También podría gustarte
- Data Sheet Tanque API 650 Prointeca 2021Documento7 páginasData Sheet Tanque API 650 Prointeca 2021Marvin William Montes Cristo100% (1)
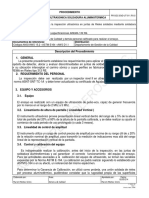
- Procedimiento de Evaluacion e Inspeccion de TK A1Documento12 páginasProcedimiento de Evaluacion e Inspeccion de TK A1marvin montesAún no hay calificaciones
- Listado de Equipos Medicion y EnsayoDocumento2 páginasListado de Equipos Medicion y EnsayoMarvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 005Documento2 páginasG03DC Acc Accc LVC 005Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 005Documento2 páginasG03DC Acc Accc LVC 005Marvin William Montes CristoAún no hay calificaciones
- Mantenimiento Preventivo Separador de Prueba .Rv1Documento12 páginasMantenimiento Preventivo Separador de Prueba .Rv1Marvin William Montes CristoAún no hay calificaciones
- Presentacion Oficial M&C INGENIERIA PLUS 2022 EneroDocumento13 páginasPresentacion Oficial M&C INGENIERIA PLUS 2022 EneroMarvin William Montes CristoAún no hay calificaciones
- Manual PDFDocumento19 páginasManual PDFJesus Cruz DiazAún no hay calificaciones
- Registro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Documento1 páginaRegistro de Evaluacion de Junta X Ultrasonido PROINTECA 2022Marvin William Montes CristoAún no hay calificaciones
- Certificación de Prueba Hidrostática-ProintecaDocumento1 páginaCertificación de Prueba Hidrostática-ProintecaMarvin William Montes CristoAún no hay calificaciones
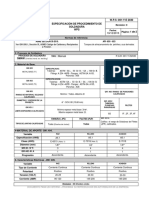
- W.P.S - 001-Y-E 2030Documento2 páginasW.P.S - 001-Y-E 2030Marvin William Montes CristoAún no hay calificaciones
- Plan de Calidad Del Proyecto Ingenieria 4 03 2021 RV ADocumento52 páginasPlan de Calidad Del Proyecto Ingenieria 4 03 2021 RV AMarvin William Montes CristoAún no hay calificaciones
- Manual Modbat PC Ed Rev2011Documento4 páginasManual Modbat PC Ed Rev2011Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 002Documento2 páginasG03DC Acc Accc LVC 002Marvin William Montes CristoAún no hay calificaciones
- Laboratorio de sueloDocumento2 páginasLaboratorio de sueloMarvin William Montes CristoAún no hay calificaciones
- Electrodo Alfa 70A1Documento2 páginasElectrodo Alfa 70A1Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 004Documento2 páginasG03DC Acc Accc LVC 004Marvin William Montes CristoAún no hay calificaciones
- G03DC Acc Accc LVC 001 - 1Documento2 páginasG03DC Acc Accc LVC 001 - 1Marvin William Montes CristoAún no hay calificaciones
- Curso UT Nivel II 2Documento152 páginasCurso UT Nivel II 2Marvin William Montes Cristo100% (1)
- Configuración y operación de instrumentos LWD y MWDDocumento123 páginasConfiguración y operación de instrumentos LWD y MWDMarvin William Montes CristoAún no hay calificaciones
- Inspección ultrasónica soldadura aluminotérmicaDocumento3 páginasInspección ultrasónica soldadura aluminotérmicaMarvin William Montes Cristo100% (2)
- G03DC Acc Accc LVC 001Documento2 páginasG03DC Acc Accc LVC 001Marvin William Montes CristoAún no hay calificaciones
- Liquidos Penetrantes CAP IV VDocumento48 páginasLiquidos Penetrantes CAP IV Vjosedgon_852757974Aún no hay calificaciones
- HOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIDocumento2 páginasHOJA TECNICA ALFA 74 AWS E7024 Mod. 05 SEP 2020 CEVCTER IIIMarvin William Montes CristoAún no hay calificaciones
- Curso de Inspeccion VisualDocumento130 páginasCurso de Inspeccion Visualharold castillo100% (1)
- Plan de La Calidad - SCHLUMBERGER (Propuesto)Documento53 páginasPlan de La Calidad - SCHLUMBERGER (Propuesto)Marvin William Montes CristoAún no hay calificaciones
- Separadores de Prueba Petropiar. Version 1Documento12 páginasSeparadores de Prueba Petropiar. Version 1Marvin William Montes CristoAún no hay calificaciones
- PLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxDocumento24 páginasPLAN DE INVERSION PROYECTOS MHM 2020. R1xlsxMarvin William Montes CristoAún no hay calificaciones
- Alfa 60 Hoja Tecnica PDFDocumento2 páginasAlfa 60 Hoja Tecnica PDFMarvin William Montes CristoAún no hay calificaciones
- Plan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosDocumento75 páginasPlan de Inspección para Intercambiador de Calor para El Tipo Carcasa-Haz Tubular Mediante Ensayos No DestructivosKarla FernándezAún no hay calificaciones
- CAPITULO 7 TransicionesDocumento30 páginasCAPITULO 7 TransicionesMARIANOAún no hay calificaciones
- Maquina de Vapor GeneralidadesDocumento12 páginasMaquina de Vapor GeneralidadesReynolds HansAún no hay calificaciones
- Bloque de MotorDocumento1 páginaBloque de MotorJuan David Argüello PlataAún no hay calificaciones
- Biografia de Galileo GalileiDocumento19 páginasBiografia de Galileo GalileiRodolfo Sena Alcantara100% (1)
- CAIDA LIBRE Y LANZAMIENTO VERTICALDocumento1 páginaCAIDA LIBRE Y LANZAMIENTO VERTICALyolydortaAún no hay calificaciones
- Fluidos Newtonianos y Fluidos No NewtonianosDocumento2 páginasFluidos Newtonianos y Fluidos No NewtonianosAdrianLuceroAún no hay calificaciones
- 2011.2 Certamen 2Documento3 páginas2011.2 Certamen 2SpaaarKNuBAún no hay calificaciones
- Tipos de Fallas en TransformadoresDocumento9 páginasTipos de Fallas en TransformadoresEdwin GarcíaAún no hay calificaciones
- Sistemas de Ventilación AuxiliarDocumento14 páginasSistemas de Ventilación Auxiliarenrique364Aún no hay calificaciones
- Encontre Lo Que Pude Carita TristeDocumento18 páginasEncontre Lo Que Pude Carita TristeJhosepluis De SousaAún no hay calificaciones
- GravimetriaDocumento43 páginasGravimetriaAndrea Ramás100% (2)
- Roberto Johnson - Apuntes Acción de GruposDocumento23 páginasRoberto Johnson - Apuntes Acción de GruposHermann Bravo TobarAún no hay calificaciones
- Manual de Operaciones y Datos Técnicos - SmithDocumento288 páginasManual de Operaciones y Datos Técnicos - SmithAle J Ch D100% (2)
- ++sec-01, Act-2017, AT Cap.I (01-53) Dic-2018 PDFDocumento54 páginas++sec-01, Act-2017, AT Cap.I (01-53) Dic-2018 PDFmarcoAún no hay calificaciones
- 04 - Difracción Rendija y RejillaDocumento7 páginas04 - Difracción Rendija y RejillaRom Kno SanAún no hay calificaciones
- Secado Bagazo Alternativ A Ahorro CombustibleDocumento16 páginasSecado Bagazo Alternativ A Ahorro CombustibleDayanne ZeladaAún no hay calificaciones
- 02 Interacción Gravitatoria - 1. Gravitación Universal PDFDocumento28 páginas02 Interacción Gravitatoria - 1. Gravitación Universal PDFDiego EstradaAún no hay calificaciones
- Reporte 6 Azeotropo 1 (Repaired)Documento9 páginasReporte 6 Azeotropo 1 (Repaired)Armando Chávez RojasAún no hay calificaciones
- Reactores Batch, Flujo Pistón y Reactores CSTRDocumento6 páginasReactores Batch, Flujo Pistón y Reactores CSTRJimmy Maximo Rivas SanchezAún no hay calificaciones
- Ejercicios2 Propedeútico Electromagnetismo IIDocumento2 páginasEjercicios2 Propedeútico Electromagnetismo IIMarco Rodríguez GarcíaAún no hay calificaciones
- Prevencion Riesgos ElectricosDocumento10 páginasPrevencion Riesgos ElectricosaysAún no hay calificaciones
- Teoria ElectromagneticaDocumento2 páginasTeoria ElectromagneticaSamantha MárquezAún no hay calificaciones
- EngranesDocumento23 páginasEngranesPablo Zven MtzAún no hay calificaciones
- La Energía Potencial GravitatoriaDocumento2 páginasLa Energía Potencial GravitatoriaJorge GurdianAún no hay calificaciones
- Informe Conservación de La Energía MecánicaDocumento3 páginasInforme Conservación de La Energía MecánicaBrayan SebastianAún no hay calificaciones
- Conservacion de Energia Calorifica y Calor EspecificoDocumento7 páginasConservacion de Energia Calorifica y Calor EspecificoEdwArt ApaMaAún no hay calificaciones
- 1.2 Elemento de Falla de Maquinaria, Equipo en Instalaciones ElectromecánicasDocumento10 páginas1.2 Elemento de Falla de Maquinaria, Equipo en Instalaciones ElectromecánicasPacoLAún no hay calificaciones
- Vesica Piscis Spiral Energy Portal PDFDocumento9 páginasVesica Piscis Spiral Energy Portal PDFSalvador Gonzalez CavazosAún no hay calificaciones
- Leccion 1 - Magnitudes Derivadas Con EjercicioDocumento13 páginasLeccion 1 - Magnitudes Derivadas Con EjercicioJuanjiDiaz100% (1)
- Melendez Roncal Ruben Dario 2014Documento39 páginasMelendez Roncal Ruben Dario 2014Jean Pool Quispe EspinozaAún no hay calificaciones