También podría gustarte
- Design of EthylbenzeneDocumento5 páginasDesign of Ethylbenzenesahar vahdatifarAún no hay calificaciones
- Ethyl Benzene ProductionDocumento6 páginasEthyl Benzene ProductionsoheilsedAún no hay calificaciones
- ETHYLBENZENEDocumento19 páginasETHYLBENZENEolaAún no hay calificaciones
- Plant DesignDocumento42 páginasPlant Designmuhammad ilyasAún no hay calificaciones
- Manufacturing of EthylbenzeneDocumento65 páginasManufacturing of EthylbenzeneEr Bali Pandhare95% (58)
- Ethylbenzene ProductionDocumento30 páginasEthylbenzene ProductionVishal Dhapa100% (1)
- Ethyl BenzeneDocumento11 páginasEthyl BenzeneIan Jasper SabordoAún no hay calificaciones
- EthylbenzeneDocumento4 páginasEthylbenzeneMouaath Al-Kalbani75% (4)
- Chemical Design EthylbenzeneDocumento32 páginasChemical Design Ethylbenzeneafnan_lion94Aún no hay calificaciones
- Project 4 Ethylene OxideDocumento12 páginasProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Ethyl Benzene Project ReportDocumento88 páginasEthyl Benzene Project ReportRahul Srivastava92% (26)
- Ethyl-Benzene Process DescriptionDocumento6 páginasEthyl-Benzene Process DescriptionAhsan Raza100% (3)
- Ethylbenzene ProductionDocumento30 páginasEthylbenzene ProductionNurul Ain Ibrahim75% (4)
- Project 5 Ethyl BenzeneDocumento13 páginasProject 5 Ethyl Benzenefearoth87100% (3)
- Ethyl Benzene Plant DesignDocumento45 páginasEthyl Benzene Plant DesignfaridzawiAún no hay calificaciones
- Design Report 1Documento31 páginasDesign Report 1arif arifinAún no hay calificaciones
- Production of Ethylene OxidefinalDocumento40 páginasProduction of Ethylene Oxidefinaljoshua amarnath100% (1)
- Kinetics of Catalytic Dehydrogenation of Ethylbenzene To StyreneDocumento5 páginasKinetics of Catalytic Dehydrogenation of Ethylbenzene To Styreneibrahim3318Aún no hay calificaciones
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFDocumento41 páginasCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorAún no hay calificaciones
- Methyl Methacrylate Plant CostDocumento3 páginasMethyl Methacrylate Plant CostIntratec Solutions50% (2)
- Mek From N Butene PDFDocumento111 páginasMek From N Butene PDFAlexis PulhinAún no hay calificaciones
- CUMENEDocumento24 páginasCUMENEhiteshAún no hay calificaciones
- Ethylbenzene Production ReportDocumento17 páginasEthylbenzene Production ReportVamsidhar Gannavarapu100% (1)
- Hydrodealkylation SimulationDocumento8 páginasHydrodealkylation SimulationSchaieraAún no hay calificaciones
- Production of Mono Ethylene GlycolDocumento170 páginasProduction of Mono Ethylene GlycolAbdullah ZndAún no hay calificaciones
- Official Acrylic Acid 0712docxDocumento42 páginasOfficial Acrylic Acid 0712docxTÚ Cao Ngọc ThiệnAún no hay calificaciones
- Project Ethyl Benzene .. 2019-20 .. Jay RSDocumento100 páginasProject Ethyl Benzene .. 2019-20 .. Jay RSBhatu DevareAún no hay calificaciones
- Manufacture of Ethylene OxideDocumento83 páginasManufacture of Ethylene Oxidejoshua amarnath100% (3)
- Presentation CumeneDocumento39 páginasPresentation Cumeneممدوح الرويليAún no hay calificaciones
- Cumene To PhenolDocumento73 páginasCumene To Phenolvpsrpuch67% (3)
- HYSYS - Multiple Reactions - Styrene Prepared by Robert P. Hesketh Spring 2005 Styrene Reactor SystemDocumento9 páginasHYSYS - Multiple Reactions - Styrene Prepared by Robert P. Hesketh Spring 2005 Styrene Reactor SystemCarlos GonzalezAún no hay calificaciones
- Project 6 - Ethylene Oxide PDFDocumento13 páginasProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Production of Ethylene OxideDocumento22 páginasProduction of Ethylene OxideShahabuddin Khan Niazi100% (1)
- Production of Ethylene Glycol PDFDocumento89 páginasProduction of Ethylene Glycol PDFwahab aliAún no hay calificaciones
- Project: Design of A Reactor For The Aniline ProductionDocumento19 páginasProject: Design of A Reactor For The Aniline ProductionLUIS ESTEBAN VÁSQUEZ CASTANEDAAún no hay calificaciones
- B2 Group 1..acetone Production PDFDocumento21 páginasB2 Group 1..acetone Production PDFElif TaşdövenAún no hay calificaciones
- Production of CyclohexaneDocumento2 páginasProduction of Cyclohexanesushant kadamAún no hay calificaciones
- التعديل النهائي محمد احمد علي عبدالله 22130011 PDFDocumento115 páginasالتعديل النهائي محمد احمد علي عبدالله 22130011 PDFRojan Pradhan0% (1)
- Vinyl AcetateDocumento5 páginasVinyl AcetateroxetteAún no hay calificaciones
- ButadineDocumento68 páginasButadineraihonaAún no hay calificaciones
- Cumene To Phenol 2Documento73 páginasCumene To Phenol 2vpsrpuch0% (1)
- Process Design and Economics Assignment Development of PFD and Process Concept DiagramDocumento9 páginasProcess Design and Economics Assignment Development of PFD and Process Concept Diagramshailaja chowdhuryAún no hay calificaciones
- Production of AcetaldehydeDocumento24 páginasProduction of AcetaldehydeAhmed Hassan RashedAún no hay calificaciones
- Cumene Mass & Energy Balance PDFDocumento33 páginasCumene Mass & Energy Balance PDFMeet Khunt100% (1)
- Ethylene Oxide Kinetics and MechanismDocumento10 páginasEthylene Oxide Kinetics and MechanismjohnAún no hay calificaciones
- Acrolein Project Final PDFDocumento104 páginasAcrolein Project Final PDFPankaj RanaAún no hay calificaciones
- Phenol From Cuemen and TolueneDocumento9 páginasPhenol From Cuemen and TolueneAnonymous RJkpep7D0rAún no hay calificaciones
- Ace T AldehydeDocumento3 páginasAce T AldehydeDaphne AntoninoAún no hay calificaciones
- Table of Contents (00000002) .Docx LatestDocumento94 páginasTable of Contents (00000002) .Docx LatestkashifwarsiAún no hay calificaciones
- Hydrogenation of Nitrobenzene To AnilineDocumento8 páginasHydrogenation of Nitrobenzene To AnilineYu HuiAún no hay calificaciones
- Chapter Two Production Methods of Ethyl Benzene 2.1 GeneralDocumento13 páginasChapter Two Production Methods of Ethyl Benzene 2.1 Generalنزار الدهاميAún no hay calificaciones
- Manufacturing of EthylbenzeneDocumento61 páginasManufacturing of EthylbenzeneAbdullah IyadAún no hay calificaciones
- Alkylation, Dealkylation, and HydrodealkylationDocumento3 páginasAlkylation, Dealkylation, and HydrodealkylationJoy MorilesAún no hay calificaciones
- Tema 2. - Benceno y Sus DerivadosDocumento44 páginasTema 2. - Benceno y Sus Derivadosrobbyroken100% (1)
- Styrene ProductionDocumento248 páginasStyrene ProductionRio Gelmour50% (2)
- Interview Ethyle Benzene PlantDocumento65 páginasInterview Ethyle Benzene PlantHimanshu BajajAún no hay calificaciones
- Aliphatic AminesDocumento2 páginasAliphatic AminesAmar PandeyAún no hay calificaciones
- Report Control SystemDocumento17 páginasReport Control SystemHussein Al HabebAún no hay calificaciones
- Anisole SynthesisDocumento6 páginasAnisole SynthesisManoj Tiwari0% (1)
- Tema 2 Benceno y Sus DerivadosDocumento44 páginasTema 2 Benceno y Sus DerivadosMARCOAún no hay calificaciones
- Water Distribution System: by Mr. Ravi Kumar GARREDocumento17 páginasWater Distribution System: by Mr. Ravi Kumar GARREMrunmayee ManjariAún no hay calificaciones
- N MiskinDocumento91 páginasN MiskinluciameauAún no hay calificaciones
- SECTION 48 16 23 Geothermal Energy Electrical Power Generation SystemDocumento13 páginasSECTION 48 16 23 Geothermal Energy Electrical Power Generation SystemAldwin EncarnacionAún no hay calificaciones
- Oriental Herbal NutrientDocumento3 páginasOriental Herbal NutrientEDGAR GARCIAAún no hay calificaciones
- SBA 17 Plan and Design ProposalDocumento4 páginasSBA 17 Plan and Design Proposalalphaxvoid69Aún no hay calificaciones
- 7-Dulux Interior PrimerDocumento1 página7-Dulux Interior PrimerWinda Febriana [MMS]Aún no hay calificaciones
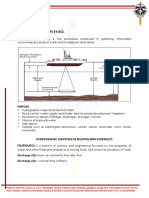
- Hydrographic SurveyDocumento13 páginasHydrographic SurveyVerlyn Kate Pang-ayAún no hay calificaciones
- Green WaterTreatment Solution - PresentationDocumento17 páginasGreen WaterTreatment Solution - Presentationsrekumar kumarAún no hay calificaciones
- NRW Srategic Framework 2016-2018 LatestDocumento40 páginasNRW Srategic Framework 2016-2018 LatestengkjAún no hay calificaciones
- Wetland Conversation and Manegment Need of ConservationDocumento4 páginasWetland Conversation and Manegment Need of ConservationSabaperve nAún no hay calificaciones
- SOR Civil 2010Documento26 páginasSOR Civil 2010Zool HilmiAún no hay calificaciones
- Checklist For Construction of New Canal / Distributary and MinorDocumento12 páginasChecklist For Construction of New Canal / Distributary and MinorMuhammad imran LatifAún no hay calificaciones
- Tib 640M PDFDocumento207 páginasTib 640M PDFjuricic2Aún no hay calificaciones
- Koteles Nandor 1Documento6 páginasKoteles Nandor 1Bia PopAún no hay calificaciones
- SporActiv Full Catalog Sheet - 003Documento2 páginasSporActiv Full Catalog Sheet - 003TomGaliciaAún no hay calificaciones
- Geography Notes For Class: X (Social Science) : Prepared byDocumento21 páginasGeography Notes For Class: X (Social Science) : Prepared byRakshak AwasthiAún no hay calificaciones
- Zero Energy Buildings and Sustainable Development Implications - A Review PDFDocumento10 páginasZero Energy Buildings and Sustainable Development Implications - A Review PDFJoao MinhoAún no hay calificaciones
- Ass 1 Samantha A19be4002Documento1 páginaAss 1 Samantha A19be4002samanthaAún no hay calificaciones
- Evaluation of The Causes and Effects of Flood in Apete, Ido Local Government Area, Oyo State, Nigeria.Documento9 páginasEvaluation of The Causes and Effects of Flood in Apete, Ido Local Government Area, Oyo State, Nigeria.Alexander DeckerAún no hay calificaciones
- Energy Performance Assessment of Boilers: Subject Guide: Prof. Karthikeyan A.KDocumento50 páginasEnergy Performance Assessment of Boilers: Subject Guide: Prof. Karthikeyan A.Ksamy005Aún no hay calificaciones
- ASHRAE Guidelines and StandardsDocumento52 páginasASHRAE Guidelines and StandardsMGPH67% (3)
- Construction Project Organizational ChartDocumento1 páginaConstruction Project Organizational Chartzul67% (3)
- CBSE Class 10 Science Question Paper 20171Documento14 páginasCBSE Class 10 Science Question Paper 20171Pretentious WreackerAún no hay calificaciones
- Treatment of Wastewater From Slaughterhouses by Electrocoagulation:Case Study of Gachororo Slaughterhouse, Kiambu County, KenyaDocumento15 páginasTreatment of Wastewater From Slaughterhouses by Electrocoagulation:Case Study of Gachororo Slaughterhouse, Kiambu County, KenyaTemesgen M. MandersoAún no hay calificaciones
- Hes 017Documento124 páginasHes 017Iqbal HakeemAún no hay calificaciones
- Nsejs-2013-14 Paper With Solution PDFDocumento16 páginasNsejs-2013-14 Paper With Solution PDFarpanAún no hay calificaciones
- Eia Report DangoteDocumento234 páginasEia Report Dangotewaseemiqbal133100% (4)
- Alkaline Water FadDocumento5 páginasAlkaline Water FadsolmazbaharyAún no hay calificaciones
- VGP Logbook - Sample EntriesDocumento13 páginasVGP Logbook - Sample EntriesRiaz AhmedAún no hay calificaciones