También podría gustarte
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeCalificación: 4 de 5 estrellas4/5 (5794)
- ThesisDocumento128 páginasThesisPawan ChaturvediAún no hay calificaciones
- The Little Book of Hygge: Danish Secrets to Happy LivingDe EverandThe Little Book of Hygge: Danish Secrets to Happy LivingCalificación: 3.5 de 5 estrellas3.5/5 (399)
- Plasma and OxifuelDocumento20 páginasPlasma and OxifuelPawan ChaturvediAún no hay calificaciones
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryCalificación: 3.5 de 5 estrellas3.5/5 (231)
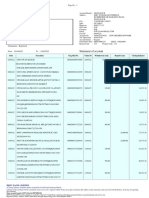
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocumento3 páginasStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalancePawan ChaturvediAún no hay calificaciones
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceCalificación: 4 de 5 estrellas4/5 (894)
- OIL Cleanliness FundamentalsDocumento43 páginasOIL Cleanliness FundamentalsPawan ChaturvediAún no hay calificaciones
- The Yellow House: A Memoir (2019 National Book Award Winner)De EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Calificación: 4 de 5 estrellas4/5 (98)
- Unit 1 - A - Improper IntegralDocumento8 páginasUnit 1 - A - Improper IntegralPawan ChaturvediAún no hay calificaciones
- Shoe Dog: A Memoir by the Creator of NikeDe EverandShoe Dog: A Memoir by the Creator of NikeCalificación: 4.5 de 5 estrellas4.5/5 (537)
- Claim Form PDFDocumento5 páginasClaim Form PDFmeghaAún no hay calificaciones
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureCalificación: 4.5 de 5 estrellas4.5/5 (474)
- AIGA 046 - 08 Periodic Inspection of Static Cryogenic Vessels - Reformated Jan 12Documento13 páginasAIGA 046 - 08 Periodic Inspection of Static Cryogenic Vessels - Reformated Jan 12aliAún no hay calificaciones
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe EverandNever Split the Difference: Negotiating As If Your Life Depended On ItCalificación: 4.5 de 5 estrellas4.5/5 (838)
- DPSB Cir Not 2023 24 001Documento2 páginasDPSB Cir Not 2023 24 001Pawan ChaturvediAún no hay calificaciones
- Grit: The Power of Passion and PerseveranceDe EverandGrit: The Power of Passion and PerseveranceCalificación: 4 de 5 estrellas4/5 (587)
- DPSB Cir Not 2023 24 001Documento2 páginasDPSB Cir Not 2023 24 001Pawan ChaturvediAún no hay calificaciones
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaCalificación: 4.5 de 5 estrellas4.5/5 (265)
- Class 5BDocumento1 páginaClass 5BPawan ChaturvediAún no hay calificaciones
- AssignmentDocumento1 páginaAssignmentPawan ChaturvediAún no hay calificaciones
- DPSB Cir Not 2022 23 019Documento2 páginasDPSB Cir Not 2022 23 019Pawan ChaturvediAún no hay calificaciones
- The Emperor of All Maladies: A Biography of CancerDe EverandThe Emperor of All Maladies: A Biography of CancerCalificación: 4.5 de 5 estrellas4.5/5 (271)
- Mutual Fund Tracker IndiaDocumento979 páginasMutual Fund Tracker IndiaMahesh NaikAún no hay calificaciones
- On Fire: The (Burning) Case for a Green New DealDe EverandOn Fire: The (Burning) Case for a Green New DealCalificación: 4 de 5 estrellas4/5 (73)
- Astm B88 2009 PDFDocumento7 páginasAstm B88 2009 PDFAntonio JAún no hay calificaciones
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersCalificación: 4.5 de 5 estrellas4.5/5 (344)
- Astm A420a420m 16Documento6 páginasAstm A420a420m 16Chistian AcostaAún no hay calificaciones
- Team of Rivals: The Political Genius of Abraham LincolnDe EverandTeam of Rivals: The Political Genius of Abraham LincolnCalificación: 4.5 de 5 estrellas4.5/5 (234)
- Foster BUTYLAR NXT PDS R1019Documento2 páginasFoster BUTYLAR NXT PDS R1019Pawan ChaturvediAún no hay calificaciones
- A648Documento4 páginasA648Hanibale Nuril HakimAún no hay calificaciones
- Is 1200 15Documento12 páginasIs 1200 15ramachandra_20012040Aún no hay calificaciones
- Rise of ISIS: A Threat We Can't IgnoreDe EverandRise of ISIS: A Threat We Can't IgnoreCalificación: 3.5 de 5 estrellas3.5/5 (137)
- API 571 Training CourseDocumento140 páginasAPI 571 Training Courseapply1984237197% (29)
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocumento5 páginasStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalancePawan ChaturvediAún no hay calificaciones
- The Unwinding: An Inner History of the New AmericaDe EverandThe Unwinding: An Inner History of the New AmericaCalificación: 4 de 5 estrellas4/5 (45)
- Ecan 19112QZ00NDocumento2 páginasEcan 19112QZ00NPawan ChaturvediAún no hay calificaciones
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyCalificación: 3.5 de 5 estrellas3.5/5 (2219)
- 90 Tips & Tricks Every SAP Super User Should KnowDocumento90 páginas90 Tips & Tricks Every SAP Super User Should Knowkumar N100% (2)
- General Partner Information and Project Scope Definition Natural Gas TransmissionDocumento6 páginasGeneral Partner Information and Project Scope Definition Natural Gas TransmissionPawan Chaturvedi100% (1)
- SC119 - Umoja Plant Maintenance Overview - CBT PPT - V5Documento67 páginasSC119 - Umoja Plant Maintenance Overview - CBT PPT - V5graemesquires85Aún no hay calificaciones
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreCalificación: 4 de 5 estrellas4/5 (1090)
- Hydraulic Hoses V2Documento96 páginasHydraulic Hoses V2Taufiq WibawaAún no hay calificaciones
- Fine Filter BrochureDocumento6 páginasFine Filter BrochurePawan ChaturvediAún no hay calificaciones
- Using BOM's To Gain Planning & Scheduling Efficiencies: Jeff SmithDocumento27 páginasUsing BOM's To Gain Planning & Scheduling Efficiencies: Jeff SmithPawan ChaturvediAún no hay calificaciones
- Mechanical Maintennace PlansDocumento168 páginasMechanical Maintennace PlansPawan ChaturvediAún no hay calificaciones
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Calificación: 4.5 de 5 estrellas4.5/5 (119)
- ARPM Handbook Rev April 2015 PDFDocumento194 páginasARPM Handbook Rev April 2015 PDFKavir RamdassAún no hay calificaciones
- 6th Grade Science QuizDocumento5 páginas6th Grade Science QuizJaqueGadinMontales100% (1)
- Spec ST2D 9851 2251 01f - tcm795-1539250 PDFDocumento4 páginasSpec ST2D 9851 2251 01f - tcm795-1539250 PDFRizky AsharyAún no hay calificaciones
- Swissauto 250Documento51 páginasSwissauto 250Mothi Ram100% (1)
- Piranha Ironworker Model PII-110 Repair Manual and Parts ListDocumento42 páginasPiranha Ironworker Model PII-110 Repair Manual and Parts Listrop703406Aún no hay calificaciones
- The Perks of Being a WallflowerDe EverandThe Perks of Being a WallflowerCalificación: 4.5 de 5 estrellas4.5/5 (2099)
- Inframetrics CryocoolerDocumento14 páginasInframetrics Cryocoolerfirstbook1Aún no hay calificaciones
- S12H-engine - PDF SPECSDocumento3 páginasS12H-engine - PDF SPECSMarcos Vinicio StizzioliAún no hay calificaciones
- Experimental Investigation and CFD Analysis of An Single Cylinder Four Stroke C.I. Engine Exhaust SystemDocumento24 páginasExperimental Investigation and CFD Analysis of An Single Cylinder Four Stroke C.I. Engine Exhaust SystemSohamAún no hay calificaciones
- CV Gabriel Pantilica 2014Documento5 páginasCV Gabriel Pantilica 2014GabrielPantilicaAún no hay calificaciones
- 12aym WGTDocumento2 páginas12aym WGTMuhammad KarimAún no hay calificaciones
- MEP 002A Intermediate and Depot Level Maintenance Manual TM 5 6115 584 34Documento194 páginasMEP 002A Intermediate and Depot Level Maintenance Manual TM 5 6115 584 34GreenMountainGeneratorsAún no hay calificaciones
- 509 - USER Datakom PDFDocumento63 páginas509 - USER Datakom PDFCarlos BarazarteAún no hay calificaciones
- Her Body and Other Parties: StoriesDe EverandHer Body and Other Parties: StoriesCalificación: 4 de 5 estrellas4/5 (821)
- Part Subtitusi Every 16 - 03 - 20Documento1 páginaPart Subtitusi Every 16 - 03 - 20Nacz92Aún no hay calificaciones
- 299D2 XHP: SpecificationsDocumento4 páginas299D2 XHP: SpecificationsYoel Delgado LopezAún no hay calificaciones
- Osb 613 e IiDocumento180 páginasOsb 613 e Iidanish khanAún no hay calificaciones
- Manual Taller PDFDocumento12 páginasManual Taller PDFDiego TorresAún no hay calificaciones
- Catalogo Pompe e Iniettori Pompa RigeneratiDocumento69 páginasCatalogo Pompe e Iniettori Pompa RigeneratiEduan HualpaAún no hay calificaciones
- Kiseka Ivan Project ReportDocumento29 páginasKiseka Ivan Project ReportOtim geoffrey okotAún no hay calificaciones
- COAL-Rank, Grade and TypeDocumento83 páginasCOAL-Rank, Grade and TypeLolen Nokcha Jamir78% (9)
- Blowoff ExplanationDocumento5 páginasBlowoff ExplanationPablo SanciminoAún no hay calificaciones
- QSK95G4Documento2 páginasQSK95G4Mohamed Kamal0% (1)
- TBG 632 Limit Values List PDFDocumento23 páginasTBG 632 Limit Values List PDFRaul MontoyaAún no hay calificaciones
- Lotus and F1 Engines: A History of InnovationDocumento10 páginasLotus and F1 Engines: A History of InnovationshahrizalAún no hay calificaciones
- Fuel Storage Tanks As Per NFPA 11Documento1 páginaFuel Storage Tanks As Per NFPA 11Adil MominAún no hay calificaciones
- Concord Oct11Documento60 páginasConcord Oct11Kunjal Kumar SinghAún no hay calificaciones
- Propylene Production PathwaysDocumento60 páginasPropylene Production PathwaysIntratec SolutionsAún no hay calificaciones
- 1014 BKTNG ME SP 0017 - Rev0 Specification For EDG PackageDocumento1 página1014 BKTNG ME SP 0017 - Rev0 Specification For EDG Packagesondk2Aún no hay calificaciones
- Lazards Levelized Cost of Energy Analysis 9.0Documento20 páginasLazards Levelized Cost of Energy Analysis 9.0Matthew LevineAún no hay calificaciones
- G060038 - 2016-10-10 - CECOD Guide For Assessing Zoning For 1999-92-EC Around Dispensers - Rev 3Documento33 páginasG060038 - 2016-10-10 - CECOD Guide For Assessing Zoning For 1999-92-EC Around Dispensers - Rev 3Roman MakarAún no hay calificaciones
- Thermal Gasification For Power and FuelsDocumento105 páginasThermal Gasification For Power and FuelsRodolfo Barbosa YoungAún no hay calificaciones
- 06 FEED Development - Onshore and OffshoreDocumento2 páginas06 FEED Development - Onshore and Offshorezdq02Aún no hay calificaciones
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDe EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsAún no hay calificaciones
- Guidelines for Chemical Process Quantitative Risk AnalysisDe EverandGuidelines for Chemical Process Quantitative Risk AnalysisCalificación: 5 de 5 estrellas5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDe EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksCalificación: 5 de 5 estrellas5/5 (1)
- Guidelines for the Management of Change for Process SafetyDe EverandGuidelines for the Management of Change for Process SafetyAún no hay calificaciones
- Advanced Process Control: Beyond Single Loop ControlDe EverandAdvanced Process Control: Beyond Single Loop ControlAún no hay calificaciones
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDe EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationCalificación: 4 de 5 estrellas4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressDe EverandNuclear Energy in the 21st Century: World Nuclear University PressCalificación: 4.5 de 5 estrellas4.5/5 (3)