-23 Lista Dei Pezzi Di Ricambio Tipo 41-23 Lista de Repuestos Tipo 41-23Documento3 páginasErsatzteilliste Typ 41-23 Spare Parts List Type 41-23 Pièces de Rechange Type 41-23 Lista Dei Pezzi Di Ricambio Tipo 41-23 Lista de Repuestos Tipo 41-23kamal arabAún no hay calificaciones
- Valve AccessoriesDocumento2 páginasValve Accessorieskamal arabAún no hay calificaciones
- Shaft Alignment PracticeDocumento2 páginasShaft Alignment Practicekamal arabAún no hay calificaciones
- Gasket TypesDocumento1 páginaGasket Typeskamal arabAún no hay calificaciones
- Calculating Grease QuantityDocumento2 páginasCalculating Grease Quantitykamal arabAún no hay calificaciones
- Centrifugal Pumps RFQDocumento2 páginasCentrifugal Pumps RFQkamal arabAún no hay calificaciones
- Basic Bearing Designation SystemDocumento2 páginasBasic Bearing Designation Systemkamal arabAún no hay calificaciones
- Cordless Rotary Tool Owner's Manual Models 750, 754 & 770Documento68 páginasCordless Rotary Tool Owner's Manual Models 750, 754 & 770roberton1Aún no hay calificaciones
- Guilin Hualun Diamond Tools Co LTDDocumento44 páginasGuilin Hualun Diamond Tools Co LTDFranklin Suarez GomezAún no hay calificaciones
- Manufacturing Tech Lect Notes With Sample QuesDocumento122 páginasManufacturing Tech Lect Notes With Sample QuesGhodke ParmeshwarAún no hay calificaciones
- DremelDocumento64 páginasDremelMalcolm KeevyAún no hay calificaciones
- SP-2154 - Ver 1Documento22 páginasSP-2154 - Ver 1Iswarya BadriAún no hay calificaciones
- SH70 and GC81 PowerCarbide® - Detailed PresentationDocumento17 páginasSH70 and GC81 PowerCarbide® - Detailed PresentationJiewei HoAún no hay calificaciones
- FMC PDFDocumento20 páginasFMC PDFAnggi SujiwoAún no hay calificaciones
- 15 Cutting Tool Materials of Common UseDocumento9 páginas15 Cutting Tool Materials of Common UsePRASAD326100% (4)
- DTH Brochure EnglishDocumento96 páginasDTH Brochure EnglishGonzalo DiegoAún no hay calificaciones
- Cutter GuideDocumento1 páginaCutter GuideCarlos RamirezAún no hay calificaciones
- Manufacturing Process of Tungsten Carbide Blanks-2013Documento2 páginasManufacturing Process of Tungsten Carbide Blanks-2013Cristina Garcia RamosAún no hay calificaciones
- Chapter 7 - MachiningDocumento96 páginasChapter 7 - MachiningTejkumarigurungAún no hay calificaciones
- Hardness Vs RuptureDocumento9 páginasHardness Vs RuptureVignesh VenkatesanAún no hay calificaciones
- Mexico CatalogueDocumento16 páginasMexico CatalogueAnilAún no hay calificaciones
- RX Rotary Union (2 - 3 - ) Dual Flow BrochureDocumento2 páginasRX Rotary Union (2 - 3 - ) Dual Flow BrochureFelySaezAún no hay calificaciones
- Superchoke Superchoke ConsoleDocumento2 páginasSuperchoke Superchoke Consolealdino020203Aún no hay calificaciones
- Arcoplate Brochure 2017Documento16 páginasArcoplate Brochure 2017houseAún no hay calificaciones
- Dynamics of Smart StructureDocumento412 páginasDynamics of Smart StructureTran Tuan Kiet100% (4)
- Liquee Product BrochureDocumento29 páginasLiquee Product BrochureMarketing- LiqueesealsAún no hay calificaciones
- Erocarb ToolingDocumento11 páginasErocarb ToolingDharmesh ParikhAún no hay calificaciones
- SB Tooling Solution AHSSDocumento21 páginasSB Tooling Solution AHSSHugo RodriguezAún no hay calificaciones
- Technology Focus: Three Keys To Specifying Long Life Servo ValvesDocumento2 páginasTechnology Focus: Three Keys To Specifying Long Life Servo ValvesIdehen KelvinAún no hay calificaciones
- Flyer TripleCoatingsDocumento12 páginasFlyer TripleCoatingshirafarooq2000Aún no hay calificaciones
- S0960-9822 (16) 31324-0 General Basis For Ballistic Material, Construction and Product TestingDocumento29 páginasS0960-9822 (16) 31324-0 General Basis For Ballistic Material, Construction and Product Testingranger9013Aún no hay calificaciones
- Nickel and Iron Aluminides An Overview On Properties, Processing, and ApplicationDocumento19 páginasNickel and Iron Aluminides An Overview On Properties, Processing, and ApplicationjoviAún no hay calificaciones
- Flygt-C-3001-L ManualDocumento18 páginasFlygt-C-3001-L ManualClaudia Quesada RuizAún no hay calificaciones
- Trelleborg Applied Technologies Syntac 450Documento2 páginasTrelleborg Applied Technologies Syntac 450mhrdd222Aún no hay calificaciones
- Ficha-Tecnica Bomba Sumergible 02-21 Tsurumi-Hs3.75sDocumento2 páginasFicha-Tecnica Bomba Sumergible 02-21 Tsurumi-Hs3.75sSHARON CANO ORTEGAAún no hay calificaciones
- Study of PDC Cutter DurabilityDocumento17 páginasStudy of PDC Cutter Durabilitysuresh_501Aún no hay calificaciones