También podría gustarte
- Kisssoft Tut 004 E BoltsDocumento12 páginasKisssoft Tut 004 E Boltsakbari_ukAún no hay calificaciones
- Kisssoft Tut 005 E ShaftanalysisDocumento17 páginasKisssoft Tut 005 E ShaftanalysisRaja NatesanAún no hay calificaciones
- Kisssoft Tut 016 E WormgearDocumento16 páginasKisssoft Tut 016 E WormgearIbraheem KhressAún no hay calificaciones
- Kisssoft Tut 016 E WormgearDocumento17 páginasKisssoft Tut 016 E WormgearDejan DrumacAún no hay calificaciones
- Kisssoft Tut 015 E BevelgearDocumento22 páginasKisssoft Tut 015 E BevelgearJorge Ronald Cabrera ÑaupaAún no hay calificaciones
- Kisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear CalculationDocumento40 páginasKisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear Calculationanush_swaminathanAún no hay calificaciones
- Kisssoft Tut 014 E Compression SpringsDocumento9 páginasKisssoft Tut 014 E Compression SpringsJorge Ronald Cabrera ÑaupaAún no hay calificaciones
- Kisssoft Tut 003 E KeyDocumento11 páginasKisssoft Tut 003 E KeyLuis TestaAún no hay calificaciones
- Kisssoft Tut 007 E BearingsDocumento16 páginasKisssoft Tut 007 E BearingsLuis TestaAún no hay calificaciones
- Kisssoft Tut 002 E InterferencefitDocumento12 páginasKisssoft Tut 002 E InterferencefitLuis TestaAún no hay calificaciones
- Kisssoft Tut 009 E GearsizingDocumento20 páginasKisssoft Tut 009 E GearsizingDejan DrumacAún no hay calificaciones
- Kisssoft Tut 005 E ShaftanalysisDocumento11 páginasKisssoft Tut 005 E ShaftanalysisBeytullah AcarAún no hay calificaciones
- Kisssoft Tut 006 E Shaft EditorDocumento11 páginasKisssoft Tut 006 E Shaft EditorBeytullah AcarAún no hay calificaciones
- Kisssoft Tut 008 E Cylindrical GearpairDocumento19 páginasKisssoft Tut 008 E Cylindrical GearpairJorge Ronald Cabrera ÑaupaAún no hay calificaciones
- Tut 003 E GearTransmission With PlanetaryDifferential PDFDocumento35 páginasTut 003 E GearTransmission With PlanetaryDifferential PDFardec_8Aún no hay calificaciones
- Kisssoft Tut 009 E GearsizingDocumento20 páginasKisssoft Tut 009 E GearsizingLuis TestaAún no hay calificaciones
- Kisssoft Tut 008 E Cylindrical GearpairDocumento23 páginasKisssoft Tut 008 E Cylindrical GearpairLuis TestaAún no hay calificaciones
- KISSsoft Calculation Programs For Machine DesignDocumento22 páginasKISSsoft Calculation Programs For Machine DesignAbhijeet DeshmukhAún no hay calificaciones
- Tut 002 TwoStagePlanetaryGearbox EDocumento44 páginasTut 002 TwoStagePlanetaryGearbox Eardec_8Aún no hay calificaciones
- The Effect of Center Distance Change On Gear Teeth EngagementDocumento21 páginasThe Effect of Center Distance Change On Gear Teeth EngagementDavide MaranoAún no hay calificaciones
- Module ListDocumento21 páginasModule ListLuis TestaAún no hay calificaciones
- Spur and Helical Gear Modeling in Pro-EDocumento13 páginasSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Comparison Between Different Commercial Gear Tooth Contact Analysis Software PackagesDocumento16 páginasComparison Between Different Commercial Gear Tooth Contact Analysis Software PackagesAbhijeet DeshmukhAún no hay calificaciones
- Kisssoft Tut 011 E ToothformDocumento30 páginasKisssoft Tut 011 E ToothformvijaykumarnAún no hay calificaciones
- 4319B - Flank Modifications in Bevel Gears Using A UMCDocumento22 páginas4319B - Flank Modifications in Bevel Gears Using A UMCRaul PerezAún no hay calificaciones
- KISSsys ANL 15 910 Bevel DiffDocumento20 páginasKISSsys ANL 15 910 Bevel Diffsardhan.rajender84100% (1)
- 2 Gear BasicsDocumento6 páginas2 Gear BasicsMohamed Adel RizkAún no hay calificaciones
- Kisssoft Changelog Version 2020 - Service Pack 4: WrongDocumento14 páginasKisssoft Changelog Version 2020 - Service Pack 4: WrongpasswordAún no hay calificaciones
- Kisssoft Tut 010 E GearlifetimeDocumento23 páginasKisssoft Tut 010 E GearlifetimeLuis TestaAún no hay calificaciones
- Introduction To Direct Gear DesignDocumento15 páginasIntroduction To Direct Gear DesignburaktuncerAún no hay calificaciones
- KissSoft Article GearAnalysisAndOptimization PDFDocumento12 páginasKissSoft Article GearAnalysisAndOptimization PDFeng13Aún no hay calificaciones
- Gears - Engineering InformationDocumento138 páginasGears - Engineering InformationGiang T LeAún no hay calificaciones
- Bevel Gear: Bevel Gears Are Gears Where The Axes of The Two Shafts Intersect and The ToothDocumento3 páginasBevel Gear: Bevel Gears Are Gears Where The Axes of The Two Shafts Intersect and The ToothVetri VelAún no hay calificaciones
- Kisssoft Release 2020 User ManualDocumento940 páginasKisssoft Release 2020 User ManualMohamad Hamedi100% (1)
- Gear Tooth ProfileDocumento5 páginasGear Tooth ProfilepremnathgopinathanAún no hay calificaciones
- Kisssoft Tut 010 E GearlifetimeDocumento16 páginasKisssoft Tut 010 E GearlifetimeBùi Văn HợpAún no hay calificaciones
- Thin Rims For Internal GearsDocumento8 páginasThin Rims For Internal GearsMass Giovani100% (1)
- Kisssoft Tut 007 E BearingsDocumento12 páginasKisssoft Tut 007 E BearingsIkshit JainAún no hay calificaciones
- Gear TechnologyDocumento52 páginasGear TechnologyJithinAún no hay calificaciones
- Project Kissoft TDODocumento24 páginasProject Kissoft TDOJoseAún no hay calificaciones
- KISSsoft Book 2015Documento108 páginasKISSsoft Book 2015Anonymous SYqjuakwzP100% (2)
- Production Technology (IV Sem)Documento24 páginasProduction Technology (IV Sem)Shubham AgrawalAún no hay calificaciones
- Gears, Splines, and Serrations: Unit 24Documento8 páginasGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Samputensili HobbingDocumento76 páginasSamputensili HobbingJohn FelemegkasAún no hay calificaciones
- Kissof Manual PDFDocumento1017 páginasKissof Manual PDFFitra Vertikal100% (1)
- Bevel GearDocumento9 páginasBevel GearAadil KhanAún no hay calificaciones
- KISSsoft AG Training Courses KISSsoft and KISSsys Training 1562311456Documento8 páginasKISSsoft AG Training Courses KISSsoft and KISSsys Training 1562311456HAún no hay calificaciones
- Gear CorrectionDocumento17 páginasGear CorrectionMurugesanAún no hay calificaciones
- Gear ShavingDocumento6 páginasGear ShavingRuchira Chanda InduAún no hay calificaciones
- Kisssoft Tut 001 E Install First StepsDocumento9 páginasKisssoft Tut 001 E Install First Stepsjuande69Aún no hay calificaciones
- Addendum Modified Gear For An All-Terrain Vehicle GearboxDocumento6 páginasAddendum Modified Gear For An All-Terrain Vehicle GearboxIJRASETPublicationsAún no hay calificaciones
- Finite Element Analysis of Spur Gear Set PDFDocumento85 páginasFinite Element Analysis of Spur Gear Set PDFCan CemreAún no hay calificaciones
- Kisssoft Bolt Analysis ManualDocumento24 páginasKisssoft Bolt Analysis Manualanhntran4850Aún no hay calificaciones
- Design and Analysis of A Spiral Bevel GearDocumento90 páginasDesign and Analysis of A Spiral Bevel Gearsigit-sahyanto-61220% (1)
- A Novel Hob Design: For Precision Involute GearsDocumento11 páginasA Novel Hob Design: For Precision Involute GearsKalyan ChakravarthyAún no hay calificaciones
- GearSolutions 12/11Documento72 páginasGearSolutions 12/11Adibas GabbanaAún no hay calificaciones
- Power Skiving PDFDocumento11 páginasPower Skiving PDFmadhavikAún no hay calificaciones
- Gearbox Design and Analysis - ProgramDocumento4 páginasGearbox Design and Analysis - Programمحمد نتعيAún no hay calificaciones
- KISSsoft 2019 Tutorial 15Documento24 páginasKISSsoft 2019 Tutorial 15NguyễnVănLăngAún no hay calificaciones
- Eska BoardDocumento2 páginasEska BoardDejan DrumacAún no hay calificaciones
- Design: Technical DetailsDocumento14 páginasDesign: Technical DetailsDejan DrumacAún no hay calificaciones
- MAHO Philips 432 M700 Programming ManualDocumento271 páginasMAHO Philips 432 M700 Programming ManualDejan DrumacAún no hay calificaciones
- Kisssoft Tut 009 E GearsizingDocumento20 páginasKisssoft Tut 009 E GearsizingDejan DrumacAún no hay calificaciones
- SNL 524-620Documento5 páginasSNL 524-620Dejan DrumacAún no hay calificaciones
- ManualDocumento1195 páginasManualDejan DrumacAún no hay calificaciones
- New ZVL-ZKL CatalogDocumento212 páginasNew ZVL-ZKL CatalogRelucsAún no hay calificaciones
- Gearbox CatalogDocumento9 páginasGearbox CatalogPornthep PreechayasomboonAún no hay calificaciones
- EgsDocumento7 páginasEgsachmade zakryAún no hay calificaciones
- گیربکس ۷ سرعته Ddct VwDocumento85 páginasگیربکس ۷ سرعته Ddct VwAmin MombiniAún no hay calificaciones
- Dual-Clutch Transmission (DCT) or Direct-Shift Gearbox (DSG)Documento13 páginasDual-Clutch Transmission (DCT) or Direct-Shift Gearbox (DSG)Har NeetAún no hay calificaciones
- Remove Install Through Drive ShaftDocumento3 páginasRemove Install Through Drive ShaftGeorgeAún no hay calificaciones
- Adf MP c5503Documento70 páginasAdf MP c5503hector juarezAún no hay calificaciones
- Worm Gear Calculation PDFDocumento19 páginasWorm Gear Calculation PDFvrushabhAún no hay calificaciones
- South Bend Lathe Model A GearsDocumento12 páginasSouth Bend Lathe Model A Gearsmartik777100% (1)
- Gokul PDF SprocketDocumento26 páginasGokul PDF SprocketKishore VélúAún no hay calificaciones
- Repair Instructions - Off Vehicle: A/Trans Case AssemblyDocumento94 páginasRepair Instructions - Off Vehicle: A/Trans Case AssemblyHidromaticos RAún no hay calificaciones
- I 30 A4cf2Documento53 páginasI 30 A4cf2Saulo Dias NorbertoAún no hay calificaciones
- 6 Speed Automatic Transaxle AWF21 PDFDocumento66 páginas6 Speed Automatic Transaxle AWF21 PDFMihai Mitrea100% (3)
- YugosDocumento204 páginasYugosDIEGO FRAUSTOAún no hay calificaciones
- Cross Refence Cajas 1Documento144 páginasCross Refence Cajas 1Christian ruiz noreñaAún no hay calificaciones
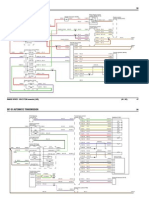
- Elec. Schema TD6Documento5 páginasElec. Schema TD6Katrien GoutryAún no hay calificaciones
- Gear Changing Techniques For 18 SpeedDocumento12 páginasGear Changing Techniques For 18 SpeedU0U0IAún no hay calificaciones
- Toyota A TransmissionDocumento5 páginasToyota A TransmissionnkmiplaalAún no hay calificaciones
- AGS and GS7 Shift SystemsDocumento124 páginasAGS and GS7 Shift Systemsrenat93% (43)
- Chapter Two Manual Transmission/TransaxleDocumento13 páginasChapter Two Manual Transmission/TransaxleabasAún no hay calificaciones
- Types of Chain: Standard Roller Chain O-Ring Chain X-Ring ChainDocumento4 páginasTypes of Chain: Standard Roller Chain O-Ring Chain X-Ring ChainKapil SumanAún no hay calificaciones
- Automobile Engineering - UNIT 3:transmission SystemDocumento19 páginasAutomobile Engineering - UNIT 3:transmission SystemSirajAyesha100% (1)
- Drivelines: System OverviewDocumento14 páginasDrivelines: System Overviewr031n fAún no hay calificaciones
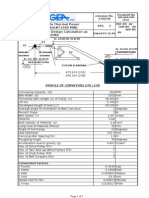
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocumento7 páginasProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMASara Lopez100% (8)
- Manual Despiece Hydra-Matic 6T70-75Documento186 páginasManual Despiece Hydra-Matic 6T70-75Enedine Ramirez100% (1)
- Slides. Rear Axle RTS2370A. Texto PDFDocumento16 páginasSlides. Rear Axle RTS2370A. Texto PDFYery Cruz100% (2)
- SR1900 EuroricambiDocumento12 páginasSR1900 Euroricambiwilfredo escobar gutierrezAún no hay calificaciones
- STOCKDocumento309 páginasSTOCKarta lavistaAún no hay calificaciones
- Mech CVTDocumento15 páginasMech CVTOmar AhmedAún no hay calificaciones
- Manual Redutores SEWDocumento154 páginasManual Redutores SEWLucas Issamu Nakasone PauloAún no hay calificaciones
- FORD RANGER Workshop ManualDocumento1427 páginasFORD RANGER Workshop ManualAnonymous kyBFYD89% (111)