También podría gustarte
- Ensamblaje Transmisiones Automaticas338Documento764 páginasEnsamblaje Transmisiones Automaticas338jrrodrigueza2100% (6)
- Procedimiento de torqueo de pernos en estructuras metálicasDocumento7 páginasProcedimiento de torqueo de pernos en estructuras metálicasFernando Rcl100% (2)
- Plan de Control de Calidad - LST 23 KV ANTAMINA Rev. 00Documento27 páginasPlan de Control de Calidad - LST 23 KV ANTAMINA Rev. 00dayerAún no hay calificaciones
- 03248F2FDocumento40 páginas03248F2FPhilippe ContrerasAún no hay calificaciones
- COSTOS DE PRODUCCIÓN DE PIÑATAS EN EMPRESA ARTESANALDocumento28 páginasCOSTOS DE PRODUCCIÓN DE PIÑATAS EN EMPRESA ARTESANALKyoko Garcia0% (4)
- Lean Construction Lean Training ChileDocumento68 páginasLean Construction Lean Training ChileRudi Ponce Aguilar100% (3)
- Cap 8 TraduccidoDocumento57 páginasCap 8 TraduccidoDaniel Eduardo Quiñonez RodriguezAún no hay calificaciones
- MII506 S2 Formato Tarea 11-12Documento14 páginasMII506 S2 Formato Tarea 11-12Felipe Nicolás Salas DíazAún no hay calificaciones
- Taller - Gestión de IntegraciónDocumento5 páginasTaller - Gestión de IntegraciónElizabeth MorenoAún no hay calificaciones
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovDe EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovAún no hay calificaciones
- Gestión Del Stock UNAB (1) 5Documento53 páginasGestión Del Stock UNAB (1) 5Raúl Muñoz VegaAún no hay calificaciones
- Acin114 s1 ToledoDocumento18 páginasAcin114 s1 ToledoManuel Castillo CeballosAún no hay calificaciones
- Manual de Calidad Metalurgica Fierro y Clavos LimitadaDocumento3 páginasManual de Calidad Metalurgica Fierro y Clavos LimitadaKasjdkasd AksdjasdjAún no hay calificaciones
- Caso Quimertix Company Grupo 6 (Septiembre 2022) FinalDocumento14 páginasCaso Quimertix Company Grupo 6 (Septiembre 2022) FinalRaul MendozaAún no hay calificaciones
- Formulación de proyectos bayas GojiDocumento4 páginasFormulación de proyectos bayas GojiAlejandro Ever100% (1)
- Sistema de gestión de inocuidad en empresa de alimentos en polvoDocumento246 páginasSistema de gestión de inocuidad en empresa de alimentos en polvoJorge SalomonAún no hay calificaciones
- Proyecto Final de PlanificacionDocumento23 páginasProyecto Final de PlanificacionDarlin ElizondroAún no hay calificaciones
- Trabajo CostosDocumento21 páginasTrabajo CostosLizbeth Alondra Alondra HuacasiAún no hay calificaciones
- Practico Fin Ii111Documento8 páginasPractico Fin Ii111Eder Gabriel JustinianoAún no hay calificaciones
- MII506 S4 Formato Tarea FinalDocumento9 páginasMII506 S4 Formato Tarea FinalFelipe Nicolás Salas DíazAún no hay calificaciones
- Tema 5.5 - Cálculo de Reaprovisionamiento Q, U, PDocumento26 páginasTema 5.5 - Cálculo de Reaprovisionamiento Q, U, PAlonso Muro100% (2)
- MII506 S3 Tarea Grupo 2-18-12Documento10 páginasMII506 S3 Tarea Grupo 2-18-12Felipe Nicolás Salas DíazAún no hay calificaciones
- Aind3206 s10 ProgramacionDocumento18 páginasAind3206 s10 ProgramacionCarolina Jara100% (1)
- Actividad Eje 3 Gestion de MercadosDocumento22 páginasActividad Eje 3 Gestion de MercadosJhon ValderramaAún no hay calificaciones
- Aind3206 s5 Entregable g3Documento7 páginasAind3206 s5 Entregable g3Mirko Muñoz AhumadaAún no hay calificaciones
- Manual QMarket Licitaciones Ariba Modo de CompatibilidadDocumento25 páginasManual QMarket Licitaciones Ariba Modo de CompatibilidadMaiteTanAún no hay calificaciones
- CURSO PCP-Modulo 1 - CAP-PAP-ENERO 29 - 2019 PDFDocumento170 páginasCURSO PCP-Modulo 1 - CAP-PAP-ENERO 29 - 2019 PDFdrAún no hay calificaciones
- Trabajo Final TriangulitoDocumento42 páginasTrabajo Final TriangulitoJohanna ForeroAún no hay calificaciones
- Logística - Modelo PL para plan producción y distribución empresa alimentosDocumento6 páginasLogística - Modelo PL para plan producción y distribución empresa alimentosMARÍA JOSÉ TORRES PASTÉNAún no hay calificaciones
- Planificación AgregadaDocumento44 páginasPlanificación AgregadaemiAún no hay calificaciones
- Planificación de la Capacidad MPSDocumento33 páginasPlanificación de la Capacidad MPSBenjamin VasquezAún no hay calificaciones
- TallerDocumento18 páginasTallerBallet Folklórico Integración Andina - GuayaquilAún no hay calificaciones
- 04 Unidad 04 ICI 2215 Estrategia de Transporte Ejemplo PDFDocumento12 páginas04 Unidad 04 ICI 2215 Estrategia de Transporte Ejemplo PDFgerardo aravenaAún no hay calificaciones
- El Análisis de La Demanda Constituye Uno de Los Aspectos Centrales Del Estudio de ProyectosDocumento2 páginasEl Análisis de La Demanda Constituye Uno de Los Aspectos Centrales Del Estudio de ProyectosBlanca Yulenny VALLECILLA TORRESAún no hay calificaciones
- Realidad AumentadaDocumento8 páginasRealidad AumentadaAzucena AlbornozAún no hay calificaciones
- Evaluación de proyecto de empresa de desechables biodegradables en Los MochisDocumento13 páginasEvaluación de proyecto de empresa de desechables biodegradables en Los MochisFabricio Ramirez TalamanteAún no hay calificaciones
- Tarea Semana 2Documento6 páginasTarea Semana 2Armando Marquez100% (1)
- PARCIAL Inv Segundo Bloque-Formulacion y Evaluacion de Proyectos de Desarrollo Grupo (001) - A 2017-2Documento31 páginasPARCIAL Inv Segundo Bloque-Formulacion y Evaluacion de Proyectos de Desarrollo Grupo (001) - A 2017-2andreap031375% (8)
- Examen Final ProcesosDocumento14 páginasExamen Final ProcesoskatherinAún no hay calificaciones
- Clases GO Part 1 2do Sem 2018Documento34 páginasClases GO Part 1 2do Sem 2018ELe MaGoAún no hay calificaciones
- Primer Control Semana 4.revDocumento24 páginasPrimer Control Semana 4.revFelipe Díaz MontecinosAún no hay calificaciones
- PL - 03 - Plan - de - Gestión de Requerimientos Preparado 18agostDocumento2 páginasPL - 03 - Plan - de - Gestión de Requerimientos Preparado 18agostPiero Fernando Canales ValdezAún no hay calificaciones
- 5 Programación de Las Operaciones - Secuenciación de Trabajos.Documento22 páginas5 Programación de Las Operaciones - Secuenciación de Trabajos.Oky CarreraAún no hay calificaciones
- Ejercicio 10 - Análisis de SituacionesDocumento4 páginasEjercicio 10 - Análisis de SituacionesJulio AndresAún no hay calificaciones
- Mii519 FichasDocumento10 páginasMii519 FichasRayGaticaAún no hay calificaciones
- Ejercicios de Diagramación en Flechas y PrecedentesDocumento3 páginasEjercicios de Diagramación en Flechas y Precedentesmafevalle4201Aún no hay calificaciones
- Solucion Analisis Financiero Semana 4Documento6 páginasSolucion Analisis Financiero Semana 4Aleja0506100% (1)
- Evaluación de Proyectos UNAB Primavera 2018 Profesor Michael GotthelfDocumento2 páginasEvaluación de Proyectos UNAB Primavera 2018 Profesor Michael GotthelfEduardo Estay AtenasAún no hay calificaciones
- Tarea Semana 1Documento11 páginasTarea Semana 1Tito Gomez Godoy100% (1)
- s4 Formato InformeDocumento9 páginass4 Formato InformeRayko KarmelicAún no hay calificaciones
- Pronostico de La Demanda Gestion de La ProduccionDocumento3 páginasPronostico de La Demanda Gestion de La ProduccionWilberth RamosAún no hay calificaciones
- 05 Planificacion AgregadaDocumento19 páginas05 Planificacion AgregadaJeanGarcíaAún no hay calificaciones
- Presentación 3 - Estudio Técnico OperativoDocumento36 páginasPresentación 3 - Estudio Técnico OperativoRicardo Laines Lopez100% (1)
- Comparativa de los tres enfoques de proceso, repetitivo y productoDocumento2 páginasComparativa de los tres enfoques de proceso, repetitivo y productoBryan VeraAún no hay calificaciones
- Caso Project Charter y AlcanceDocumento3 páginasCaso Project Charter y AlcanceDiego FuentesAún no hay calificaciones
- Optimización de la producción de ensamblesDocumento7 páginasOptimización de la producción de ensamblesSantiago Betancur RicoAún no hay calificaciones
- TECNO 1 - Cap 1 Parte 1 v2.1 2018 PDFDocumento34 páginasTECNO 1 - Cap 1 Parte 1 v2.1 2018 PDFDiego CarrascoAún no hay calificaciones
- Presentación DMI - 18 PDFDocumento44 páginasPresentación DMI - 18 PDFrengioAún no hay calificaciones
- Administracion P Segundo CorteDocumento9 páginasAdministracion P Segundo CorteMaria Camila EcheverryAún no hay calificaciones
- Planeacion - Agregada - de - La - Produccion (Modo de Compatibilidad)Documento26 páginasPlaneacion - Agregada - de - La - Produccion (Modo de Compatibilidad)Leonardo Villarreal100% (1)
- Caso CaballosDocumento2 páginasCaso CaballosGabrielaAún no hay calificaciones
- Algoritmos heurísticos para el problema de ruteo de vehículos: aplicaciones y ejemplosDocumento26 páginasAlgoritmos heurísticos para el problema de ruteo de vehículos: aplicaciones y ejemplosPablo OrtizAún no hay calificaciones
- Diseño de Puestos de TrabajoDocumento24 páginasDiseño de Puestos de Trabajocristian mónico hernandezAún no hay calificaciones
- Solucion Examen Parcial Gerencia de Operaciones 2016Documento5 páginasSolucion Examen Parcial Gerencia de Operaciones 2016dulcexitaAún no hay calificaciones
- Practica Teoria de ColasDocumento1 páginaPractica Teoria de ColasRaul Apaza100% (1)
- 259 - PDFsam - (PD) Documentos - Evaluacion de Los Proyectos de InversionDocumento3 páginas259 - PDFsam - (PD) Documentos - Evaluacion de Los Proyectos de InversionRick HunterAún no hay calificaciones
- 10 Lotes L4LDocumento4 páginas10 Lotes L4LMaría De Los Angeles Lopez ArroyoAún no hay calificaciones
- Armonizar capacidad y demanda en sistemas de producciónDocumento22 páginasArmonizar capacidad y demanda en sistemas de producciónJesusAún no hay calificaciones
- Sistemas de producción JIT y KanbanDocumento13 páginasSistemas de producción JIT y KanbanGabrielle FragosoAún no hay calificaciones
- DSFDSFDocumento1 páginaDSFDSFPhilippe ContrerasAún no hay calificaciones
- DadsaDocumento2 páginasDadsaPhilippe ContrerasAún no hay calificaciones
- Lineal y CuadráticaDocumento1 páginaLineal y CuadráticaPhilippe ContrerasAún no hay calificaciones
- UniversidadesDocumento17 páginasUniversidadesAngelica Hernandez MoragaAún no hay calificaciones
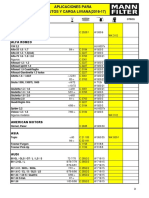
- Catalogo Autos 2016-17Documento56 páginasCatalogo Autos 2016-17jonathan muozAún no hay calificaciones
- Menú semanal mediterráneo con menos deDocumento1 páginaMenú semanal mediterráneo con menos dePhilippe ContrerasAún no hay calificaciones
- Contenido Semana 4 PDFDocumento15 páginasContenido Semana 4 PDFPhilippe ContrerasAún no hay calificaciones
- Control Parque Eólico Los CururosDocumento1 páginaControl Parque Eólico Los CururosPhilippe ContrerasAún no hay calificaciones
- KHKHJJDocumento1 páginaKHKHJJPhilippe ContrerasAún no hay calificaciones
- Logística distribución y transporte semana 6Documento20 páginasLogística distribución y transporte semana 6peag1977Aún no hay calificaciones
- 2100 2960 Un Modelo de Proteccioninterdiccion de Redes Hub and SpokeDocumento1 página2100 2960 Un Modelo de Proteccioninterdiccion de Redes Hub and SpokePhilippe ContrerasAún no hay calificaciones
- 2100 3140 Desarrollo de Modelo de Valoracion de Empresas en RedDocumento1 página2100 3140 Desarrollo de Modelo de Valoracion de Empresas en RedPhilippe ContrerasAún no hay calificaciones
- Ejemplo de Aplicación Del Teorema Del Límite Central PDFDocumento1 páginaEjemplo de Aplicación Del Teorema Del Límite Central PDFPhilippe ContrerasAún no hay calificaciones
- 2100 3123 Diseno de Un Sistema de Control de Gestion para Sorepa SaDocumento1 página2100 3123 Diseno de Un Sistema de Control de Gestion para Sorepa SaPhilippe ContrerasAún no hay calificaciones
- 2100 3086 - Factibilidad de Negocio Saas Campus Clinico PDFDocumento1 página2100 3086 - Factibilidad de Negocio Saas Campus Clinico PDFPhilippe ContrerasAún no hay calificaciones
- 2100 3091 Conversion Vina Autosustentable Caso Vina Miguel Torres 1Documento1 página2100 3091 Conversion Vina Autosustentable Caso Vina Miguel Torres 1Philippe ContrerasAún no hay calificaciones
- KHKHJJDocumento1 páginaKHKHJJPhilippe ContrerasAún no hay calificaciones
- 2100 3095 Plan de Mejora para Reforzar El Compromiso Social y Ambiental de Ciudadanos Con Su BarrioDocumento1 página2100 3095 Plan de Mejora para Reforzar El Compromiso Social y Ambiental de Ciudadanos Con Su BarrioPhilippe ContrerasAún no hay calificaciones
- 2100 3032 - Desarrollo Proyecto Cruce Rio Loa Con Minimo Impacto AmbientalDocumento1 página2100 3032 - Desarrollo Proyecto Cruce Rio Loa Con Minimo Impacto AmbientalPhilippe ContrerasAún no hay calificaciones
- 2100 2957 - Un Problema de Localizacion de P Hubs Con Asignacion Unica y Congestion en Los Hubs PDFDocumento1 página2100 2957 - Un Problema de Localizacion de P Hubs Con Asignacion Unica y Congestion en Los Hubs PDFPhilippe ContrerasAún no hay calificaciones
- 2100 3032 - Desarrollo Proyecto Cruce Rio Loa Con Minimo Impacto AmbientalDocumento1 página2100 3032 - Desarrollo Proyecto Cruce Rio Loa Con Minimo Impacto AmbientalPhilippe ContrerasAún no hay calificaciones
- 2100 3084 Factibilidad de Negocio en Comunidad de Deportistas NacionalesDocumento1 página2100 3084 Factibilidad de Negocio en Comunidad de Deportistas NacionalesPhilippe ContrerasAún no hay calificaciones
- 2100 3123 Diseno de Un Sistema de Control de Gestion para Sorepa SaDocumento1 página2100 3123 Diseno de Un Sistema de Control de Gestion para Sorepa SaPhilippe ContrerasAún no hay calificaciones
- 2100 2960 Un Modelo de Proteccioninterdiccion de Redes Hub and SpokeDocumento1 página2100 2960 Un Modelo de Proteccioninterdiccion de Redes Hub and SpokePhilippe ContrerasAún no hay calificaciones
- 2100 2960 Un Modelo de Proteccioninterdiccion de Redes Hub and SpokeDocumento1 página2100 2960 Un Modelo de Proteccioninterdiccion de Redes Hub and SpokePhilippe ContrerasAún no hay calificaciones
- 2100 2953 Bi y Big Data Como Herramientas de Ventajas CompetitivasDocumento1 página2100 2953 Bi y Big Data Como Herramientas de Ventajas CompetitivasPhilippe ContrerasAún no hay calificaciones
- 2100 3019 Bot Opcion de Negocio para La Masificacion de Las Plantas Desalizadoras en ChileDocumento1 página2100 3019 Bot Opcion de Negocio para La Masificacion de Las Plantas Desalizadoras en ChilePhilippe ContrerasAún no hay calificaciones
- 2100 3084 Factibilidad de Negocio en Comunidad de Deportistas NacionalesDocumento1 página2100 3084 Factibilidad de Negocio en Comunidad de Deportistas NacionalesPhilippe ContrerasAún no hay calificaciones
- 2100 3019 Bot Opcion de Negocio para La Masificacion de Las Plantas Desalizadoras en ChileDocumento1 página2100 3019 Bot Opcion de Negocio para La Masificacion de Las Plantas Desalizadoras en ChilePhilippe ContrerasAún no hay calificaciones
- Aud Sist Gest Calid Ind AlimDocumento22 páginasAud Sist Gest Calid Ind Alimdarwin silupuAún no hay calificaciones
- TareaDocumento12 páginasTareapattomanAún no hay calificaciones
- Relación entre edad y faltas de empleadosDocumento29 páginasRelación entre edad y faltas de empleadosdianaAún no hay calificaciones
- Dispositivo corte hilo automático máquinas coser industrialesDocumento8 páginasDispositivo corte hilo automático máquinas coser industrialescarlos riveraAún no hay calificaciones
- Empresa y Costos PDFDocumento18 páginasEmpresa y Costos PDFAlejandro Gianmarco Miranda PanioraAún no hay calificaciones
- Administración Del Costo de MaterialesDocumento14 páginasAdministración Del Costo de MaterialesEdith GuevaraAún no hay calificaciones
- Matriz ComparativaDocumento5 páginasMatriz ComparativaDaniel Gomez MedinaAún no hay calificaciones
- Generalidades del presupuesto de producción en la Universidad Estatal de BolívarDocumento10 páginasGeneralidades del presupuesto de producción en la Universidad Estatal de BolívarMaily TufiñoAún no hay calificaciones
- Evidencia 2Documento10 páginasEvidencia 2rolyroniAún no hay calificaciones
- Tarea 11Documento4 páginasTarea 11Santy EskuderoAún no hay calificaciones
- Curva de CostoDocumento7 páginasCurva de CostoOsmanAcuñaAún no hay calificaciones
- Repaso - Control N°1Documento140 páginasRepaso - Control N°1Beatriz Mayda Sanca MorocharaAún no hay calificaciones
- Informática Aplicada A La ProducciónDocumento29 páginasInformática Aplicada A La ProducciónPaola SamaniegoAún no hay calificaciones
- Uat-Gc-Pt-001 Control de Documentos, Datos y ComunicacionesDocumento8 páginasUat-Gc-Pt-001 Control de Documentos, Datos y ComunicacionesSupervisor sstAún no hay calificaciones
- Aspectos de Los Sistemas Integrados de Gestión Eje 3Documento13 páginasAspectos de Los Sistemas Integrados de Gestión Eje 3Erika GuerreroAún no hay calificaciones
- Actividad 7 - Panaderia e Inversiones El TriunfoDocumento10 páginasActividad 7 - Panaderia e Inversiones El TriunfoLuz María AbantoAún no hay calificaciones
- Proyecto Final AdmonDocumento94 páginasProyecto Final AdmonAnibal Roca GomezAún no hay calificaciones
- Tarea 3-Karen Lozano RojasDocumento38 páginasTarea 3-Karen Lozano RojasKaren LozanoAún no hay calificaciones
- Tesis II (2019-2)Documento88 páginasTesis II (2019-2)Ilmar Eden Cochachin LuceroAún no hay calificaciones
- ISO 9000 Normas CalidadDocumento20 páginasISO 9000 Normas CalidadSergio Gonzalo Tucto Baquedano100% (1)
- ConcluDocumento41 páginasConclujmrozo3Aún no hay calificaciones
- UNIVERSIDAD AUTONOMA GABRIEL RENE MORENO CostosDocumento4 páginasUNIVERSIDAD AUTONOMA GABRIEL RENE MORENO CostosKarla Lorena Flores MendezAún no hay calificaciones