También podría gustarte
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2104)
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (895)
- Engine PDFDocumento254 páginasEngine PDFtipo333194% (18)
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- ML4824 Power Factor Correction and PWM Controller Combo: General Description FeaturesDocumento16 páginasML4824 Power Factor Correction and PWM Controller Combo: General Description FeaturesTaras100% (1)
- 07 July 1969 PDFDocumento100 páginas07 July 1969 PDFclanonAún no hay calificaciones
- Photovoltaic System: From Wikipedia, The Free EncyclopediaDocumento31 páginasPhotovoltaic System: From Wikipedia, The Free EncyclopediaFrederic WustAún no hay calificaciones
- Common Rail Engine Diagnostic/Repair Kit: Tier Ii CompliantDocumento14 páginasCommon Rail Engine Diagnostic/Repair Kit: Tier Ii CompliantYamil AguilarAún no hay calificaciones
- IEEE Guide For Array and Battery Sizing in Stand-Alone Photovoltaic (PV) SystemsDocumento34 páginasIEEE Guide For Array and Battery Sizing in Stand-Alone Photovoltaic (PV) SystemsJimmy F Hernandez100% (1)
- "Sound Innovation, On Call": EMS5 Call Director Easy Set-Up InstructionsDocumento19 páginas"Sound Innovation, On Call": EMS5 Call Director Easy Set-Up Instructionswayne mcmurrayAún no hay calificaciones
- Electronic Snap Kit Deluxe Snap RoverDocumento48 páginasElectronic Snap Kit Deluxe Snap RoverScience HouseAún no hay calificaciones
- Areva Ieee MnitDocumento37 páginasAreva Ieee Mnitsmilehood99Aún no hay calificaciones
- Ignition Systems For Gasoline EnginesDocumento27 páginasIgnition Systems For Gasoline Enginesanon_53273932Aún no hay calificaciones
- Product Data Sheet: Relayaux - Fast Trip and Lockout Relay - 8 C/O - Pick-Up Time 10 Ms - 220 V DCDocumento3 páginasProduct Data Sheet: Relayaux - Fast Trip and Lockout Relay - 8 C/O - Pick-Up Time 10 Ms - 220 V DCKuenley TiNy OndeAún no hay calificaciones
- Electrical Circuits Multiple Choice QuestionsDocumento7 páginasElectrical Circuits Multiple Choice QuestionsTaniyaAún no hay calificaciones
- Recent Trends in Retardation FilmsDocumento10 páginasRecent Trends in Retardation FilmsJeevan JalliAún no hay calificaciones
- Bab 1 (Material Science)Documento9 páginasBab 1 (Material Science)Muhd AriffAún no hay calificaciones
- FLIRDocumento3 páginasFLIRRamakrishnan AmbiSubbiahAún no hay calificaciones
- A Vision Based Method For Automatic Evaluation of Germination Rate of Rice SeedsDocumento3 páginasA Vision Based Method For Automatic Evaluation of Germination Rate of Rice SeedsVedha MuraliAún no hay calificaciones
- Midterm SampleDocumento14 páginasMidterm SampleTahirAún no hay calificaciones
- 54100A Series: Network AnalyzersDocumento12 páginas54100A Series: Network Analyzersgonnos28106Aún no hay calificaciones
- Uk048e New Range LediDocumento16 páginasUk048e New Range LediSayed HashemAún no hay calificaciones
- HJKHJHDocumento15 páginasHJKHJHibrargaddar123Aún no hay calificaciones
- Chipanalog-CA-IF4820HS C2846827Documento21 páginasChipanalog-CA-IF4820HS C2846827Mudassar RafiqAún no hay calificaciones
- TPTHTG Hardware ManualDocumento51 páginasTPTHTG Hardware ManualMohamad MagdyAún no hay calificaciones
- HOTAS Warthog Manual v1Documento146 páginasHOTAS Warthog Manual v1Adel ZakharyAún no hay calificaciones
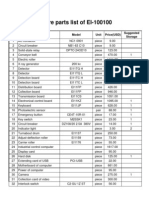
- Ei 100100Documento2 páginasEi 100100Tabassum BanuAún no hay calificaciones
- Service Manual T24PE EN 30251845A - 06192015Documento54 páginasService Manual T24PE EN 30251845A - 06192015DaniloSripAún no hay calificaciones
- Smart HelmetDocumento5 páginasSmart HelmetIJARSCT JournalAún no hay calificaciones
- QAP22-Sensor de TemperaturaDocumento4 páginasQAP22-Sensor de TemperaturaLH JhonathanAún no hay calificaciones
- Lossnay Remote Controller PZ-60DR-E: Installation ManualDocumento1 páginaLossnay Remote Controller PZ-60DR-E: Installation Manualالراسن الراسنAún no hay calificaciones
- Practical 8: Foundation of Engineering School of Engineering Taylor's University MalaysiaDocumento7 páginasPractical 8: Foundation of Engineering School of Engineering Taylor's University Malaysiapokemon khaiAún no hay calificaciones
- Automatic Adjustable Sex Machine With Dildo STCSFM-003 PDFDocumento1 páginaAutomatic Adjustable Sex Machine With Dildo STCSFM-003 PDFJoelAún no hay calificaciones