También podría gustarte
- Line Sizing Guideline EssentialsDocumento33 páginasLine Sizing Guideline EssentialsDavid Gustavo Duran TangoAún no hay calificaciones
- Flow Analysis for Hydrocarbon Pipeline EngineeringDe EverandFlow Analysis for Hydrocarbon Pipeline EngineeringAún no hay calificaciones
- 2 Nozzle Pressure DistributionDocumento4 páginas2 Nozzle Pressure DistributionKonul AlizadehAún no hay calificaciones
- The Supply of A Seawater Injection System For 30,000 BWPD ServiceDocumento30 páginasThe Supply of A Seawater Injection System For 30,000 BWPD ServiceAnonymous O0lyGOShYGAún no hay calificaciones
- 3 Oil and Gas Separation Design Manual by C Richard SivallsDocumento63 páginas3 Oil and Gas Separation Design Manual by C Richard SivallsSemih Özsağıroğlu100% (1)
- Chemical Process Principles PDFDocumento1159 páginasChemical Process Principles PDFDeagalindo93% (14)
- Slug Catcher Conceptual DesignDocumento8 páginasSlug Catcher Conceptual Designfanziskus100% (1)
- Slug Catcher Process SeparationDocumento2 páginasSlug Catcher Process SeparationKriztopher Urrutia100% (1)
- A New Approach For Finger Storage Slug CatcherDocumento8 páginasA New Approach For Finger Storage Slug CatcherfanziskusAún no hay calificaciones
- Open Drain Separator SizingDocumento23 páginasOpen Drain Separator SizingSuchart TarasapAún no hay calificaciones
- Slug Catcher-Finger Type DesignDocumento5 páginasSlug Catcher-Finger Type Designdndudc86% (7)
- Guide For Vessel Sizing PDFDocumento24 páginasGuide For Vessel Sizing PDFManish542Aún no hay calificaciones
- Slug Catcher Vergara2007Documento5 páginasSlug Catcher Vergara2007Guillermo CorderoAún no hay calificaciones
- CMPAPPP Separator Vessel and Filter Design GuideDocumento18 páginasCMPAPPP Separator Vessel and Filter Design GuideJWilson73Aún no hay calificaciones
- Slug Catcher SizingDocumento11 páginasSlug Catcher Sizingsohail06100% (2)
- Validation Report On The 2 Phase Line Sizing 3 PDFDocumento18 páginasValidation Report On The 2 Phase Line Sizing 3 PDFJoseph MedinaAún no hay calificaciones
- Chen 3009 - Tutorial 2-2021 RevisedDocumento43 páginasChen 3009 - Tutorial 2-2021 RevisedRosario QFAún no hay calificaciones
- Technical PaperDocumento6 páginasTechnical PaperCJ CHAún no hay calificaciones
- Flow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and DiameterDocumento21 páginasFlow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and Diameterjroman33Aún no hay calificaciones
- Volume and Wetted Area of Partially Filled Horizontal VesselsDocumento11 páginasVolume and Wetted Area of Partially Filled Horizontal VesselsMelvin MagbanuaAún no hay calificaciones
- 2 Phase Seperator PDFDocumento66 páginas2 Phase Seperator PDFKanthan DevanAún no hay calificaciones
- 16 PR Paper158175Documento5 páginas16 PR Paper158175Jomer J SimpsonAún no hay calificaciones
- Structured Packing BrochureDocumento12 páginasStructured Packing BrochureMoad Bouzida100% (1)
- Indus - PGD Process Design EngineeringDocumento2 páginasIndus - PGD Process Design EngineeringAmarjeet SandhuAún no hay calificaciones
- Vertical Coalescer Separators For API-1581 Category C Type SDocumento2 páginasVertical Coalescer Separators For API-1581 Category C Type SGaluh AjengAún no hay calificaciones
- Finger Type Slug CatcherDocumento41 páginasFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (1)
- Basic Data Sources and Distillation FundamentalsDocumento27 páginasBasic Data Sources and Distillation FundamentalsChakerZagroubaAún no hay calificaciones
- Flare Gas Recovery PDFDocumento13 páginasFlare Gas Recovery PDFSadad MohamadAún no hay calificaciones
- Vent Sizing Applications For Reactive SystemsDocumento10 páginasVent Sizing Applications For Reactive SystemsAritraDalalAún no hay calificaciones
- Sonic VelocityDocumento2 páginasSonic Velocityganeshdhage100% (1)
- Section 7 - Separation EquipmentDocumento9 páginasSection 7 - Separation Equipmentlulis171Aún no hay calificaciones
- GPSA Section 2Documento6 páginasGPSA Section 2braianvegas12Aún no hay calificaciones
- Liquefaction Process EvaluationDocumento15 páginasLiquefaction Process Evaluationapi-3715370100% (1)
- High Performance Trays PDFDocumento9 páginasHigh Performance Trays PDFAlan ChewAún no hay calificaciones
- Slug Catcher Sizing SpreadsheetDocumento14 páginasSlug Catcher Sizing Spreadsheettoño16Aún no hay calificaciones
- Hydraulic TransientsDocumento58 páginasHydraulic TransientsjulianvillajosAún no hay calificaciones
- GoyalDocumento3 páginasGoyalVan LeAún no hay calificaciones
- OrvDocumento8 páginasOrviqtorresAún no hay calificaciones
- Sizing of Glycol ContactorDocumento10 páginasSizing of Glycol ContactorGODWIN ANYIMAH100% (1)
- Pressurized Glycol Dehy SystemsDocumento11 páginasPressurized Glycol Dehy SystemsJagan BoseAún no hay calificaciones
- On The Design of Thermal BreathingDocumento6 páginasOn The Design of Thermal BreathingLizbeth Fiallos AvilaAún no hay calificaciones
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocumento7 páginasMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIAún no hay calificaciones
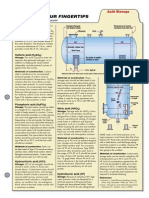
- Acid StorageDocumento1 páginaAcid StorageChelsea SkinnerAún no hay calificaciones
- Reduced Bore Valve Resistance Coefficient CalculationDocumento3 páginasReduced Bore Valve Resistance Coefficient CalculationRafael ReyesAún no hay calificaciones
- Low Temperature IssuesDocumento21 páginasLow Temperature IssuesOke Adesina GaniyuAún no hay calificaciones
- E07 QDocumento20 páginasE07 QSoledad Fernández SantosAún no hay calificaciones
- Different Between Nm3Documento11 páginasDifferent Between Nm3Iskandar Zulkarnain HasibuanAún no hay calificaciones
- Wet Gas Sampling in The Upstream Area Rev Brazil - ISO TC193 - SC3 Chairman DocumentDocumento13 páginasWet Gas Sampling in The Upstream Area Rev Brazil - ISO TC193 - SC3 Chairman DocumentPhilip A Lawrence C.Eng. F. Inst M.C.Aún no hay calificaciones
- HANDBOOK Blanket Gas Regulators PDFDocumento8 páginasHANDBOOK Blanket Gas Regulators PDFfrankz89Aún no hay calificaciones
- Slug Length Vol Calc Multiphase PipelineDocumento12 páginasSlug Length Vol Calc Multiphase PipelineJayesh ChandranAún no hay calificaciones
- Blowdown of Vessels and Pipelines: S.M. Richardson & G. SavilleDocumento15 páginasBlowdown of Vessels and Pipelines: S.M. Richardson & G. SavillefaisalmuradAún no hay calificaciones
- Calculation of Z Factors For Natural Gases Using Equations of State P.M. Dranchuk J.H. Abou-KassemDocumento4 páginasCalculation of Z Factors For Natural Gases Using Equations of State P.M. Dranchuk J.H. Abou-KassemAnonymous cCmpclQF6oAún no hay calificaciones
- Process Calculation: Flare Diameter (D)Documento2 páginasProcess Calculation: Flare Diameter (D)kristian08100% (1)
- EHB en 7.5 Sizing According To ISO 4126 1Documento10 páginasEHB en 7.5 Sizing According To ISO 4126 1XpizmonAún no hay calificaciones
- Restriction Orifice Flow Control GuideDocumento3 páginasRestriction Orifice Flow Control Guidemsr22Aún no hay calificaciones
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocumento9 páginasCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainAún no hay calificaciones
- PSV Sizing Tool - API BasedDocumento11 páginasPSV Sizing Tool - API BasedJoseph Paul Ilagan0% (1)
- Thermal BowingDocumento8 páginasThermal BowingA. VenugopalAún no hay calificaciones
- Flare Modeling ParametersDocumento25 páginasFlare Modeling Parametersf3byz100% (1)
- Flare NetDocumento2 páginasFlare NetPetrol SollyAún no hay calificaciones
- Purge Gas OptimizationDocumento7 páginasPurge Gas OptimizationVangapanduSrinivasarao100% (2)
- Multiphase Flow 1995De EverandMultiphase Flow 1995A. SerizawaAún no hay calificaciones
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDe EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentAún no hay calificaciones
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesDe EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesAún no hay calificaciones
- Learn Korean Ep. 5: "Also" and "Again"Documento3 páginasLearn Korean Ep. 5: "Also" and "Again"Billy GoAún no hay calificaciones
- Learn Korean Ep. 78: “Worth Doing” Grammar Form 만하다Documento3 páginasLearn Korean Ep. 78: “Worth Doing” Grammar Form 만하다Lorena DávilaAún no hay calificaciones
- Learn Korean Ep. 5: "Also" and "Again"Documento3 páginasLearn Korean Ep. 5: "Also" and "Again"Billy GoAún no hay calificaciones
- Local Maximum Flame Length of Flares in A CrosswindDocumento5 páginasLocal Maximum Flame Length of Flares in A CrosswindLorena DávilaAún no hay calificaciones
- Visit For More Chinese Learning ResourcesDocumento32 páginasVisit For More Chinese Learning ResourcesLorena DávilaAún no hay calificaciones
- Flares and Stacks: G2 © ICARUS Corporation, 1998Documento10 páginasFlares and Stacks: G2 © ICARUS Corporation, 1998Lorena DávilaAún no hay calificaciones
- Hsk4 SmallestDocumento79 páginasHsk4 SmallestLorena DávilaAún no hay calificaciones
- Visit For More Chinese Learning ResourcesDocumento60 páginasVisit For More Chinese Learning ResourcesLorena DávilaAún no hay calificaciones
- Hsk3 SmallestDocumento50 páginasHsk3 SmallestLorena DávilaAún no hay calificaciones
- hsk2 HanziDocumento31 páginashsk2 HanziPrajakta DigheAún no hay calificaciones
- Learn Korean Ep. 5: "Also" and "Again"Documento3 páginasLearn Korean Ep. 5: "Also" and "Again"Billy GoAún no hay calificaciones
- Level 2 Lesson 1: Future TenseDocumento3 páginasLevel 2 Lesson 1: Future Tensedomon46Aún no hay calificaciones
- A2-14 Noise Barrier Screening (06 Jul 09)Documento1 páginaA2-14 Noise Barrier Screening (06 Jul 09)Lorena DávilaAún no hay calificaciones
- EHB en 0-IntroductionDocumento2 páginasEHB en 0-IntroductionGabriel RangelAún no hay calificaciones
- NoiseCon 2004 PaperDocumento9 páginasNoiseCon 2004 PaperLorena DávilaAún no hay calificaciones
- 006 - 2008 Jockey Pumps - RH May 18Documento5 páginas006 - 2008 Jockey Pumps - RH May 18Amin UdinAún no hay calificaciones
- Engineering Information - Flow Charts - "C" FactorsDocumento1 páginaEngineering Information - Flow Charts - "C" FactorsLorena DávilaAún no hay calificaciones
- GAPS Guidelines: Distillation of Flammable or Combustible LiquidsDocumento7 páginasGAPS Guidelines: Distillation of Flammable or Combustible LiquidsLorena DávilaAún no hay calificaciones
- Easy Control Valve SelectionDocumento5 páginasEasy Control Valve SelectionhrtoroAún no hay calificaciones
- Water Section 10 PDFDocumento48 páginasWater Section 10 PDFLorena DávilaAún no hay calificaciones
- Wheatley Series 822 Check Valves FlyerDocumento2 páginasWheatley Series 822 Check Valves FlyerLorena DávilaAún no hay calificaciones
- wl118 0308 Pressure20rating PDFDocumento4 páginaswl118 0308 Pressure20rating PDFLorena DávilaAún no hay calificaciones
- 11-7449 Brochure PIMS FINAL PDFDocumento6 páginas11-7449 Brochure PIMS FINAL PDFLorena DávilaAún no hay calificaciones
- Pressure Relief Valve Engineering HandbookDocumento93 páginasPressure Relief Valve Engineering Handbookakrouti92% (12)
- 103102024Documento5 páginas103102024Lorena DávilaAún no hay calificaciones
- Comparative Study of Flare Modeling MethodologiesDocumento15 páginasComparative Study of Flare Modeling MethodologiesLorena DávilaAún no hay calificaciones
- Ees Manual PDFDocumento356 páginasEes Manual PDFLorena DávilaAún no hay calificaciones
- Days of Creation Wheel2 PDFDocumento2 páginasDays of Creation Wheel2 PDFLorena DávilaAún no hay calificaciones
- 08 2009 128 Nikollic 04Documento12 páginas08 2009 128 Nikollic 04Lorena DávilaAún no hay calificaciones
- 1 s2.0 0360128578900084 MainDocumento50 páginas1 s2.0 0360128578900084 MainJefferson DavidAún no hay calificaciones
- Two-Phase Modelling of Laminar Film Condensation From Vapour-Gas Mixtures in Declining Parallel-Plate ChannelsDocumento9 páginasTwo-Phase Modelling of Laminar Film Condensation From Vapour-Gas Mixtures in Declining Parallel-Plate Channelsait hssainAún no hay calificaciones
- HKDSE Phy 1A A4 - AllDocumento19 páginasHKDSE Phy 1A A4 - Alljackson wongAún no hay calificaciones
- IG-01 (Argon)- Safe, Effective, Environment-friendly Fire SuppressionDocumento8 páginasIG-01 (Argon)- Safe, Effective, Environment-friendly Fire SuppressionBang IzwanAún no hay calificaciones
- Decoding - MSDS PPT 3Documento17 páginasDecoding - MSDS PPT 3VidyaAún no hay calificaciones
- Chan Scope and Dew Point Tester ManualDocumento64 páginasChan Scope and Dew Point Tester ManualmercuryandmarsAún no hay calificaciones
- Analysis For Natural Gas and Similar Gaseous Mixtures by Gas ChromatographyDocumento18 páginasAnalysis For Natural Gas and Similar Gaseous Mixtures by Gas ChromatographyJesseAún no hay calificaciones
- A CFD-based Approach To Predict Explosion Overpressure: A Comparison To Current MethodsDocumento9 páginasA CFD-based Approach To Predict Explosion Overpressure: A Comparison To Current MethodsYogastoAún no hay calificaciones
- Major Exam SolutionsDocumento4 páginasMajor Exam Solutionssanskar soniAún no hay calificaciones
- Siemens SITRANS FC430 HART Service Man A5E03736884 2013 12 CoriolisisDocumento82 páginasSiemens SITRANS FC430 HART Service Man A5E03736884 2013 12 CoriolisisAndresRojasAún no hay calificaciones
- Physics Manual Upper Level Educational InstituteDocumento89 páginasPhysics Manual Upper Level Educational InstituteTiana MorrisonAún no hay calificaciones
- FIITJEE - (JEE-Advanced) : Physics, Chemistry & MathematicsDocumento13 páginasFIITJEE - (JEE-Advanced) : Physics, Chemistry & MathematicsSamarth AggarwalAún no hay calificaciones
- AMS Chemistry 08-19-2020 D5 PDFDocumento20 páginasAMS Chemistry 08-19-2020 D5 PDFbry kaligayahanAún no hay calificaciones
- Perry TabbingDocumento2 páginasPerry TabbingDianna DayawonAún no hay calificaciones
- Modul Kimia Skor ADocumento9 páginasModul Kimia Skor Aacik5596Aún no hay calificaciones
- 1st PU Physics Model QP 1 PDFDocumento14 páginas1st PU Physics Model QP 1 PDFPrasad C M71% (7)
- Mathematical Series and FunctionsDocumento15 páginasMathematical Series and FunctionsMary ThummaAún no hay calificaciones
- CRC Handbook PDFDocumento106 páginasCRC Handbook PDFJen MegahAún no hay calificaciones
- CHEMISTRYDocumento8 páginasCHEMISTRYMUHAMMAD AHMADAún no hay calificaciones
- ReticulationDocumento118 páginasReticulationIzzul Hazim100% (1)
- Spe 96587 PDFDocumento6 páginasSpe 96587 PDFMohamed YousryAún no hay calificaciones
- Sciencedirect: Large Eddy Simulation of Fire SpreadDocumento7 páginasSciencedirect: Large Eddy Simulation of Fire SpreadjanainaAún no hay calificaciones
- Chemistry F5C1Documento9 páginasChemistry F5C1Mohammad Nur SyafiqAún no hay calificaciones
- Study and Design of Power Plant Transformer Explosion and Fire Prevention PDFDocumento8 páginasStudy and Design of Power Plant Transformer Explosion and Fire Prevention PDFChristian D. OrbeAún no hay calificaciones
- Equilibrium Multiple Choice ReviewDocumento33 páginasEquilibrium Multiple Choice ReviewXUAún no hay calificaciones
- Diffusion in SolidsDocumento4 páginasDiffusion in SolidspandianvijaybharathiAún no hay calificaciones