También podría gustarte
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y Punzonadogeegt0% (1)
- Proyecto PDF MANUFACTURA Porta Punzon PDFDocumento39 páginasProyecto PDF MANUFACTURA Porta Punzon PDFLuis Vi llamar malvaez100% (3)
- Cómo optimizar el corte y punzonado de chapasDocumento79 páginasCómo optimizar el corte y punzonado de chapasLibertad Zereceda0% (1)
- Punzonado y TroqueladoDocumento4 páginasPunzonado y TroqueladoJoseAdrianPulidoFernandezAún no hay calificaciones
- Tecnicas de Corte y PunzonadoDocumento79 páginasTecnicas de Corte y PunzonadoTavo Sanchez Cruz100% (4)
- Taea 2Documento8 páginasTaea 2robertoAún no hay calificaciones
- Cálculos técnicos para troqueladoDocumento33 páginasCálculos técnicos para troqueladoSebastiánSalas0% (2)
- Diseño de MatricesDocumento36 páginasDiseño de MatricesYou Calderon100% (1)
- Calculos y Condiciones Requeridos para El Diseño de Un TroquelDocumento7 páginasCalculos y Condiciones Requeridos para El Diseño de Un TroquelVazz MAún no hay calificaciones
- Estampado de Chapa en FríoDocumento22 páginasEstampado de Chapa en Fríolucas100% (2)
- Diseño de matriz progresiva para cubierta de empujeDocumento35 páginasDiseño de matriz progresiva para cubierta de empujeJavier RiveraAún no hay calificaciones
- Teoria Sobre ChapaDocumento20 páginasTeoria Sobre ChapacosmeAún no hay calificaciones
- Ud 7Documento45 páginasUd 7joseAún no hay calificaciones
- Conformado de Chapas PDFDocumento10 páginasConformado de Chapas PDFjheison martinezAún no hay calificaciones
- Tipos de troqueles según su estructuraDocumento12 páginasTipos de troqueles según su estructuraCapavi CapabaAún no hay calificaciones
- Practica 12 TroqueladoDocumento6 páginasPractica 12 TroqueladoJose Antonio RamirezAún no hay calificaciones
- Resume NDocumento8 páginasResume NrobertoAún no hay calificaciones
- Prensas y BalancinesDocumento15 páginasPrensas y BalancinesLucas QuairoliAún no hay calificaciones
- Apuntes de Procesado de Chapa 2Documento19 páginasApuntes de Procesado de Chapa 2Pedro Soria MartinezAún no hay calificaciones
- Ensayo de CizalleDocumento18 páginasEnsayo de Cizallesof.aularpAún no hay calificaciones
- El Punzonado Lopez NavarroDocumento29 páginasEl Punzonado Lopez NavarrogadaywenAún no hay calificaciones
- Tema 1 Página 1 Al 4Documento31 páginasTema 1 Página 1 Al 4Alejandro Manuel Salinas RomerogarciaAún no hay calificaciones
- Exercicis de TallDocumento11 páginasExercicis de TallTrebla92100% (1)
- Desarrollo Guia de RoscadoDocumento16 páginasDesarrollo Guia de Roscadozuly olaya100% (1)
- Roscas de TornillosDocumento18 páginasRoscas de TornillosAlberto aranaAún no hay calificaciones
- Troquelado: guía paso a pasoDocumento3 páginasTroquelado: guía paso a pasoEugge FerreyraAún no hay calificaciones
- Matriz de Corte-CalculosDocumento50 páginasMatriz de Corte-Calculosmecanica2000Aún no hay calificaciones
- PunzonadoDocumento6 páginasPunzonadoOhm DlfAún no hay calificaciones
- Punzonado: Proceso y Defectos enDocumento12 páginasPunzonado: Proceso y Defectos enFernando IguiniAún no hay calificaciones
- 17 - Asignación 9 - Presentación Juntas Mecanicas No Permanentes - CRV - 2 Semestre 2020Documento25 páginas17 - Asignación 9 - Presentación Juntas Mecanicas No Permanentes - CRV - 2 Semestre 2020RolexAún no hay calificaciones
- Placa Porta PunzónDocumento5 páginasPlaca Porta PunzónWinson Marza Vera100% (1)
- Clase 3 MatriceriaDocumento18 páginasClase 3 MatriceriaDavy JonesAún no hay calificaciones
- Elementos RoscadosDocumento33 páginasElementos RoscadosFatima BornesAún no hay calificaciones
- INSTRUCCIONES PARA LLENAR EXAMEN DE MATRICERIADocumento13 páginasINSTRUCCIONES PARA LLENAR EXAMEN DE MATRICERIACarlos Fredy Echeverría100% (4)
- Tipos de RoscasDocumento33 páginasTipos de RoscasJose ChuyesAún no hay calificaciones
- Unidad 6 y 7Documento34 páginasUnidad 6 y 7Selina100% (1)
- Operaciones de corte y punzonado de metalesDocumento3 páginasOperaciones de corte y punzonado de metalesJulián VSAún no hay calificaciones
- Teoría Del PunzonadoDocumento16 páginasTeoría Del PunzonadojavierpapiricoAún no hay calificaciones
- Plegado AsdaDocumento20 páginasPlegado Asdafergreta.94Aún no hay calificaciones
- Placa Base Superior y Placa Base InferiorDocumento13 páginasPlaca Base Superior y Placa Base InferiorMario Gabriel OrtizAún no hay calificaciones
- UT #14 - Punzonado y DGDDocumento8 páginasUT #14 - Punzonado y DGDfedeAún no hay calificaciones
- Maquina TroqueladoraDocumento44 páginasMaquina Troqueladoradan199367% (3)
- REMACHADODocumento38 páginasREMACHADOLhiz SCAún no hay calificaciones
- Corte Ortogonal PDFDocumento53 páginasCorte Ortogonal PDFhaxfidAún no hay calificaciones
- Conformado Plastico de Metales PDFDocumento21 páginasConformado Plastico de Metales PDFspc_2278942Aún no hay calificaciones
- Diseño de Una Matriz de CorteDocumento10 páginasDiseño de Una Matriz de CorteRaul AriasAún no hay calificaciones
- Punzonado de chapasDocumento13 páginasPunzonado de chapasJhon Rider Mendoza GonzalesAún no hay calificaciones
- PI Unidad 3Documento29 páginasPI Unidad 3in.fusioncoffeeandteaAún no hay calificaciones
- Roscas: Características y clasificaciónDocumento25 páginasRoscas: Características y clasificaciónPaulo Cesar Cabrera Taza100% (1)
- Sistemas de Roscas y PernosDocumento12 páginasSistemas de Roscas y PernosSandra Raico VasquezAún no hay calificaciones
- Tipos de RoscasDocumento33 páginasTipos de RoscasJose Chuyes Bustamante100% (1)
- 16Documento6 páginas16Jhovany Yapita ChavezAún no hay calificaciones
- Plegado de Chapa Con Un Punzón y Una MatrizDocumento10 páginasPlegado de Chapa Con Un Punzón y Una MatrizOscar CruzAún no hay calificaciones
- TroqueladoDocumento15 páginasTroqueladohomar3643Aún no hay calificaciones
- Mecánica 06Documento40 páginasMecánica 06Derlis Romero100% (2)
- Matriceria ExDocumento16 páginasMatriceria ExAlex gyamanAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Solución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DDe EverandSolución de problemas de impresión en 3D: La guía completa para arreglar todos los problemas de la impresión en 3DAún no hay calificaciones
- Comunicación Oral y Escrita Segundo PDocumento24 páginasComunicación Oral y Escrita Segundo PCristopher Jimenez JaramilloAún no hay calificaciones
- Comunicación Oral y Escrita Segundo PDocumento24 páginasComunicación Oral y Escrita Segundo PCristopher Jimenez JaramilloAún no hay calificaciones
- Quimica Teoria Espe 1 y 2Documento91 páginasQuimica Teoria Espe 1 y 2Cristopher Jimenez JaramilloAún no hay calificaciones
- Instalación Revit PDFDocumento8 páginasInstalación Revit PDFCristopher Jimenez JaramilloAún no hay calificaciones
- Espe Cpos 2020 1255 M PDFDocumento2 páginasEspe Cpos 2020 1255 M PDFCristopher Jimenez JaramilloAún no hay calificaciones
- Tema 3 Sistemas de Coordenadas LinealesDocumento21 páginasTema 3 Sistemas de Coordenadas LinealesCristopher Jimenez JaramilloAún no hay calificaciones
- Clase DosDocumento65 páginasClase DosCristopher Jimenez JaramilloAún no hay calificaciones
- Formato de Preguntas Iso 9001 2015 PDFDocumento4 páginasFormato de Preguntas Iso 9001 2015 PDFCristopher Jimenez JaramilloAún no hay calificaciones
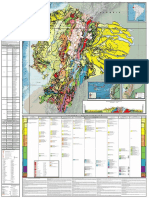
- 1.1. - Mapa Geológico de La República Del Ecuador - 2017Documento1 página1.1. - Mapa Geológico de La República Del Ecuador - 2017Zhunio BenavidesAún no hay calificaciones
- TErmo Grafia Parte I PDFDocumento45 páginasTErmo Grafia Parte I PDFAnonymous V6y1QL6hnAún no hay calificaciones
- Ingreso Al Campus Virtual - ISBD PDFDocumento3 páginasIngreso Al Campus Virtual - ISBD PDFCristopher Jimenez JaramilloAún no hay calificaciones
- FORO 2 Diferencias Entre Norma ISO 14001 2004 Y 14001 2015 PDFDocumento2 páginasFORO 2 Diferencias Entre Norma ISO 14001 2004 Y 14001 2015 PDFCristopher Jimenez JaramilloAún no hay calificaciones
- Hormigones Reciclados: Evaluacion Mediante Metodos VibracionalesDocumento8 páginasHormigones Reciclados: Evaluacion Mediante Metodos VibracionalesCristopher Jimenez JaramilloAún no hay calificaciones
- Articulo3-Revista Gaceta TecnicaDocumento23 páginasArticulo3-Revista Gaceta TecnicacteranscribdAún no hay calificaciones
- Dialnet EstrategiaYDesarrolloDeUnaGuiaDeImplantacionDeLaNo 655245 2Documento88 páginasDialnet EstrategiaYDesarrolloDeUnaGuiaDeImplantacionDeLaNo 655245 2Roxana SalazarAún no hay calificaciones
- 2° BguDocumento1 página2° BguCristopher Jimenez JaramilloAún no hay calificaciones
- Correo - Cristopher Jimenez - Outlook PDFDocumento1 páginaCorreo - Cristopher Jimenez - Outlook PDFCristopher Jimenez JaramilloAún no hay calificaciones
- Cambios de La Norma Iso 14001 - 2004 y La Norma Iso 14001 - 2015Documento2 páginasCambios de La Norma Iso 14001 - 2004 y La Norma Iso 14001 - 2015Cristopher Jimenez JaramilloAún no hay calificaciones
- DesignDocumento39 páginasDesignEmmanuel Restrepo MarinAún no hay calificaciones
- 1 PB PDFDocumento4 páginas1 PB PDFpapirologíaAún no hay calificaciones
- ENCOFRADOSDocumento10 páginasENCOFRADOSCarlos Paredes TAún no hay calificaciones
- Estudio suelos CuyabenoDocumento2 páginasEstudio suelos CuyabenoCristopher Jimenez JaramilloAún no hay calificaciones
- DesignDocumento39 páginasDesignEmmanuel Restrepo MarinAún no hay calificaciones
- 4257 7326 1 PBDocumento19 páginas4257 7326 1 PBCristopher Jimenez JaramilloAún no hay calificaciones
- 894 1033 2 PB PDFDocumento6 páginas894 1033 2 PB PDFgia26Aún no hay calificaciones
- EntityDocumento1 páginaEntityGabriel TaipeAún no hay calificaciones
- 1114 1652 1 PBDocumento13 páginas1114 1652 1 PBEl Facu FacuAún no hay calificaciones
- Cristopher Andres Jimenez Jaramillo PDFDocumento1 páginaCristopher Andres Jimenez Jaramillo PDFCristopher Jimenez JaramilloAún no hay calificaciones
- Isabel La Católica y Cordero, Edificio EY, Primer Piso, Oficina 9 Y10Documento31 páginasIsabel La Católica y Cordero, Edificio EY, Primer Piso, Oficina 9 Y10Cristopher Jimenez JaramilloAún no hay calificaciones
- Cambios Entre La OHSAS 18001-ISO14001Documento4 páginasCambios Entre La OHSAS 18001-ISO14001Cristopher Jimenez JaramilloAún no hay calificaciones
- G-7 Operacion Rectificado Cilindrico de ExterioresDocumento26 páginasG-7 Operacion Rectificado Cilindrico de ExterioresMarisol Guaman rosasAún no hay calificaciones
- Copia de 5SDocumento4 páginasCopia de 5SMiguel SHAún no hay calificaciones
- Ejercicios - Eddy AndradeDocumento5 páginasEjercicios - Eddy AndradeFlavio AndradeAún no hay calificaciones
- Patrimonio IndustrialDocumento10 páginasPatrimonio IndustrialarquitecturacubaAún no hay calificaciones
- Universidad de El Salvador Trabajo KaizenDocumento74 páginasUniversidad de El Salvador Trabajo KaizenAlex RiveraAún no hay calificaciones
- Tratamiento Térmico de RecocidoDocumento21 páginasTratamiento Térmico de RecocidoAndrea Rodríguez AmayaAún no hay calificaciones
- Costos MinerosDocumento18 páginasCostos MinerosGerardo Choque67% (3)
- Niveles Inspector SoldaduraDocumento22 páginasNiveles Inspector SoldaduraWilliam Berrospi Garcia100% (1)
- FodaDocumento9 páginasFodaAndres CalderónAún no hay calificaciones
- Estados de Costo - ESTRUCTURASDocumento12 páginasEstados de Costo - ESTRUCTURASWilson marrugo hernandezAún no hay calificaciones
- Cat.002 Catalogo Corpsac - Aceros EspecialesDocumento79 páginasCat.002 Catalogo Corpsac - Aceros EspecialesyosselinAún no hay calificaciones
- R.E.M.S.A. PresentacionDocumento7 páginasR.E.M.S.A. PresentacionvisoftpcAún no hay calificaciones
- Panel aislado multifuncionalDocumento2 páginasPanel aislado multifuncionalyoye1968Aún no hay calificaciones
- Fomento de La Bicicleta Como Medio de Transporte en La Granada MetropolitanaDocumento12 páginasFomento de La Bicicleta Como Medio de Transporte en La Granada MetropolitanabiciescuelagranadaAún no hay calificaciones
- Equipos de SoldaduraDocumento52 páginasEquipos de SoldaduraCindy Carolina Ciro100% (1)
- Programación lineal para optimizar la producción y ventasDocumento18 páginasProgramación lineal para optimizar la producción y ventasSony Benitez MonteroAún no hay calificaciones
- Pro AlfaDocumento9 páginasPro AlfaDaniel RomeroAún no hay calificaciones
- Propiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Documento3 páginasPropiedades y tratamientos térmicos de los aceros AISI 4140 y 4340Alx González100% (2)
- Aceros PropiedadesDocumento22 páginasAceros PropiedadesAndré Soria AmanchaAún no hay calificaciones
- Pre Entrega Terminal Terrestre PiuraDocumento123 páginasPre Entrega Terminal Terrestre PiuraMaría Paula SanchezAún no hay calificaciones
- Trabajo Grupal Paso 3 Actualizado Gestión de CalidadDocumento27 páginasTrabajo Grupal Paso 3 Actualizado Gestión de CalidadOscar Eduardo Medina Salazar0% (1)
- 3.3 Herramientas para Calcular La Capacidad de Producción.Documento22 páginas3.3 Herramientas para Calcular La Capacidad de Producción.Ruby CrizzAún no hay calificaciones
- Losas PrefabricadasDocumento11 páginasLosas PrefabricadasCarlos Lema Navarrete100% (2)
- Reciclado de Materiales Refractarios Utilizados en La SiderurgiaDocumento11 páginasReciclado de Materiales Refractarios Utilizados en La Siderurgiafrank0% (1)
- Ejercicios Valor MineralDocumento13 páginasEjercicios Valor MineralDiego Mendoza100% (2)
- IN58 - Gestión de Inventarios Parte 1 - VFDocumento46 páginasIN58 - Gestión de Inventarios Parte 1 - VFMaria Alejandra Marin VelizAún no hay calificaciones
- Las Ventajas de La Disrupción MegatendenciasDocumento56 páginasLas Ventajas de La Disrupción MegatendenciasAlexa QuiñonesAún no hay calificaciones
- CarpinteriaDocumento11 páginasCarpinteriaarqhugogomez100% (1)
- NaftaDocumento17 páginasNaftaSalustria Cabezas SánchezAún no hay calificaciones
- Economia de Escala y Minimos CuadradosDocumento16 páginasEconomia de Escala y Minimos CuadradosdanteAún no hay calificaciones